Download as PDF, PPTX





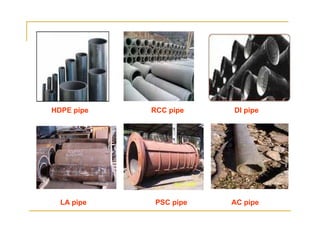





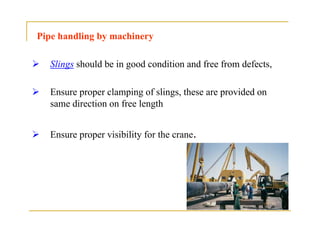


























The document provides details about pipeline activities such as survey, trench excavation, pipe laying and joining, backfilling, and hydrotesting. It discusses various types of pipes used in pipelines like mild steel, GRP, ductile iron, cast iron, HDPE, and PVC. The document describes techniques for lowering, laying and joining different pipe materials including MS, CI, DI, GRP, and HDPE pipes. It also discusses trench excavation methods, transportation of materials, and pipe handling procedures.










































![Week 9 slides growth&business cycle [core]](https://cdn.slidesharecdn.com/ss_thumbnails/week9slidesgrowthbusinesscyclecore-130605145537-phpapp02-thumbnail.jpg?width=640&height=640&fit=bounds)











































