Downloaded 34 times



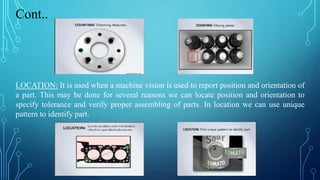




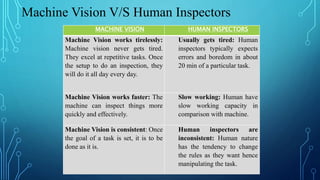














The document provides an overview of machine vision, covering its definition, history, applications, cost efficiency, and advantages over human inspectors. It details components necessary for machine vision systems, such as lighting, sensors, and vision processing, as well as the industries that utilize this technology. Despite its benefits, the document also notes the high costs of implementation and the challenges of training data, concluding that machine vision enhances manufacturing productivity and quality.



































![Welcome to the New-Era in Automation]](https://cdn.slidesharecdn.com/ss_thumbnails/a73cde01-449f-4ab4-b012-7731e75ab889-160705040211-thumbnail.jpg?width=640&height=640&fit=bounds)





























