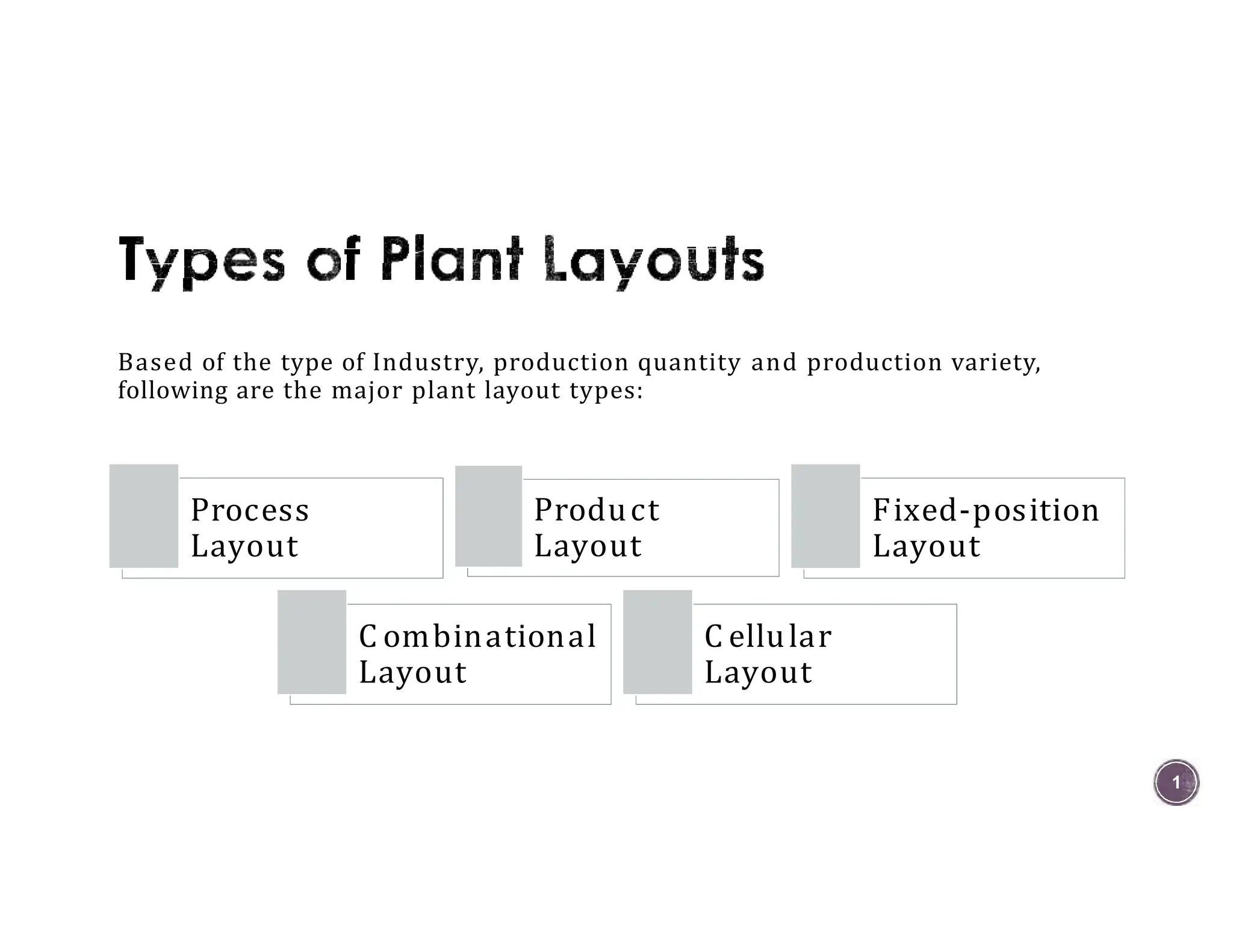
This document discusses different types of plant layouts used in manufacturing based on factors like industry type, production quantity, and variety. It provides details on five main layout types: process layout, product layout, fixed-position layout, combinational layout, and cellular layout. For each type, it outlines the key characteristics, advantages, and disadvantages. The document aims to help selection of the most appropriate layout type based on the specifics of a manufacturing operation.