What is Sulfur?
•Sulfur is an extremely useful element.
• Its largest application is for the manufacture of fertilizers with
other principal users including rubber industries, cosmetics, and
pharmaceuticals.
• Sulfur is present in many raw industrial gases and in natural gas in
the form of hydrogen sulfide.
• The noxious hydrogen sulfide fumes that characterize many gas
processing, refinery operations, and petroleum production sites
represent a genuine threat to our environment.
3.
What is Sulfur?
•Sulphur is one of the major impurities in heavy crude resulting
higher concentration of sulphur compounds in the un-
desulphurised product stream.
• Sulphur content in the crude varies widely depending on the
origin.
4.
Effect of Sulfurin Crude Oil
• The sulfur present in the crude oil can harm the catalysts that are
used in the refining of crude oil into the many useful products
obtained from crude oil.
• Catalysts are materials used to promote chemical reactions
without taking part in the reactions themselves.
• Catalysts are generally very expensive materials and anything that
inhibits their activity or shortens their life increases the cost of
the refining process.
5.
Effect of Sulfurin Crude Oil
• If sulfur remains in diesel fuel and/or gasoline when it is
introduced into a car or truck engine, it will again interfere with
the catalytic convertor installed in the exhaust system of the
vehicle.
• The catalytic convertor helps to reduce emissions from the car
thus improving air quality.
• If sulfur is present in fuel, when the fuel is burned it will be
converted to SO2 which is a known precursor to acid rain.
6.
Effect of Sulfurin Crude Oil
• Sulfur content of crude oil and petroleum fractions are the most
important characteristics.
• As a result of burning high sulfur content and pose environmental
problems.
• To be used as engine fuel in gasoline and diesel fuel sulfur content
must be reduced to below 50 ppm.
7.
Why Remove Sulfur?
•The main purpose of removing the sulfur is to reduce the SO2
emissions.
• Another important reason for removing sulfur is to prevent the
poisoning of inert metal catalysts in the catalytic reforming units.
• A desulfurizer is the most effective method of desulfurization of
substances from crude oil as it is introduced to the distillation
column.
8.
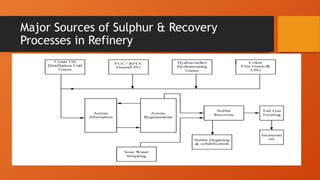
Sulphur Source inRefinery
• Sulphur content in finished product
• Sulphur emission into atmosphere in the form of
SO2
• Sulphur recovery in sulphur recovery unit
Sulphur output
from the refinery
takes places as one
of the following
• Sulphur in various products 58%
• Product sulphur 41%
• Sulphur emission 1%
Sulphur
distribution in
typical refinery is
given in below
9.
Process Used toRemove Sulphur from
Different Products
• LPG - LPG treating unit
• Gasoline - Hydrotreating Unit
• ATF - Merox / Hydrotreating
• Diesel - Hydrotreating
• Sulfur lands up in the fuel gas as H2S during Hydrotreating
Hydro Treatment Processes
•Hydro processing technologies consist of any one of the following
processes
• Pretreatment (Hydrotreatment) of naphtha and gas oil,
• Residue for Catalytic reforming,
• Catalytic cracking
• Hydrocracking in order to remove the impurities sulphur, nitrogen, heavy
metal etc.
12.
Hydrocracking processes
• Hydrotreatment of the fuels and lubricants, Hydro treatment of
naphtha, gas oil and residue for catalytic reforming, catalytic
cracking and hydrocracking processes.
• Various hydro treament processes removes Sulphur compound
which must be recovered in Sulphur recovery units.
• Main reaction involved in desulphurization is removal of Sulphur
compounds in form of H2S.
• Degree of desulphurization varies from feed to feed with nearly
complete removal to about 50%.
13.
Sulfur Recovery Unit
•Sulphur recovery unit consist of recovery of sulphur from H2S present in acid gas
from Amine Treating/ Regeneration unit and H2S from sour water stripper section
Hydrogen sulphide content of the feed gas is converted to elemental sulphur.
• Amine absorption and Regeneration: Absorption of H2S bearing stream and
regeneration of amine. H2S rich stream from amine regeneration is sent to sulphur
recovery unit.
• Sour Water Stripping: Sour water is tripped off its sulphur and recycled. H2S is sent
to sulphur recovery unit.
• Amine Absorption Unit: Various hydro desuplhurisation processes in the refinery and
hydrocracker unit generate large quantity of H2S. H2S bearing gases from various
unit is sent to Amine treating unit which uses amine as a solvent for absorbing H2S
and subsequently releasing H2S as H2S Rich stream in the amine generator.
14.
Petroleum Desulfurization
• Aprocess that removes sulfur compounds from various streams
during the refining process.
• Include catalytic hydro treating and other chemical/physical
processes such as adsorption.
• Desulfurization processes vary based on
• The type of stream treated (e.g., naphtha, distillate, heavy gas oil)
• The amount of sulfur removed (e.g., sulfur reduction to 10 ppm).
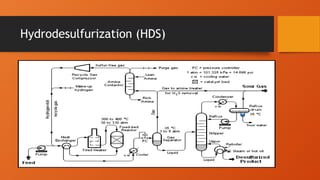
Hydrodesulfurization (HDS)
• Thepurpose of removing the sulfur is to reduce the SO2 emissions.
