Download as PDF, PPTX
![Solution
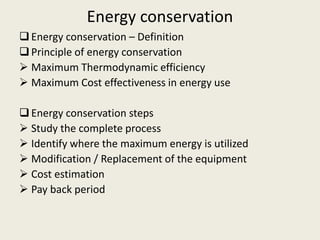
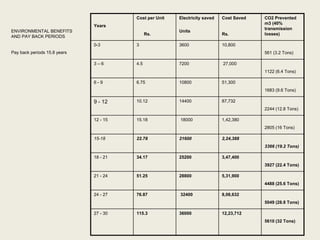
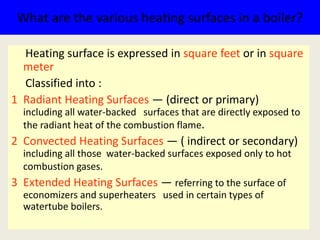
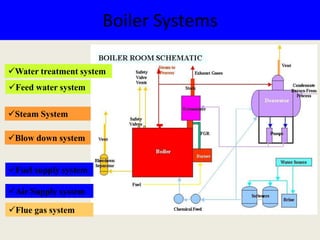
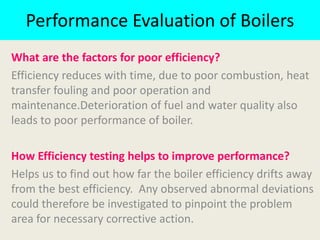
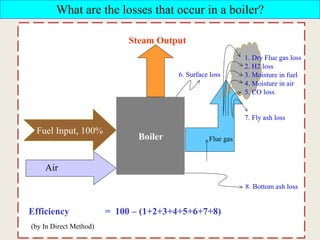
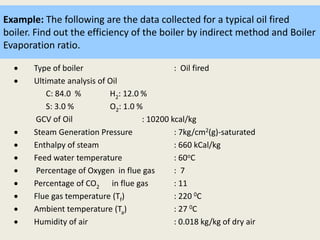
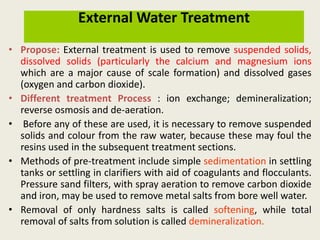
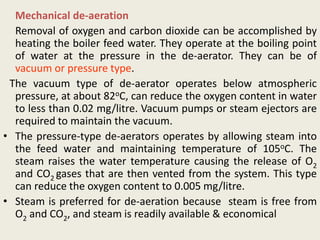
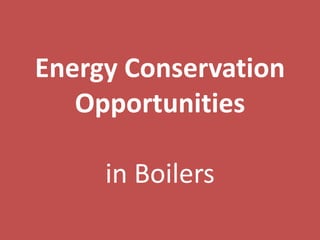
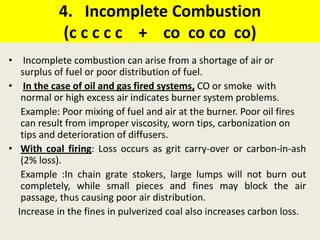
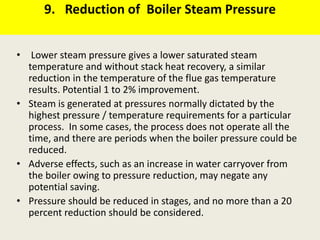
Step-1: Find the theoretical air requirement
=[(11.43 x C) + [{34.5 x (H2 – O2/8)} + (4.32 x S)]/100 kg/kg of oil
=[(11.43 x 84) + [{34.5 x (12 – 1/8)} + (4.32 x 3)]/100 kg/kg of oil
=13.82 kg of air/kg of oil
Step-2: Find the %Excess air supplied
Excess air supplied (EA) = (O2 x 100)
(21-O2)
= (7 x 100)/(21-7)
:= 50%
Step-3: Find the Actual mass of air supplied
Actual mass of air supplied /kg of fuel : [ 1 + EA/100] x Theo. Air
(AAS)
= [1 + 50/100] x 13.82
= 1.5 x 13.82
= 20.74 kg of air/kg of oil](https://image.slidesharecdn.com/conserveenergy-140317070434-phpapp01/85/Conserve-energy-51-320.jpg)
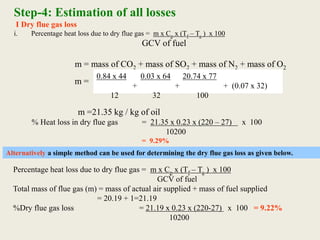
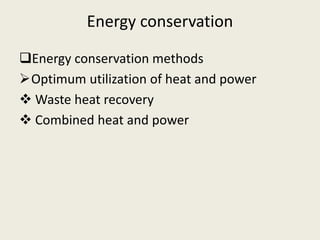
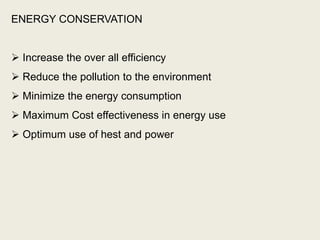
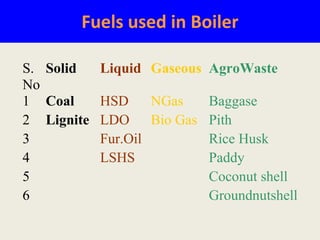
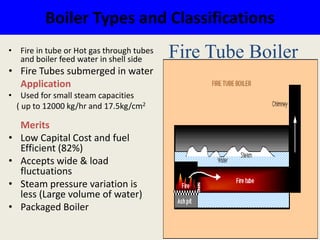
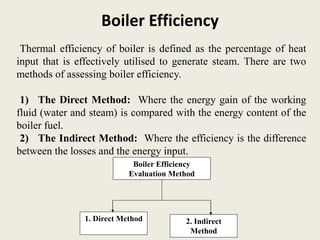
