Downloaded 63 times
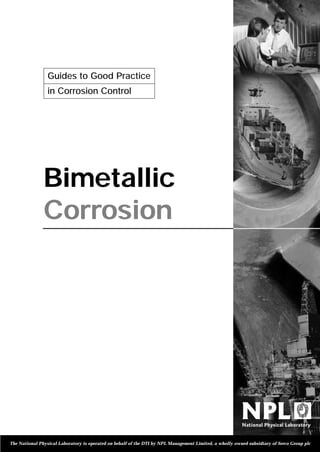





![Graphite
High Alloy Stainless Steel
Titanium
Nickel-chrome moly alloys
Low alloy stainless steel
Alloy 400/K-500
Nickel Aluminium Bronze
Copper Nickel Alloys
Brasses
Austenitic Cast Iron
Tin
Lead
Cast iron
Carbon Steel
Aluminium alloys
Zinc
Metal being
considered (a)
Magnesium
Metal in
Contact
Gunmetals / Tin Bronzes
Bimetallic Corrosion
Magnesium
Zinc
Aluminium alloys
Carbon Steel
Cast iron
Lead
Tin
Austenitic Cast Iron
Brasses
Gunmetals / Tin Bronzes
Copper Nickel Alloys
Nickel Aluminium Bronze
Alloy 400/K-500
Low alloy stainless steel
Nickel-chrome moly alloys
Titanium
High Alloy Stainless Steel
Graphite
Additional corrosion unlikely
Additional corrosion may occur
Additional corrosion possible
Figure 2. Risk of additional corrosion from bimetallic contact in neutral aqueous electrolytes.
[Each of the two metals must be read aginst the other. the degree of corrosion always refers to the metal on axis A]
four](https://image.slidesharecdn.com/bimetallic-131123015655-phpapp02/85/Bimetallic-7-320.jpg)














This document discusses bimetallic corrosion, which occurs when two dissimilar metals are electrically coupled in a corrosive environment. It describes the conditions required, factors that influence the corrosion rate, and provides examples of common metal combinations and their relative corrosion potentials. Prevention methods are also discussed.























































































