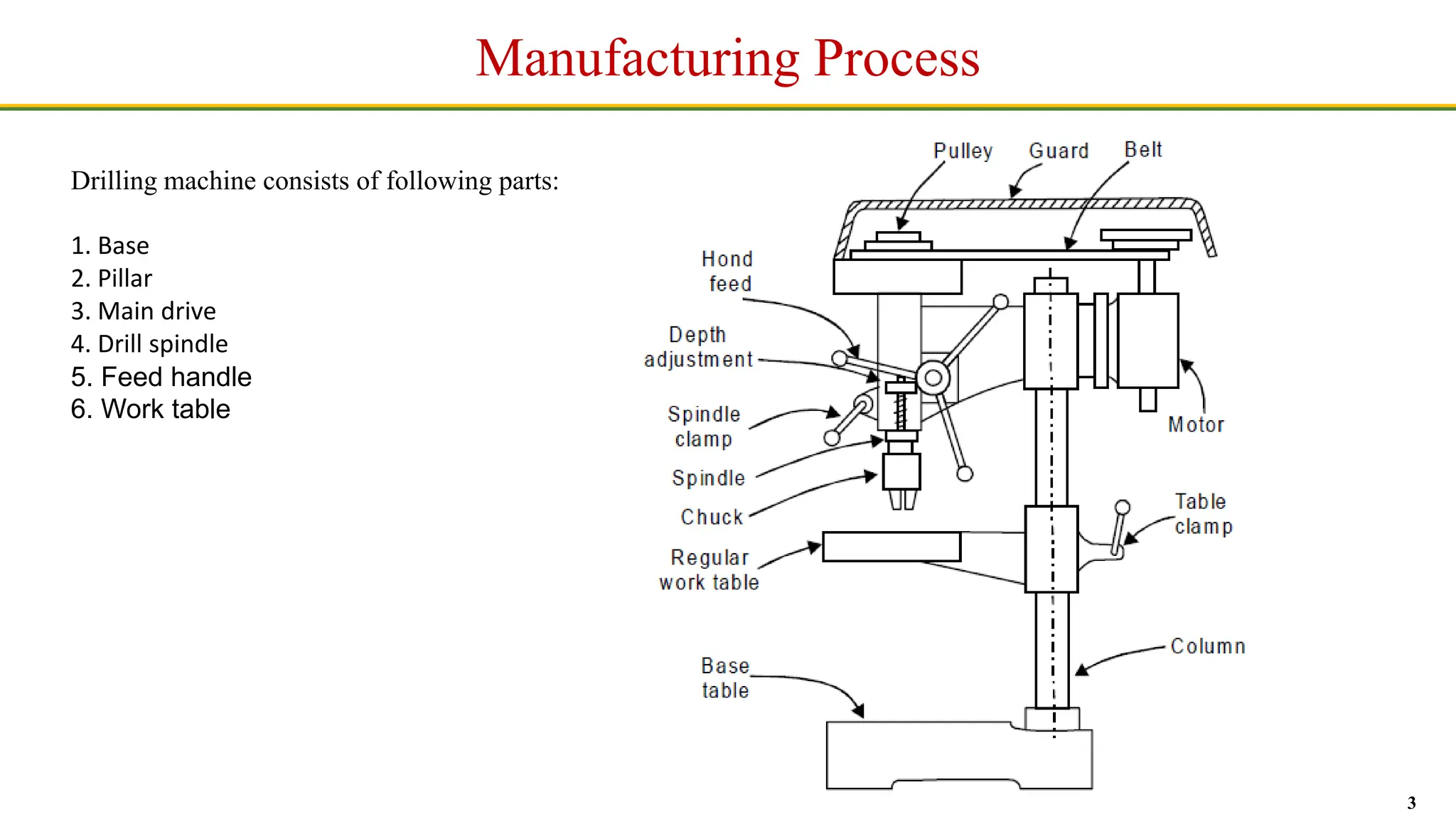
The document describes the manufacturing process of drilling, focusing on the operation, construction, and types of drilling machines. It details the components of a drilling machine, such as the base, spindle, and chuck, as well as various drill types and their geometries. It emphasizes the versatility of drilling machines for various operations beyond making holes, including counter-boring and reaming.