Download to read offline
![Mehali J. Mehta et al Int. Journal of Engineering Research and Applications www.ijera.com
ISSN : 2248-9622, Vol. 4, Issue 3( Version 2), March 2014, pp.06-09
www.ijera.com 6 | P a g e
Trouble Shooting and Performance Enhancement in Activated
Sludge Process for Treatment of Textile Wastewaters
Mehali J. Mehta*, Bansari M. Ribadiya**, Rashmita M. Thummar**, Priyanka
V. Patel**, Mihir Vyas***
*(Assistant Professor, Department of Civil Engineering, Sarvajanik College of Engineering and Technology,
Gujarat, India-395001)
** (Student, M.E Environmental Engineering, Sarvajanik College of Engineering & Technology, Gujarat, India-
395001)
*** (Assistant Professor, Environmental Engineering Department, Government Engineering College, Gujarat,
India)
ABSTRACT
The untreated textile wastewater can cause rapid depletion of dissolved oxygen if it is directly discharged into
the surface water sources due to its high Biological Oxygen Demand (BOD) and Chemical Oxygen
Demand(COD) value. This paper focuses on various troubles in performance of activated sludge process and
performance enhancement by suggesting remedial measures to ensure the proper operation of activated sludge
process(ASP).Also, it is noted that modification and alternative use of chemicals such as 45% solution of
sodium bisulphate in burnout printing instead of this 15% of acetic acid and 30% sodium bisulphate is mixed to
improve the overall efficiency in terms of Chemical Oxygen Demand(COD) and Biological Oxygen
Demand(BOD).
Keywords - Activated sludge, Textile wastewater, Performance Enhancement, Trouble shooting
I. Introduction
In this textile mill bleached cloth is colored
with dyes of various types, and printed with various
design, depending on market demand. As a result,
waste water produced in this section is difficult to
treat, especially from the point of view of color
removal and reduction of oxygen demand. The
untreated textile wastewater can cause rapid
depletion of dissolved oxygen if it is directly
discharged into the surface water sources due to its
high BOD value. The effluents with high levels of
BOD and COD values are highly toxic to biological
life [1].
Cotton textile industry wastewater generated
by the different production steps (i.e. sizing of fibers,
scouring, desizing, bleaching, washing,
mercerization, dyeing and finishing) has high pH and
temperature. It also contains high concentrations of
organic matter, non-biodegradable matter, toxic
substances, detergents and soaps, oil and grease,
sulfide, suspended and dissolved solids and alkalinity
[2].
The activated sludge process is the most
widely used secondary treatment process for treating
both municipal and industrial wastewaters. The
removal of the polluting dyes from effluents is an
important problem, particularly for small scale textile
industries where working conditions and economic
status do not allow them to treat their wastewater
before disposal and they have no choice other than
discharging the effluents into the main stream of
water resources. In aeration tank the water was
aerated from the bottom with diffusers to maintain
Dissolved Oxygen concentration above 4mg/l(For
both the bacterial growth and the mixed liquor)[2].
The objectives of this study were: (1) To identify the
problem in aeration tank of effluent treatment plant
treating textile wastewater. (2) To suggest the
remedial measures to ensure the proper operation of
activated sludge process (ASP). (3) To improve the
overall removal efficiency in terms of chemical
oxygen demand (COD) and biochemical oxygen
demand (BOD) from the ASP. (4) To identify the
manufacturing process which produce more COD. (5)
To suggest chemical which reduce the impact on
treatment plant. (6) To control COD in effluent of
different textile process.
RESEARCH ARTICLE OPEN ACCESS](https://image.slidesharecdn.com/b43020609-140419004101-phpapp02/85/B43020609-1-320.jpg)
![Mehali J. Mehta et al Int. Journal of Engineering Research and Applications www.ijera.com
ISSN : 2248-9622, Vol. 4, Issue 3( Version 2), March 2014, pp.06-09
www.ijera.com 6 | P a g e
Trouble Shooting and Performance Enhancement in Activated
Sludge Process for Treatment of Textile Wastewaters
Mehali J. Mehta*, Bansari M. Ribadiya**, Rashmita M. Thummar**, Priyanka
V. Patel**, Mihir Vyas***
*(Assistant Professor, Department of Civil Engineering, Sarvajanik College of Engineering and Technology,
Gujarat, India-395001)
** (Student, M.E Environmental Engineering, Sarvajanik College of Engineering & Technology, Gujarat, India-
395001)
*** (Assistant Professor, Environmental Engineering Department, Government Engineering College, Gujarat,
India)
ABSTRACT
The untreated textile wastewater can cause rapid depletion of dissolved oxygen if it is directly discharged into
the surface water sources due to its high Biological Oxygen Demand (BOD) and Chemical Oxygen
Demand(COD) value. This paper focuses on various troubles in performance of activated sludge process and
performance enhancement by suggesting remedial measures to ensure the proper operation of activated sludge
process(ASP).Also, it is noted that modification and alternative use of chemicals such as 45% solution of
sodium bisulphate in burnout printing instead of this 15% of acetic acid and 30% sodium bisulphate is mixed to
improve the overall efficiency in terms of Chemical Oxygen Demand(COD) and Biological Oxygen
Demand(BOD).
