Download as PDF, PPTX




























This document provides an introduction to set-up reduction and quick changeover concepts. It discusses lean manufacturing principles for eliminating waste and non-value-added activities. The goals of set-up reduction are to reduce cycle times, increase capacity, and eliminate bottlenecks. The document reviews concepts like takt time, value-added vs. non-value added processes, and the seven wastes. It also describes the seven steps of SMED (Single Minute Exchange of Die) methodology for improving changeover times, including separating internal and external set-up tasks. As an example, it outlines issues with the long set-up times on a 1000-ton punch press and potential solutions like standardized tooling carts and shadow boards
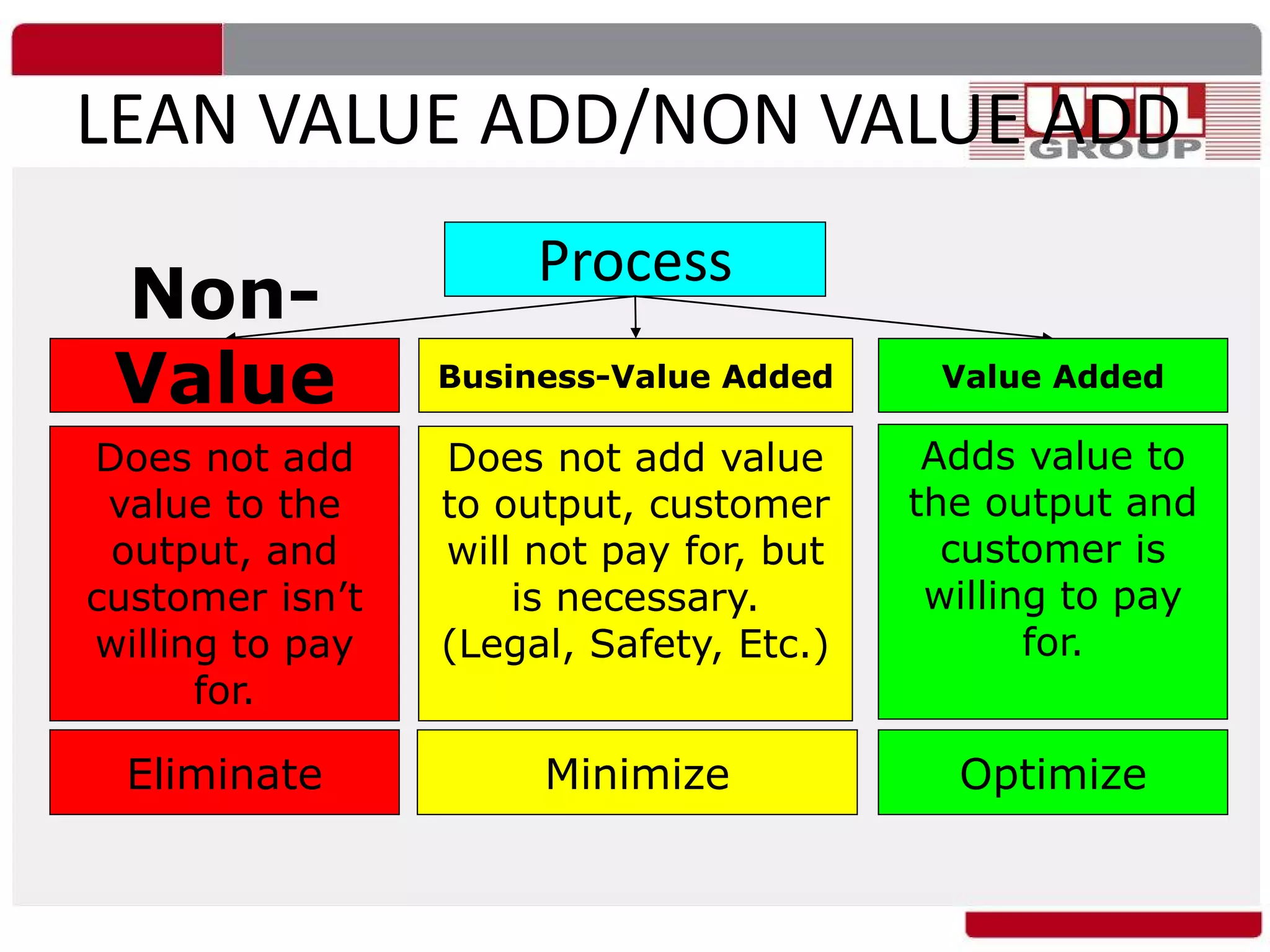
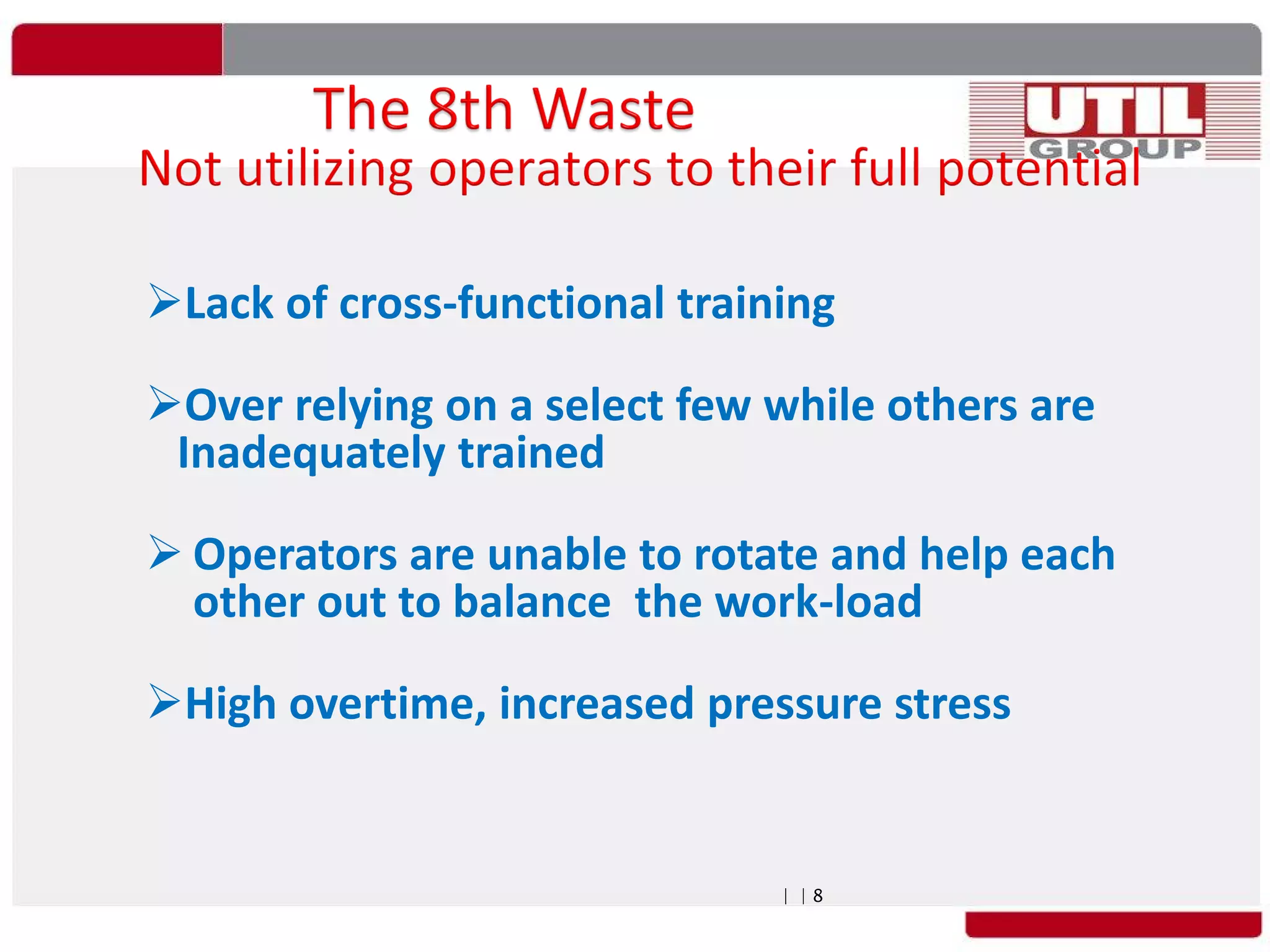
Introduction to lean principles focusing on waste elimination, reducing bottlenecks, and improving process efficiency.