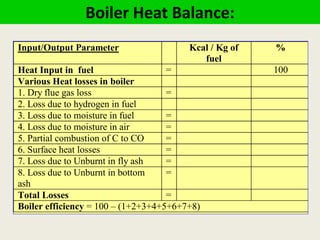
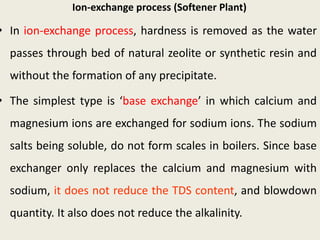
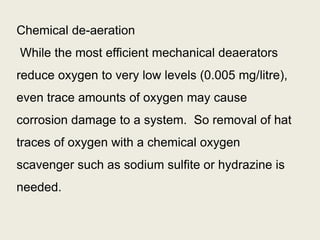
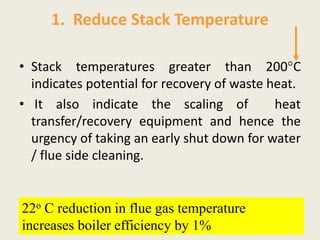
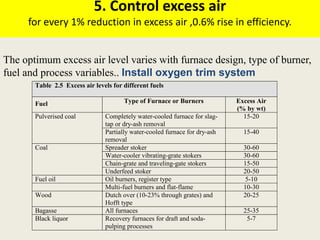
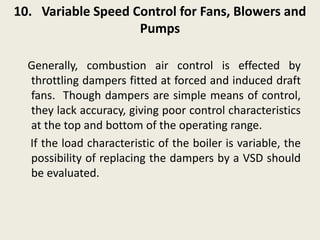
![ii. Heat loss due to evaporation of water formed due to H2 in fuel =
Where, H2 – percentage of H2 in fuel
= 7.10%
iii. Heat loss due to moisture present in air AAS x humidity x 0.45 x (Tf – Ta) x 100
GCV of fuel
=[ 20.74 x 0.018 x 0.45 x (220-27) x 100]/10200
= 0.317%
iv Heat loss due to radiation and other unaccounted losses
For a small boiler it is estimated to be 2%
9 x 12 {584 + 0.45 (220 – 27)}
10200
9 x H2 {584 + 0.45 (Tf – Ta)}
GCV of fuel](https://image.slidesharecdn.com/conserveenergy-140317070434-phpapp01/85/Conserve-energy-53-320.jpg)
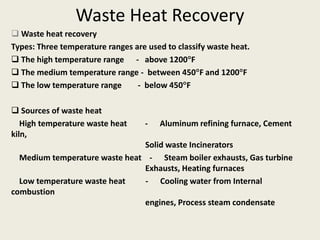
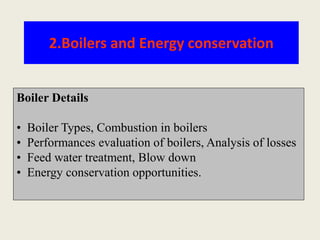
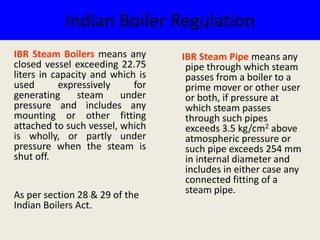
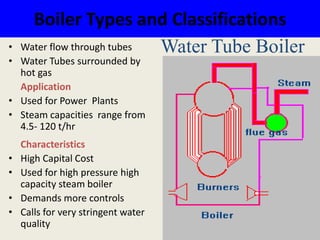
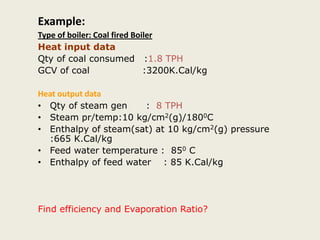
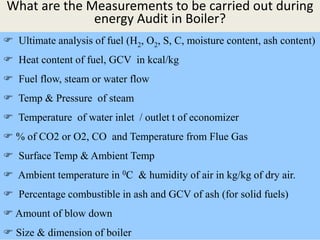
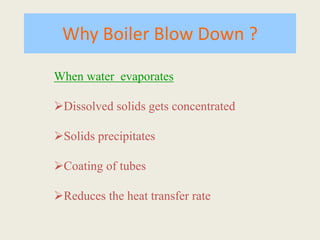
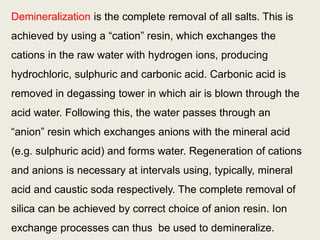
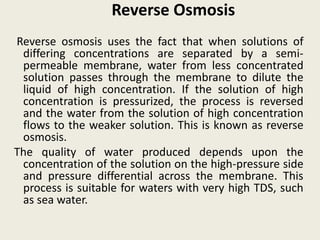
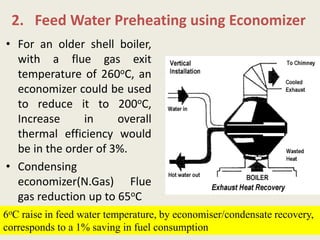
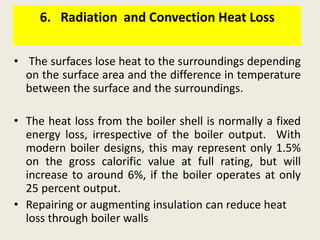
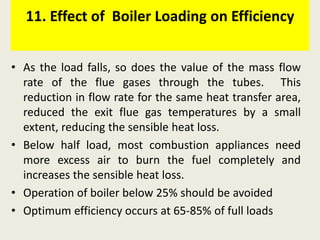
![Boiler Efficiency
i. Heat loss due to dry flue gas : 9.29%