Keywords - Activated sludge, Textile wastewater, Performance Enhancement, Trouble shooting
I. Introduction
In this textile mill bleached cloth is colored
with dyes of various types, and printed with various
design, depending on market demand. As a result,
waste water produced in this section is difficult to
treat, especially from the point of view of color
removal and reduction of oxygen demand. The
untreated textile wastewater can cause rapid
depletion of dissolved oxygen if it is directly
discharged into the surface water sources due to its
high BOD value. The effluents with high levels of
BOD and COD values are highly toxic to biological
life [1].
Cotton textile industry wastewater generated
by the different production steps (i.e. sizing of fibers,
scouring, desizing, bleaching, washing,
mercerization, dyeing and finishing) has high pH and
temperature. It also contains high concentrations of
organic matter, non-biodegradable matter, toxic
substances, detergents and soaps, oil and grease,
sulfide, suspended and dissolved solids and alkalinity
[2].
The activated sludge process is the most
widely used secondary treatment process for treating
both municipal and industrial wastewaters. The
removal of the polluting dyes from effluents is an
important problem, particularly for small scale textile
industries where working conditions and economic
status do not allow them to treat their wastewater
before disposal and they have no choice other than
discharging the effluents into the main stream of
water resources. In aeration tank the water was
aerated from the bottom with diffusers to maintain
Dissolved Oxygen concentration above 4mg/l(For
both the bacterial growth and the mixed liquor)[2].
The objectives of this study were: (1) To identify the
problem in aeration tank of effluent treatment plant
treating textile wastewater. (2) To suggest the
remedial measures to ensure the proper operation of
activated sludge process (ASP). (3) To improve the
overall removal efficiency in terms of chemical
oxygen demand (COD) and biochemical oxygen
demand (BOD) from the ASP. (4) To identify the
manufacturing process which produce more COD. (5)
To suggest chemical which reduce the impact on
treatment plant. (6) To control COD in effluent of
different textile process.
RESEARCH ARTICLE OPEN ACCESS](https://image.slidesharecdn.com/b43020609-140419004101-phpapp02/75/B43020609-1-2048.jpg)
![Mehali J. Mehta et al Int. Journal of Engineering Research and Applications www.ijera.com
ISSN : 2248-9622, Vol. 4, Issue 3( Version 2), March 2014, pp.06-09
www.ijera.com 7 | P a g e
Table 1: Characteristics of the textile industry
effluent
Sr.
no
Parameters Values
1 pH 8–10
2 Temperature °C 38–40
3 TSS 180–200
4 TDS 3700–
3900
5 COD 1400–
1600
6 Trace elements (Fe, Zn, Cu, Ni,
Mn)
15–20
Note: All values are expressed in mg/l, except pH
and temperature [3]
A process description of woven cotton and
polyester blended fabric manufacturing is discussed
below as this is one of the major textile material
commonly used all over the world.
Desizing is use to remove sizing material
prior to weaving. Depending on the size that has been
used, the cloth may be steeped in a dilute acid and
then rinsed, or enzymes may be used to break down
the size [4]. Bleaching improves whiteness by
removing natural coloration and remaining trace
impurities from the cotton; the degree of bleaching
necessary is determined by the required whiteness
and absorbency [5]. A further possibility is
mercerizing during which the fabric is treated with
caustic soda solution to cause swelling of the fibers.
This results in improved luster, strength and dye
affinity [6]. Dying is a process in which yarns and
fabric acquire color. Textiles are dyed using a wide
range of dyestuffs, techniques and machines. Printing
is a process which colours and design are printed on
fabric. The most common printing technique is
screen-printing, roller printing and others. Pigments
and dyestuffs are mainly used for printing. In
finishing , yarn or fabric in order to impart the final
touch and also the change properties of the fabric. It
involves brushing or raising to make the surface
hairy, physical treatment to improve the lustre,
softness, to minimize the wash shrinkage and resins
[4].
The activated sludge process consists of two
units - the aeration tank (or basin) and the secondary
clarifier (sedimentation tank). From the bottom of the
secondary clarifier, settled and concentrated sludge is
returned back to the aeration tank to maintain the
mixed liquor suspended solids (MLSS) at desirable
level. Excess sludge produced each day is wasted
from the return sludge line and discharged,
frequently, to a sludge thickener to keep the system
operating at a controlled sludge age (mean cell
retention time, MCRT or sludge retention time,
SRT).
Problems associated with the activated sludge
process:
1. Settling of biomass is difficult.
2. Concentration of biomass in aeration tank is
less.
1. Foaming was observed on the surface of
aeration tank.
1. Microorganisms are continuously carried
over along with effluent from secondary
clarifier.
2. During printing 45% solution of sodium
bisulphate is used in burnout process which
results in bacterial die off due to sodium
bisulphate chemical, and COD was
accounted around 1.5 lakh mg/l in 10 m3/d
flow coming from brasso print process.