Understanding bottlenecks and their impact on cycle times; strategies for managing and optimizing bottlenecks.
Examining costs associated with poor quality; defining lean principles and error-proofing methods.
Overview of SMED principles; distinguishing between internal and external setup times for efficiency.
Seven steps to implement SMED; addressing setup issues and improving changeover times.
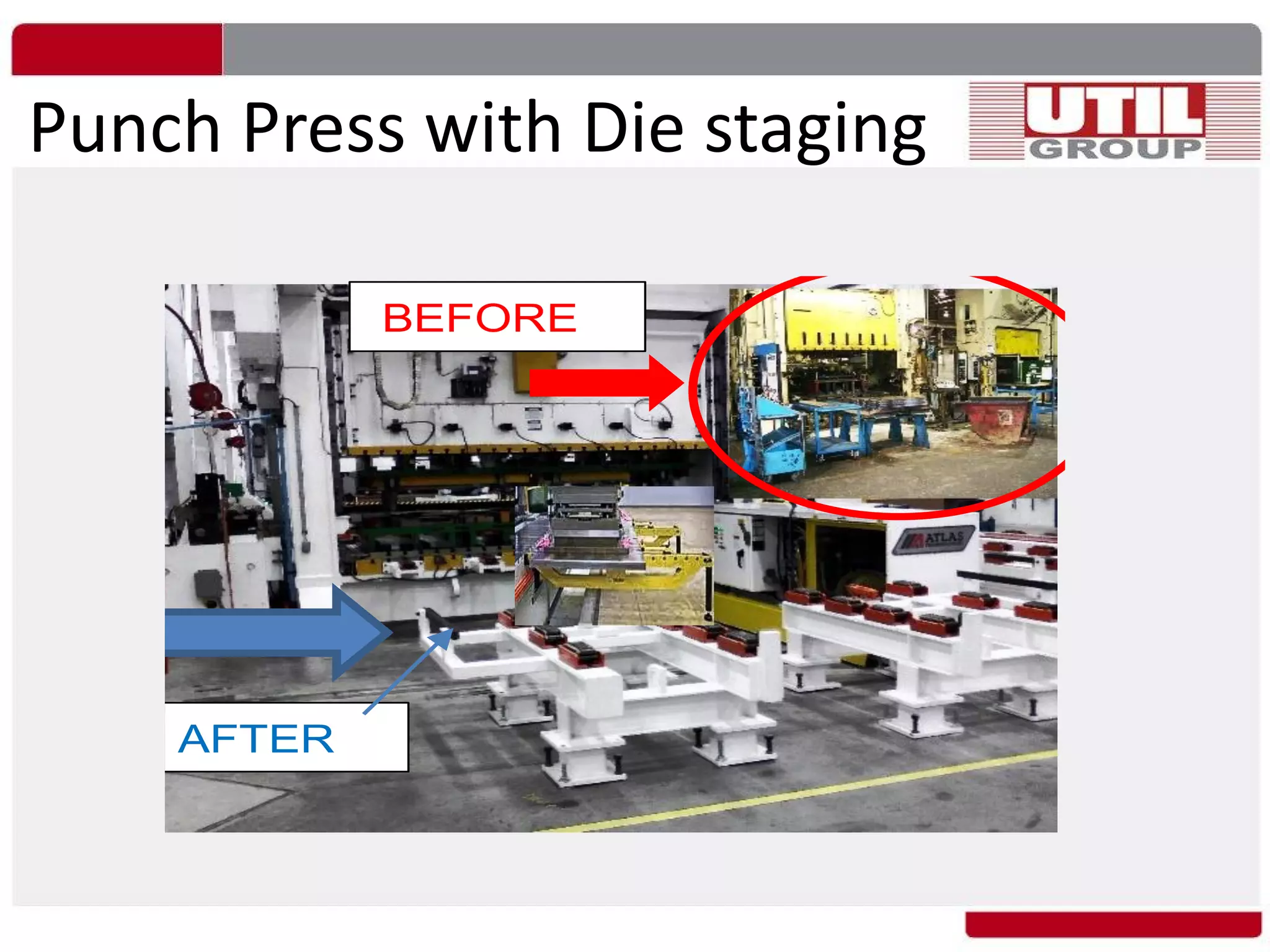
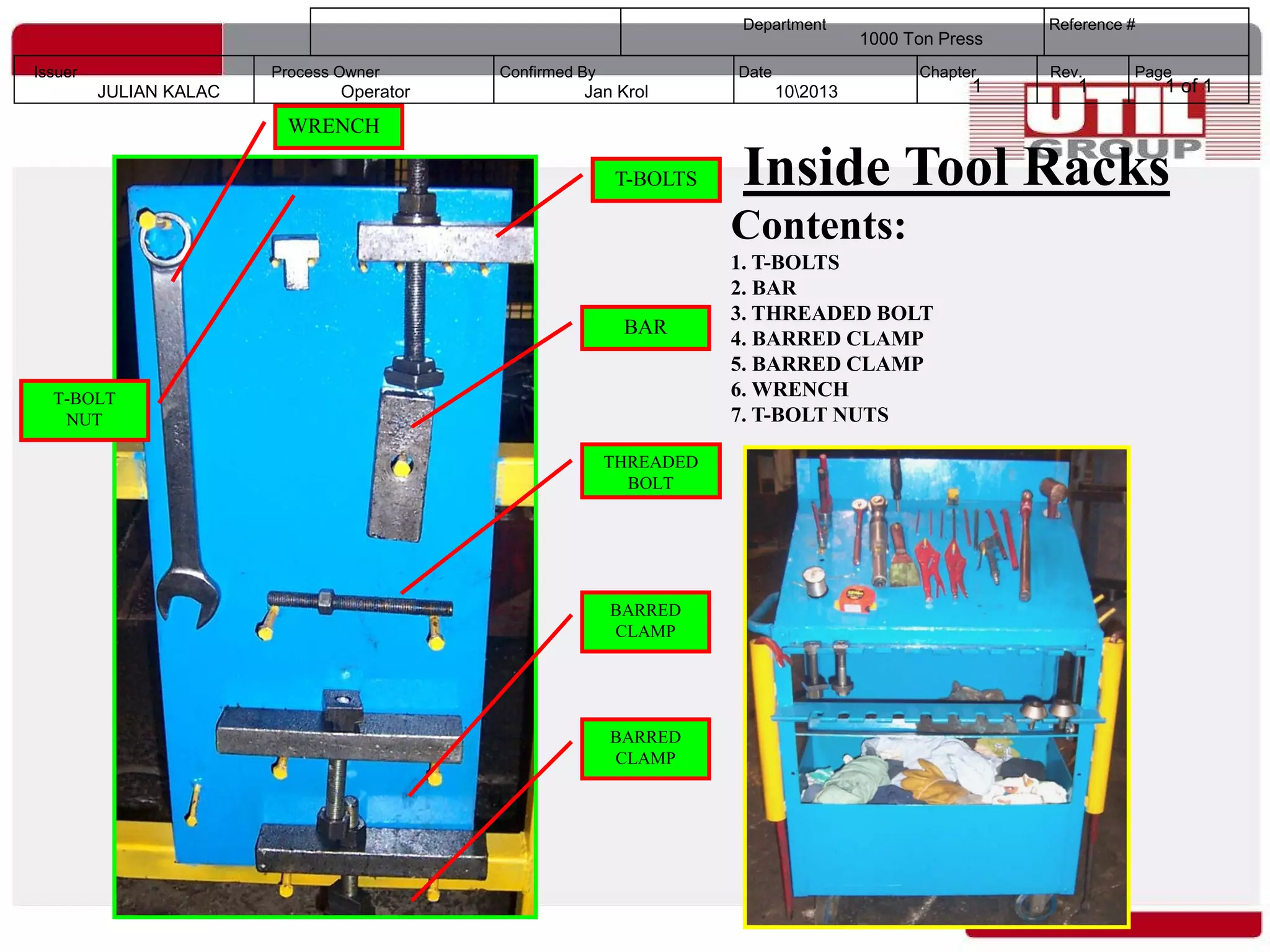
Utilizing standardized tools and organization methods to optimize die setup and reduce time.
Ideas for improving SMED setup processes, including team efforts and documentation for training purposes.























































































