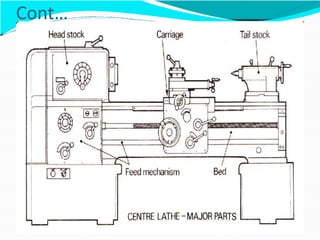
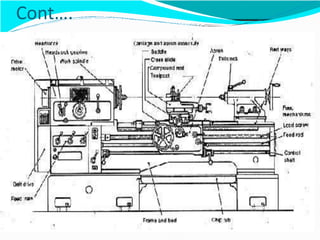
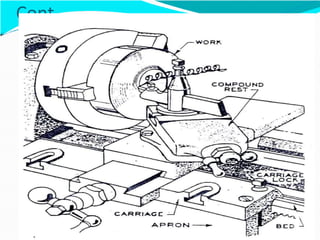
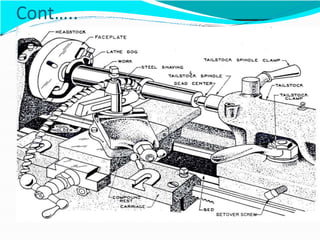
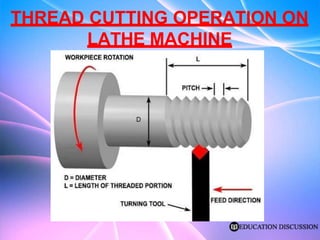
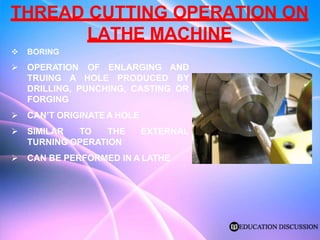
The document describes the parts and functions of a lathe machine. It discusses the bed, headstock, tailstock, carriage, feed mechanism, and other major components. The headstock holds and rotates the workpiece while the carriage supports the cutting tool and allows it to move longitudinally. Common lathe operations like turning, facing, tapering and chamfering are also summarized. Safety practices and proper use of lathes, tool holders and accessories are emphasized.