II. Experimental Details
2.1 Chemicals use
Chemicals of Burn out Printing
1. Acetic acid (CH3COOH) – 15%
2. Sodium bisulphate (Na2HSO4) -30%
3. Water + gum – 55%
Biopolymer: Activated sludge flocs are
thought to consist of microbial aggregates,
filamentous organisms, organic and inorganic
particles and exocellular polymers. These flocs are
held together by means of exocellular polymers
(biopolymers) and divalent cations to form a 3-
dimensional matrix. Although the flocculation
process is important, it is not well understood. It is
known that bioflocculation is responsible for many of
the changes in biofloc characteristics [7].
Table : 2 Coagulants use in effluent treatment palnt
2.2 Processes Adopted
Wastewater samples were collected from
aeration tank-I, II, III and inlet as well as outlet of
effluent treatment plant (ETP). Samples were
collected in 2 liters white plastic beaker, which have
been thoroughly washed with nitric acid and then
rinsed many times with distilled water. All samples
were preserved inside a refrigerator except samples
for microbial analysis, which were analyzed within
24 hours. Sample analyzed according to Standard
Methods (APHA, 1998). pH was measured by pH
meter. Chemical oxygen demand (COD) was
Chemical Dosing Before pH After pH
Lime 400-500kg/d 8 10.5
Ferrous
sulphate
900-1000kg/d 10.5 6-7](https://image.slidesharecdn.com/b43020609-140419004101-phpapp02/85/B43020609-2-320.jpg)
![Mehali J. Mehta et al Int. Journal of Engineering Research and Applications www.ijera.com
ISSN : 2248-9622, Vol. 4, Issue 3( Version 2), March 2014, pp.06-09
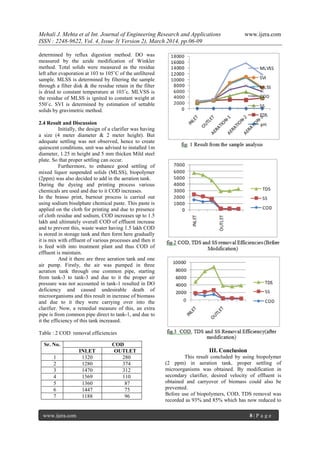
www.ijera.com 9 | P a g e
75% and 83% due to modification. Instead of using
45% of sodium bisulphate solution, 15% of acetic
acid and 30% sodium bisulphate is mixed and it
resulted in increase of bacteria in aeration tank. In
dying process, due to use of formic acid, bacterial
growth was not proper and this problem is solved by
using acetic acid in place of it. Normally 2 ppm bio
polymers were used in aeration tank which have now
reduced to 0.1 ppm due to the above modification in
process.
References
[1] Wastewater Engineering Treatment and
Reuse, Metcalf & eddy, published by Tata
McGraw hill education private limited,
335,334.
[2] A. Palaa, E. Tokat , Color removal from
cotton textile industry wastewater in an
activated sludge system with various
additives, Water Resource (2002), 36, 2920-
2925.
[3] K. Kumar, G. Singh, M. Dastdar, T.
Sreekrishnan, Effect of Mixed Liquor
Volatile Suspended Solids (MLVSS) and
Hydraulic Retention Time (HRT) on the
performance of activated sludge process
during the biotreatment of real textile
wastewater, Water Resource and Industry
(2014), 5, 1-8.
[4] http://en.wikipedia.org/wiki/Sizing
[5] http://textilefashionstudy.com/textile-bleach
ing-process-definition-objectivesprocess
parameters-of-bleaching/
[6] http://textilelearner.blogspot.com/2012/02/m
ercerizing-object-ofmercerizing.html# ixzz2
Tp7SgAxl.
[7] Industrial waste water treatment, A.D.
Patwardhan. PHI learning private limited,
second addition ,may 2009,36,37,40,41
[8] Ardem, E. and W. T. Lockett. 1914a.
Experiments on the oxidation of sewage
without the aid of filters. J. Soc. 01
Chemical Industry (England), 33:523-539.
[9] Internetsources:http://www.intechopen.com/
books/advances-in-treating-textile-
effluent/textile-dyeing-wastewatertreatment
[10] Internetsources:http://www.google.co.in/#hl
=en&output=search&sclient=psy-
ab&q=7.%09REMOVAL
[11] Burnett, C., Woelke, A. and Dentel, S. K.
(1997) Dewaterability of ATAD sludge.
WEFTEC '97. 2, 299.](https://image.slidesharecdn.com/b43020609-140419004101-phpapp02/85/B43020609-4-320.jpg)

This document summarizes research on troubleshooting and improving the performance of an activated sludge process for treating textile wastewater. The textile wastewater has high levels of biological and chemical oxygen demand that can deplete dissolved oxygen if discharged untreated. The researchers identified issues in the aeration tank such as poor sludge settling. They suggest adding biopolymers to improve settling and modifying the secondary clarifier. Sodium bisulfate used in printing was negatively impacting bacteria; replacing it with acetic acid improved efficiency. Adjusting air distribution across the aeration tanks also enhanced performance. With these changes, chemical oxygen demand removal increased from 75-83% and sludge settling improved.























































































