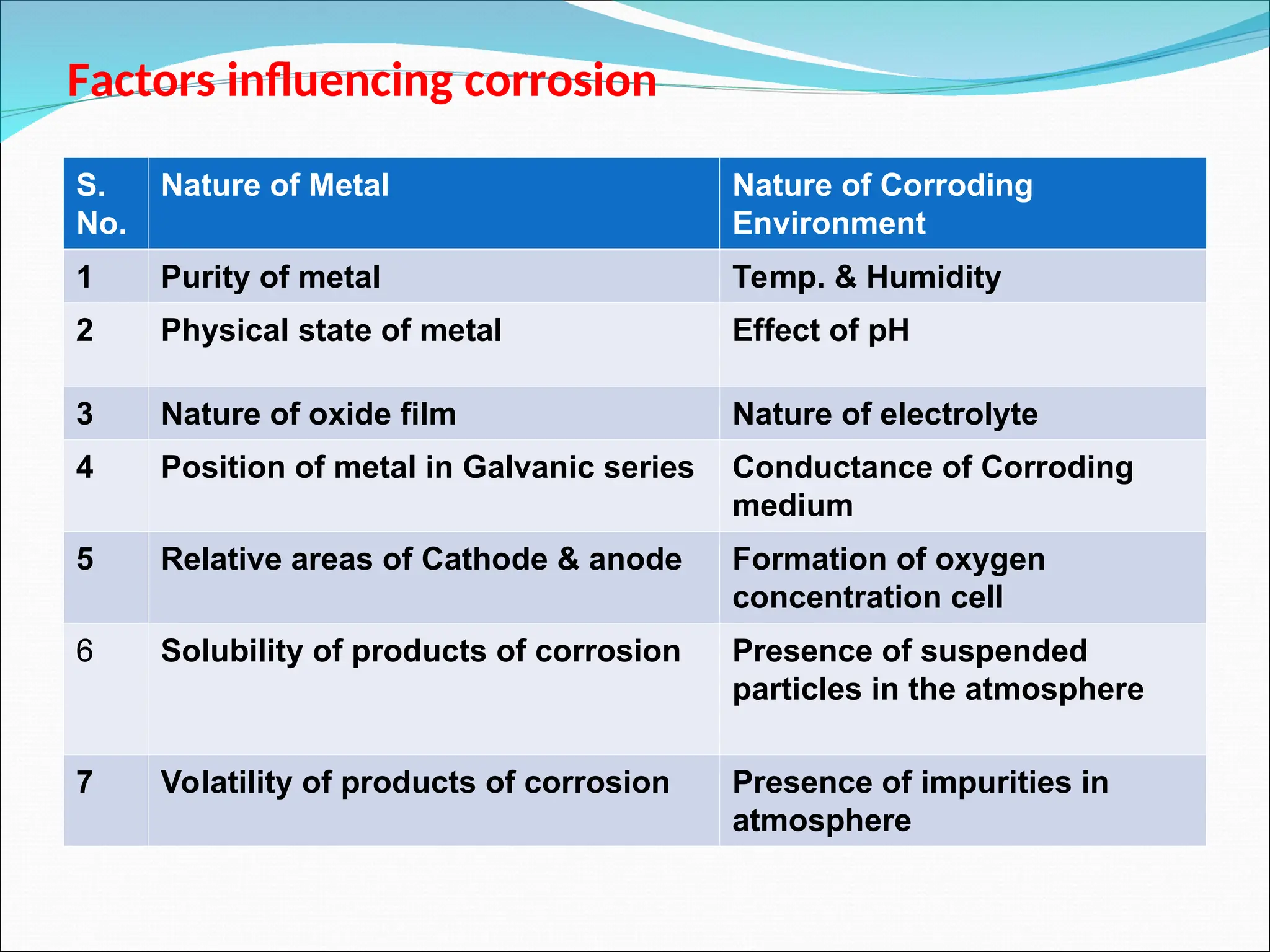
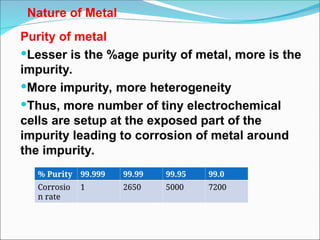
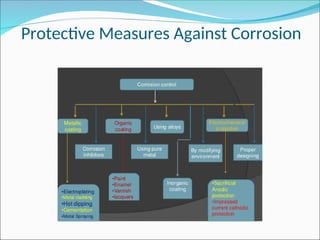
The document discusses various factors influencing corrosion, including the nature of metals and their environments, such as purity, physical state, temperature, humidity, pH, and electrolyte nature. It examines mechanisms of corrosion and protective measures like barrier protection, sacrificial protection, alloy formation, and cathodic protection. Additionally, the document outlines methods to control and prevent corrosion, emphasizing the importance of material selection, equipment design, and use of inhibitors.