Downloaded 79 times







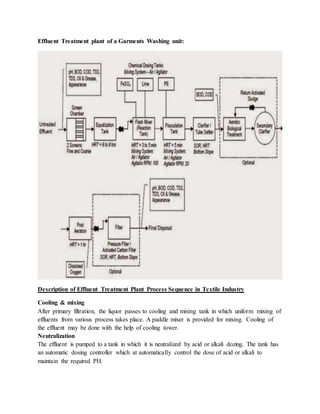

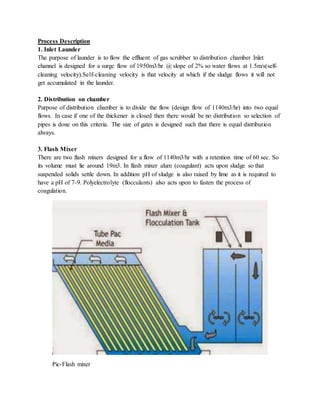





The document summarizes the process of an effluent treatment plant for treating wastewater from textile and dyeing industries. It describes the various stages of treatment including neutralization, coagulation, sedimentation, filtration and disinfection. Key points of the process include using chemicals like alum and lime to coagulate solids, clarifiers to separate treated water from sludge, and a filter press to dewater the sludge for safe disposal. The goal is to reduce pollutants in the effluent like BOD, COD and color to meet discharge standards before releasing the treated water.
































































