ii. Heat loss due to evaporation of water formed due to H2 in fuel : 7.10 %
iii. Heat loss due to moisture present in air : 0.317 %
iv. Heat loss due to radiation and other unaccounted loss : 2%
Boiler Efficiency = 100- [9.29+7.10+0.317+2]
= 100 – 17.024 = 83 %(app)
Evaporation Ratio = Heat utilised for steam generation/Heat addition to the steam
= 10200 x 0.83/ (660-60)
= 14.11](https://image.slidesharecdn.com/conserveenergy-140317070434-phpapp01/85/Conserve-energy-54-320.jpg)

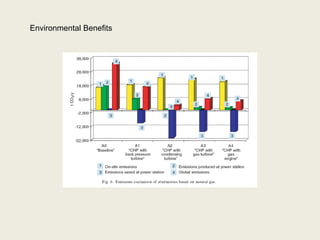
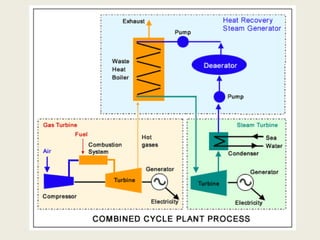
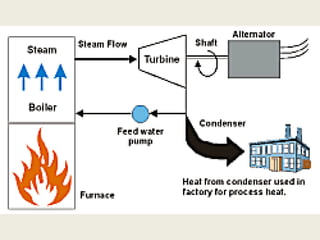
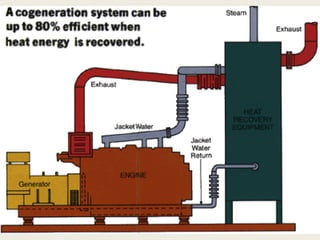
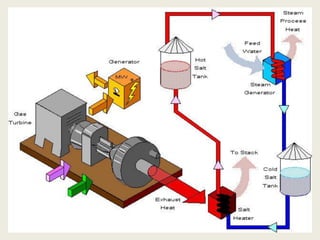
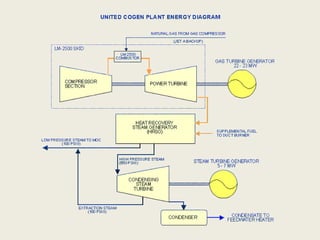
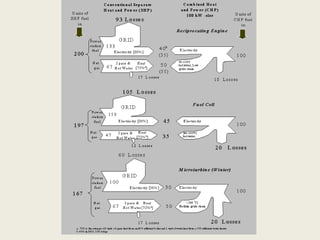
The document discusses energy conservation through waste heat recovery and combined heat and power generation. It provides two case studies as examples. The first case study examines using waste heat from a diesel engine exhaust to generate steam and distilled water. The second case study compares the environmental and economic benefits of a combined heat and power system versus separate heat and power generation. Key topics covered include definitions of waste heat recovery and combined heat and power, types and sources of waste heat, and the environmental and financial benefits of combined heat and power systems.