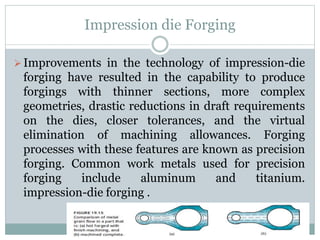
The document discusses various types of forging processes including open die forging, impression die forging, and flashless forging. Open die forging involves compressing metal between flat dies, allowing lateral flow. Impression die forging uses dies with cavities to impart shapes, constraining flow. Flashless forging completely fills dies with no excess flash. Forging is used to make strong components for industries like automotive and aerospace. Equipment includes forging hammers that apply impact and presses that apply gradual pressure.




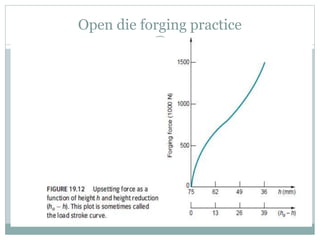























































![Forging Process. [Workshop Practices]](https://cdn.slidesharecdn.com/ss_thumbnails/forging-metal-131007035538-phpapp01-thumbnail.jpg?width=640&height=640&fit=bounds)




























