



![8
SINOM CCM EQUIPMENT BRANCH FACTORY
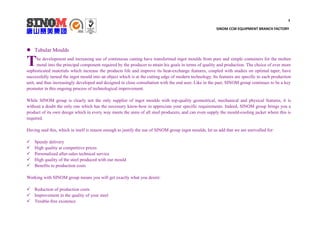
Material CuDHP CuAg CuCrZr CuNiP
Chemical Composition P 0.015 - 0.040
Ag 0.08 - 0.12
P 0.004 - 0.012
Cr 0.30 - 1.20
Zr 0.03 - 0.30
Ni 0.47 - 0.53
P 0.09 - 0.115
Physical Properties
Coefficient of thermal expansion at 20℃ [K-1
] 1.68 10-5
1.68 10-5
1.70 10-5
1.68 10-5
Thermal Conductivity at 20℃ [W/(m·K)] 340 377 325 284
Electric Conductivity [%|ACS] - minimum values 83 93 80 70
Recristallization Temperature [℃] 330 370 700 600
Softening Temperature [℃] - - 500 400
Young Modulus [Mpa] 1.2 10-5
1.2 10-5
1.3 10-5
1.2 10-5
Mechanical Properties Tubular Plate Tubular Plate Tubular Plate
Ultimate Tensile Strength at 20℃ [Mpa] 295 300 275 415 400 335 320
Ultimate Tensile Strength at 200℃ [Mpa] - 245 230 385 370 310 300
0.2% Proof Stress at 20℃ [Mpa] 270 275 260 340 310 320 300
0.2% Proof Stress at 200℃ [Mpa] - 230 210 320 280 280 265
Elongation at 20℃ [%] 20 18 18 20 20 18 20
Hardness 20℃ [HB] 93 95 90 125 120 115 110
Application Tubular moulds Tubular & plate Moulds Tubular & plate Moulds Tubular & plate Moulds](https://image.slidesharecdn.com/coppermouldcatalogue-170224091341/85/Copper-Mould-8-320.jpg)
![9
SINOM CCM EQUIPMENT BRANCH FACTORY
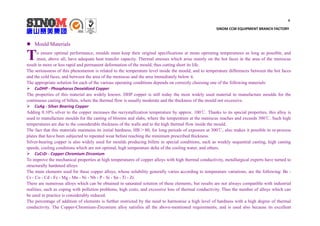
Mould Coatings
opper has lower hardness which leads to lower anti-abrasive property.
Therefore,the area at the lower part of the moulds, where the stress
increases drastically due to shells will be more severely worn. To increase
the life time of copper moulds, SINOM group provides uniform mould interior
surface plating with suitable hardness. Most of the copper mould tubes for
small size billet casting are not used in any casting system where there are
rigid casting stream support, therefore they are very sensitive to wearing.
We use hard chrome plating which provides efficient anti-wearing protection
on the interior surface of the mould tubes and increase the life of mould
tubes. The plating thickness recommended by SINOM group will be controlled
in the best range, As for the coating copper mould plates, based on our
years of experience, we are able to provide Chrome coating, Ni-Cr coating
and Ni-Co coating to meet the demand of various customers both at home a
nd abroad.
Material Properties CuDHP Nickel Hardened Nickel Chromium Nickel Cobalt
Hardness (HV) 93 220 400 980 410
Coefficient of thermal expansion 1.68 10-5
1.28 10-5
1.25 10-5
0.84 10-5
1.00 10-5
Thermal Conductivity at 20℃ [W/(m·K)] 340 88 78 70 80
C](https://image.slidesharecdn.com/coppermouldcatalogue-170224091341/85/Copper-Mould-9-320.jpg)









Sinom CCM Equipment Branch Factory specializes in manufacturing continuous casting machinery, including mold tubes and auxiliary equipment, covering an area of 450,000 square meters with over 3,000 employees. The company has established partnerships with various scientific institutions and is recognized as a high-tech enterprise, producing high-quality molds that meet customer specifications while also expanding into international markets. Their product range includes advanced materials and coatings aimed at maximizing the efficiency and lifespan of continuous casting processes.































![BSP Project (Based on Continuous Casting) [Final]](https://cdn.slidesharecdn.com/ss_thumbnails/1cb7ea7d-f281-4d52-a9fa-9483a29f6fbc-150714213851-lva1-app6892-thumbnail.jpg?width=640&height=640&fit=bounds)




















































