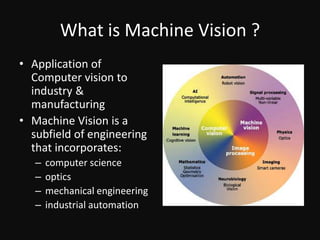
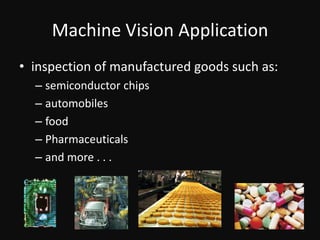
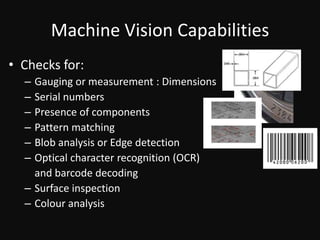
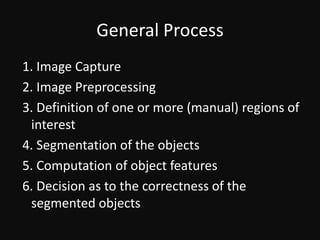
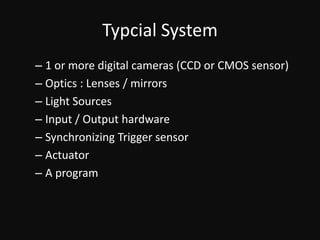
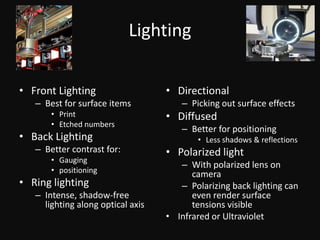
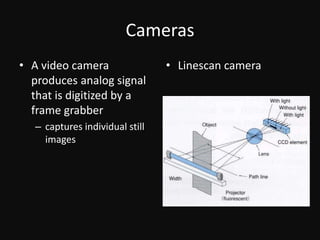
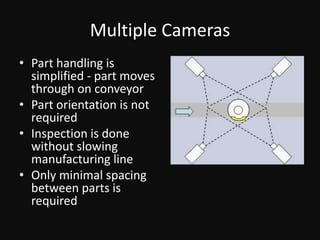
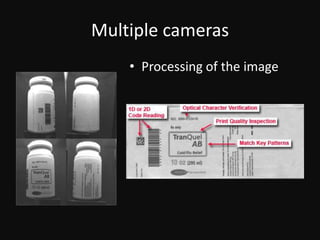
Machine vision uses computer vision techniques to automate inspection and measurement tasks in manufacturing processes. It incorporates computer science, optics, and mechanical engineering. Machine vision systems typically use digital cameras and specialized lenses to capture images that are then processed to check for attributes like dimensions, serial numbers, and defects. Common applications include inspecting semiconductor chips, automobiles, food, and pharmaceuticals. Key components of machine vision systems include cameras, lighting, lenses, and image processing software to analyze the captured images.





































![Welcome to the New-Era in Automation]](https://cdn.slidesharecdn.com/ss_thumbnails/a73cde01-449f-4ab4-b012-7731e75ab889-160705040211-thumbnail.jpg?width=640&height=640&fit=bounds)































