Downloaded 56 times






























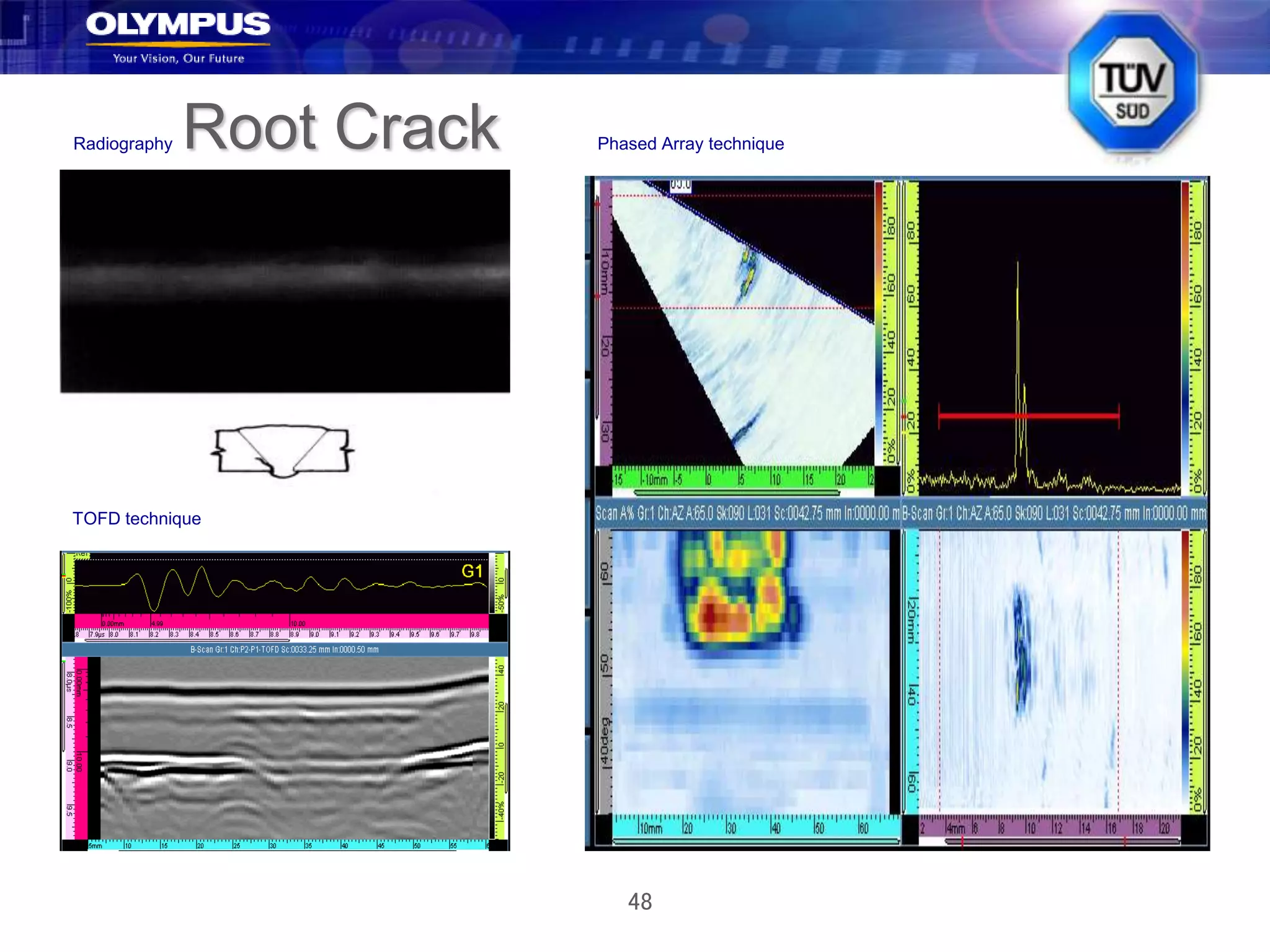
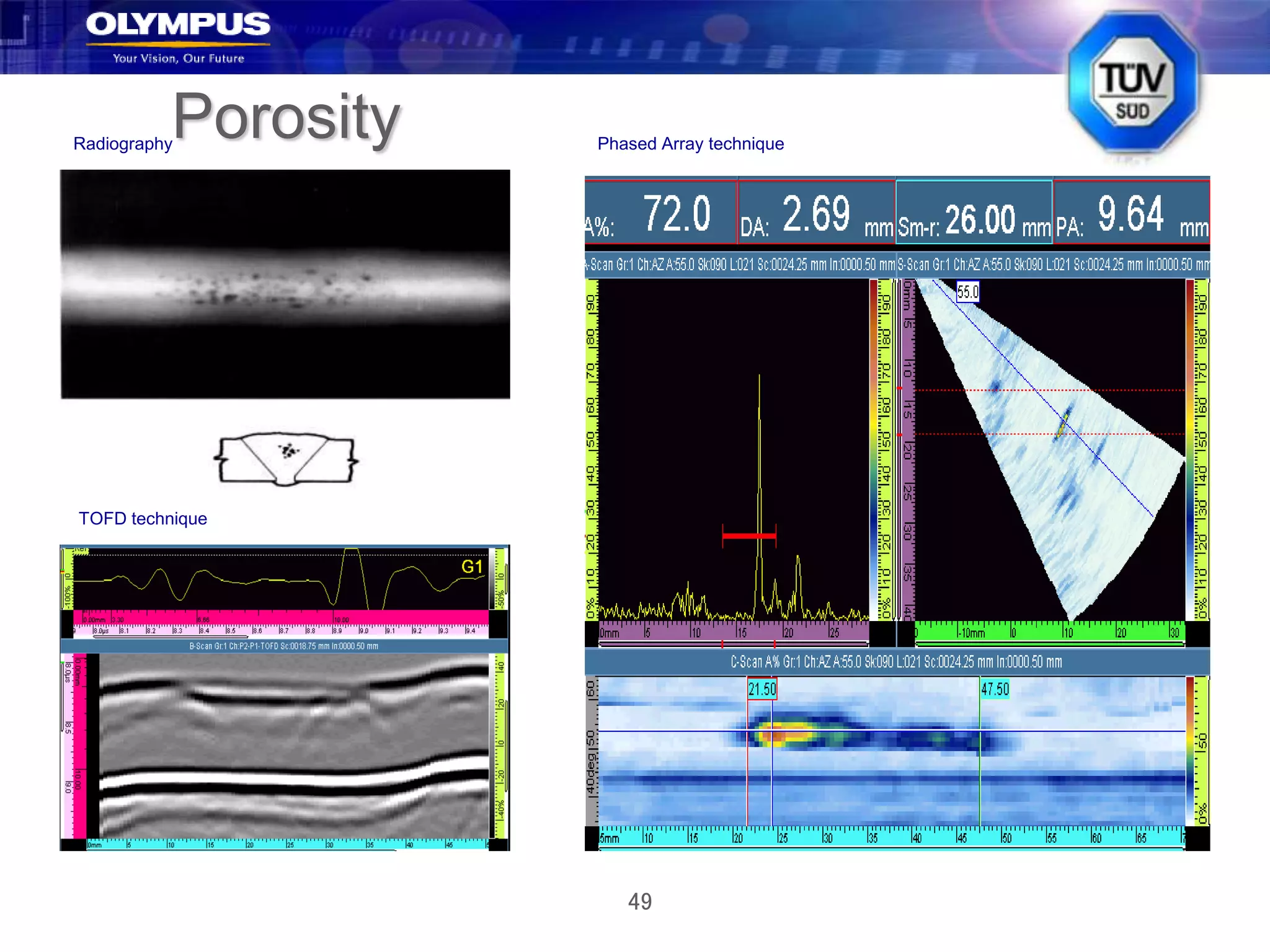
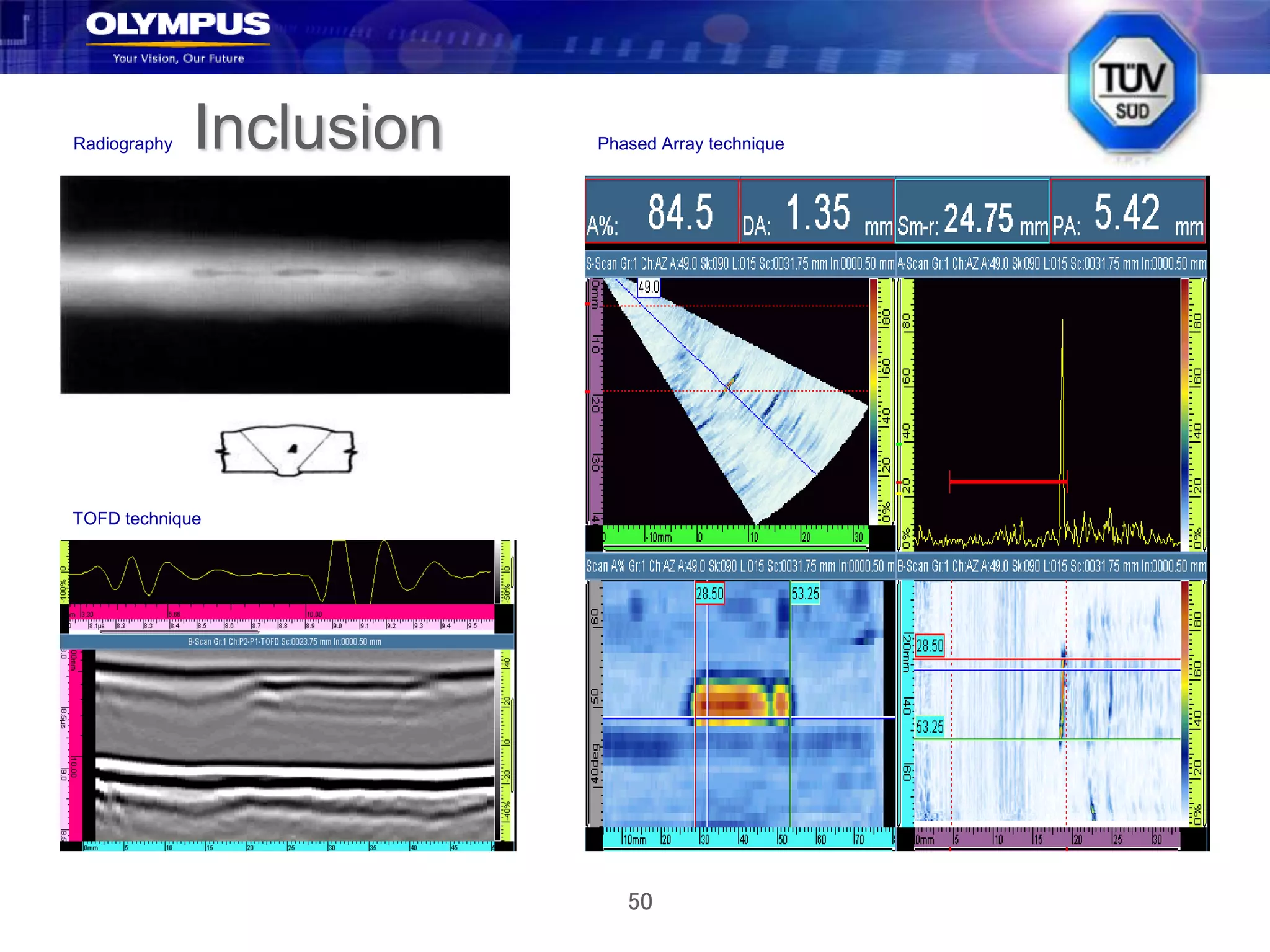

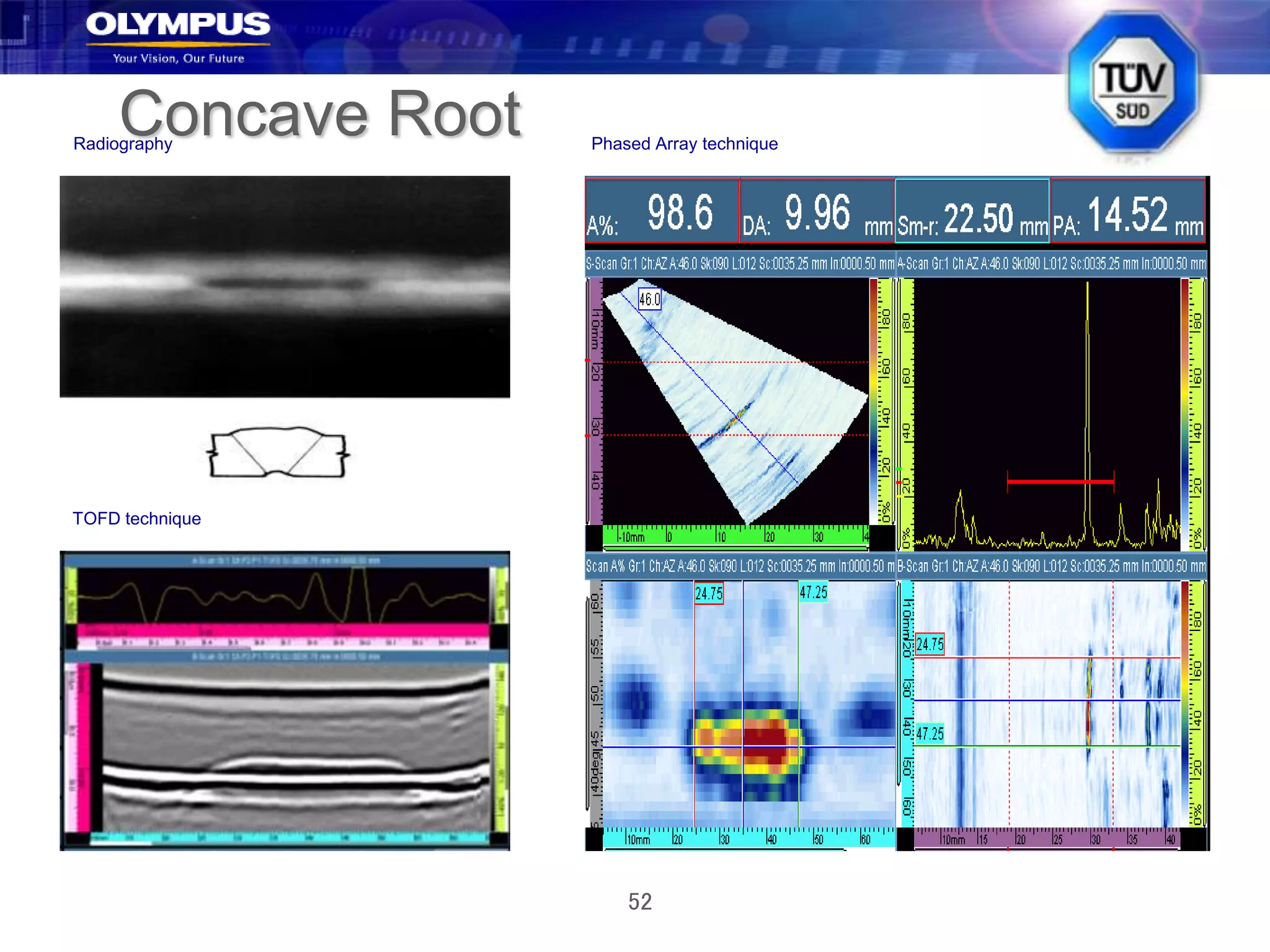