• Petroleum feedstock uses HDS technology to remove sulfur.
• Simply described, hydrogen is added to a Co-Mo or Ni-Mo charged
catalytic column at high temperature and pressure liberating the
sulfur as hydrogen sulfide, H2S.
• The H2S is converted to elemental sulfur using the classic Claus
process.
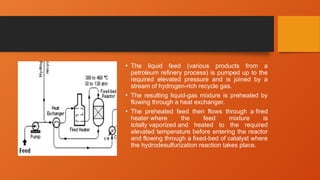
• The liquidfeed (various products from a
petroleum refinery process) is pumped up to the
required elevated pressure and is joined by a
stream of hydrogen-rich recycle gas.
• The resulting liquid-gas mixture is preheated by
flowing through a heat exchanger.
• The preheated feed then flows through a fired
heater where the feed mixture is
totally vaporized and heated to the required
elevated temperature before entering the reactor
and flowing through a fixed-bed of catalyst where
the hydrodesulfurization reaction takes place.
19.
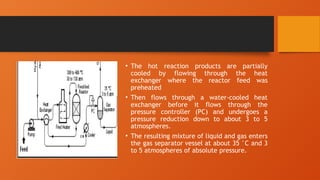
• The hotreaction products are partially
cooled by flowing through the heat
exchanger where the reactor feed was
preheated
• Then flows through a water-cooled heat
exchanger before it flows through the
pressure controller (PC) and undergoes a
pressure reduction down to about 3 to 5
atmospheres.
• The resulting mixture of liquid and gas enters
the gas separator vessel at about 35 °C and 3
to 5 atmospheres of absolute pressure.
20.
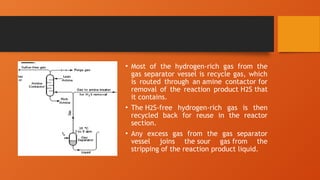
• Most ofthe hydrogen-rich gas from the
gas separator vessel is recycle gas, which
is routed through an amine contactor for
removal of the reaction product H2S that
it contains.
• The H2S-free hydrogen-rich gas is then
recycled back for reuse in the reactor
section.
• Any excess gas from the gas separator
vessel joins the sour gas from the
stripping of the reaction product liquid.
21.
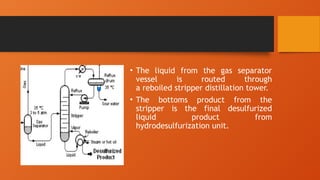
• The liquidfrom the gas separator
vessel is routed through
a reboiled stripper distillation tower.
• The bottoms product from the
stripper is the final desulfurized
liquid product from
hydrodesulfurization unit.
22.
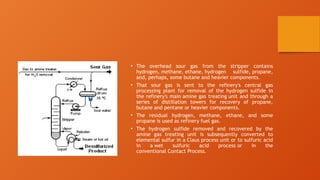
• The overheadsour gas from the stripper contains
hydrogen, methane, ethane, hydrogen sulfide, propane,
and, perhaps, some butane and heavier components.
• That sour gas is sent to the refinery's central gas
processing plant for removal of the hydrogen sulfide in
the refinery's main amine gas treating unit and through a
series of distillation towers for recovery of propane,
butane and pentane or heavier components.
• The residual hydrogen, methane, ethane, and some
propane is used as refinery fuel gas.
• The hydrogen sulfide removed and recovered by the
amine gas treating unit is subsequently converted to
elemental sulfur in a Claus process unit or to sulfuric acid
in a wet sulfuric acid process or in the
conventional Contact Process.
#11 Hydro treatment of the various streams from refinery and petrochemical industries has become integral part in order to meet the feed standards of various processes in order to avoid catalyst poisoning, improving quality of products and meet the environmental standards.
#18 The liquid feed (at the bottom left in the diagram) is pumped up to the required elevated pressure and is joined by a stream of hydrogen-rich recycle gas.
The resulting liquid-gas mixture is preheated by flowing through a heat exchanger. The preheated feed then flows through a fired heater where the feed mixture is totally vaporized and heated to the required elevated temperature before entering the reactor and flowing through a fixed-bed of catalyst where the hydrodesulfurization reaction takes place
#22 Note that the above description assumes that the HDS unit feed contains no olefins. If the feed does contain olefins (for example, the feed is a naphtha derived from a refinery fluid catalytic cracker (FCC) unit), then the overhead gas from the HDS stripper may also contain some ethene, propene, butenes and pentenes, or heavier components.
It should also be noted that the amine solution to and from the recycle gas contactor comes from and is returned to the refinery's main amine gas treating unit.





























![Lo4_tank_guaging[1].pdf a power point on tank gaging](https://cdn.slidesharecdn.com/ss_thumbnails/lo4tankguaging1-250508052158-6ad8fbe5-thumbnail.jpg?width=640&height=640&fit=bounds)







![well_test_lectures__Lo4[1].ppt well testing](https://cdn.slidesharecdn.com/ss_thumbnails/welltestlectureslo41-250203120844-25dfcd18-thumbnail.jpg?width=640&height=640&fit=bounds)





