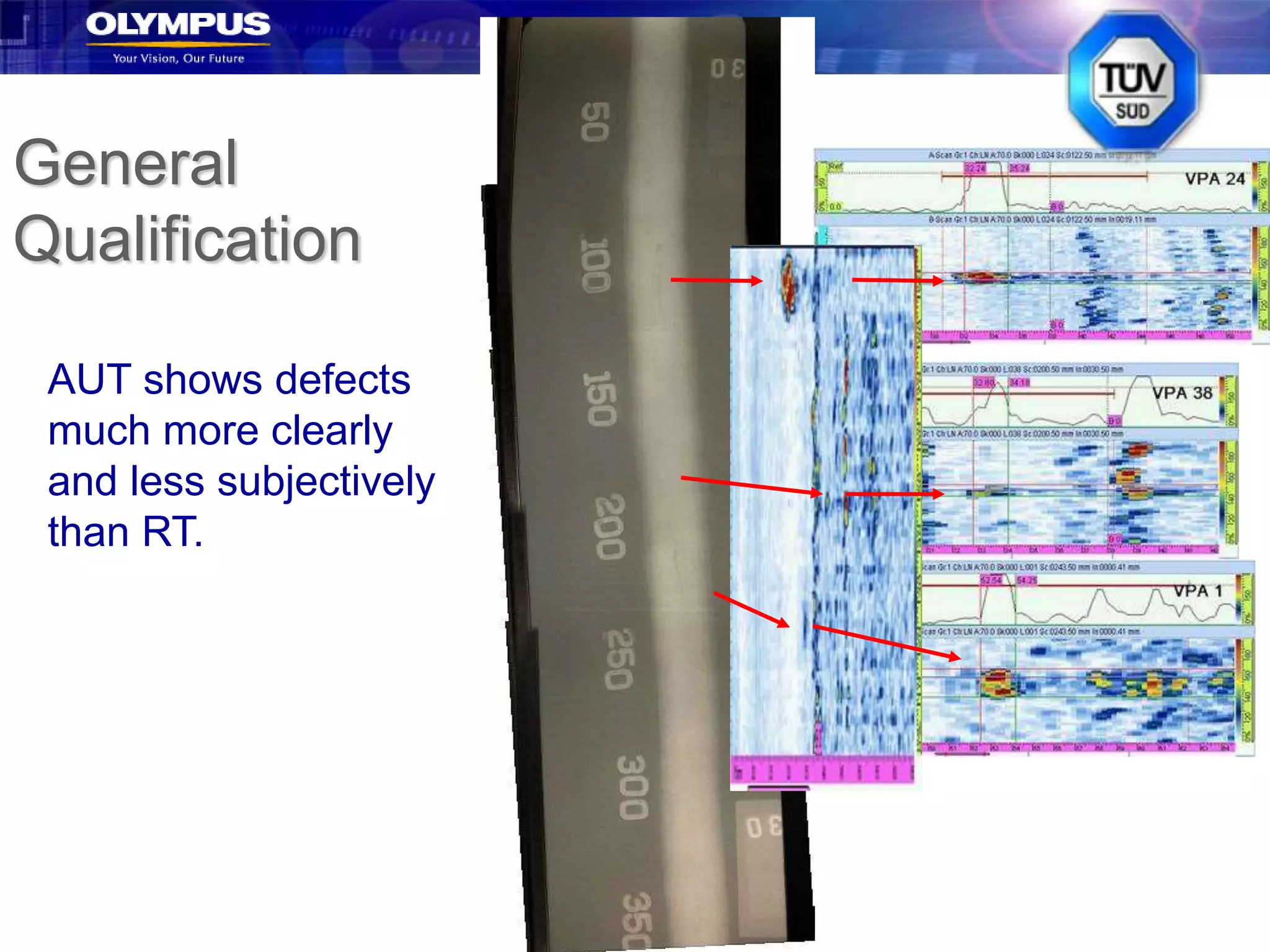
















This document provides an overview of automated ultrasonic testing (AUT) compared to traditional radiography testing. It discusses the history of using radiography for inspections and the practical and technical limitations of radiography. The document then summarizes the development of manual ultrasonic testing and its disadvantages. It presents evidence that AUT has advantages over radiography and manual ultrasonic testing for defect detection and sizing. AUT uses techniques like phased arrays and time-of-flight diffraction testing to more clearly image defects. While AUT is still developing, it shows promise as a safer, more effective alternative to radiography for non-destructive testing of welds.
















































































