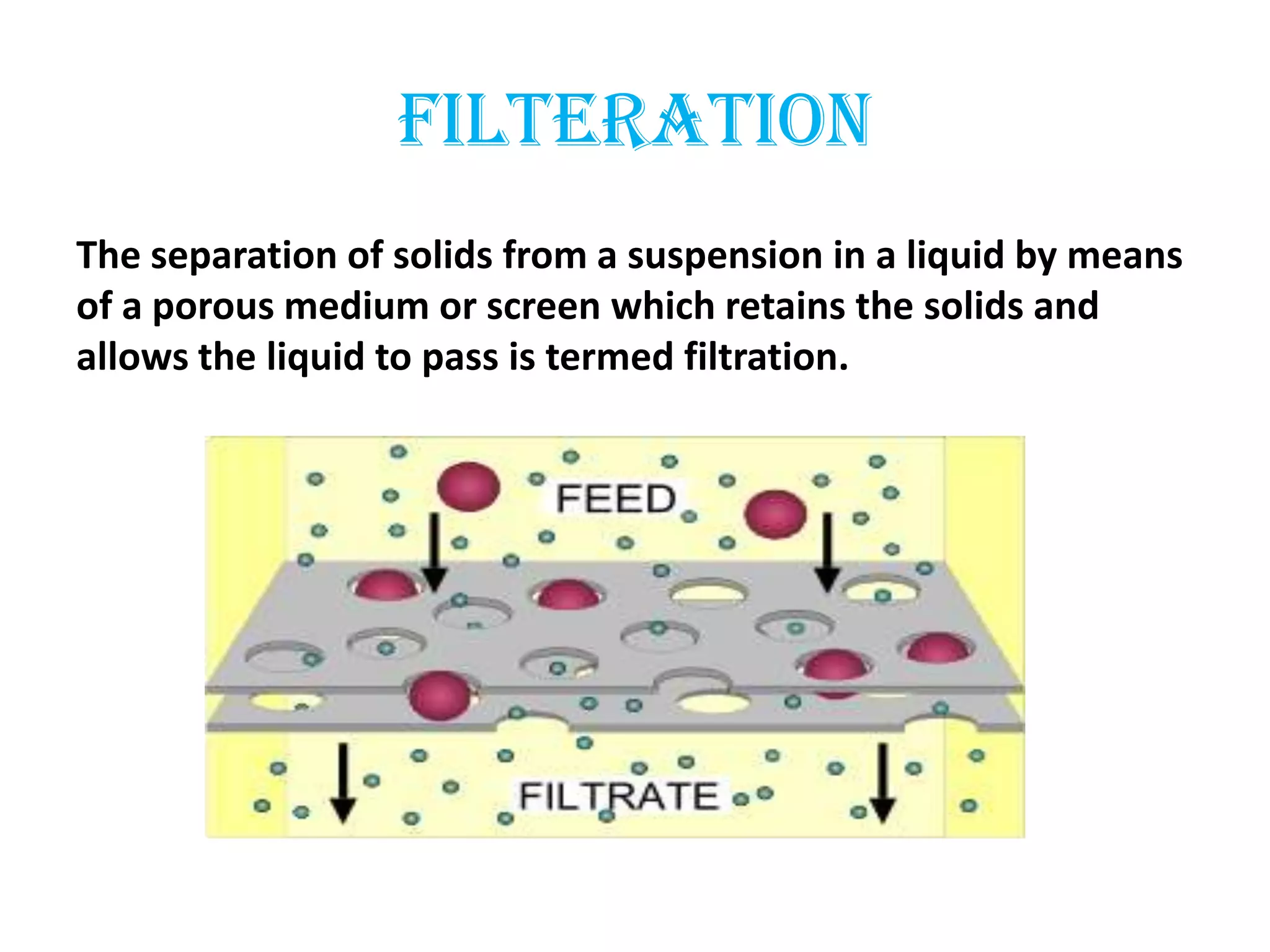
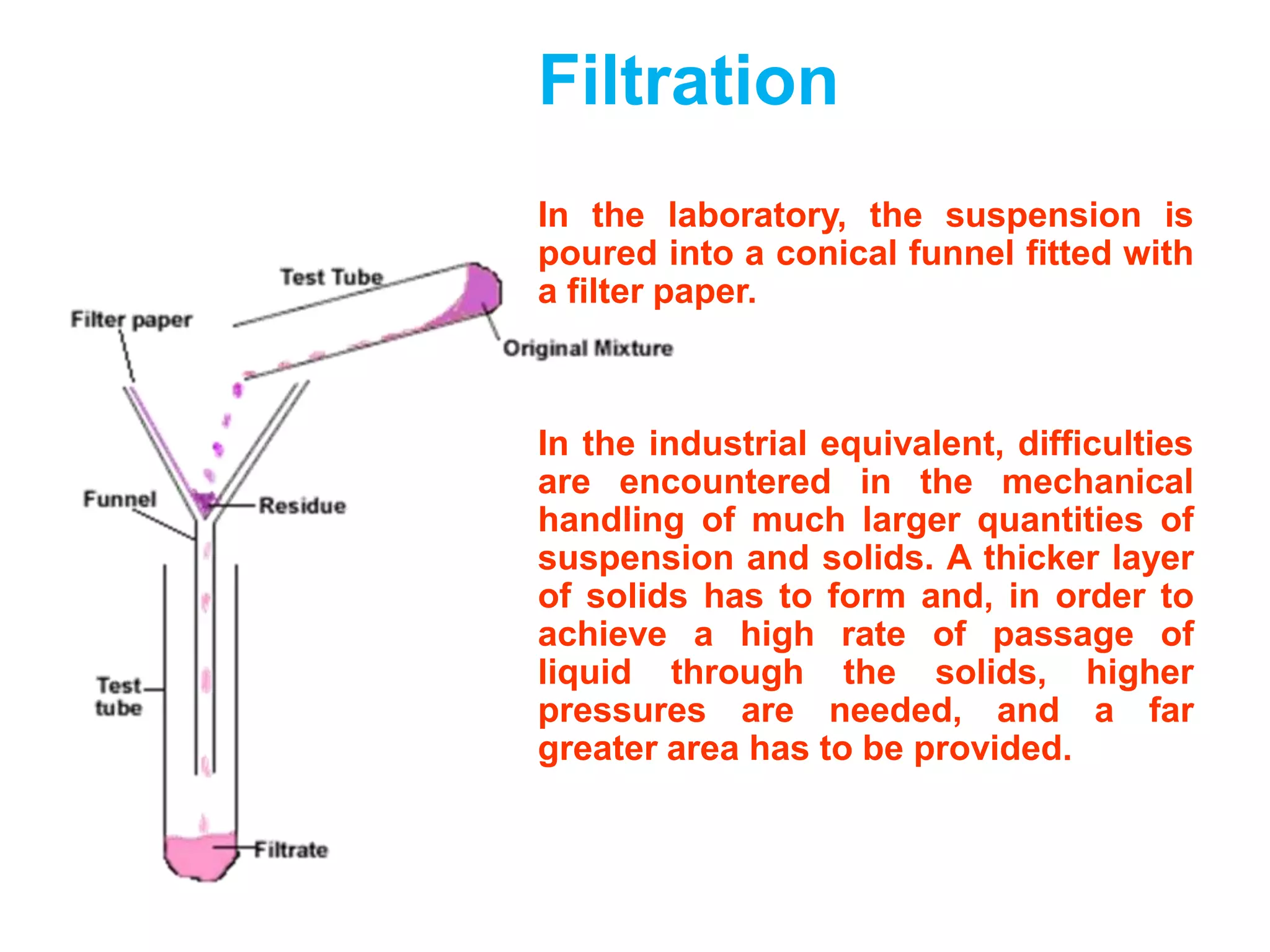
This document discusses various types of filtration processes. It begins by defining filtration as the separation of solids from a liquid suspension using a porous medium. It then describes different filter media types, including cake filters, clarifying filters, cross-flow filters, and ultrafilters. The document provides equations for calculating pressure drop and flow rate during batch and continuous filtration. It also discusses specific cases like constant pressure/rate filtration of compressible vs incompressible cakes. Finally, it describes common industrial filtration equipment like plate and frame filter presses, rotary drum filters, and shell and leaf filters.



























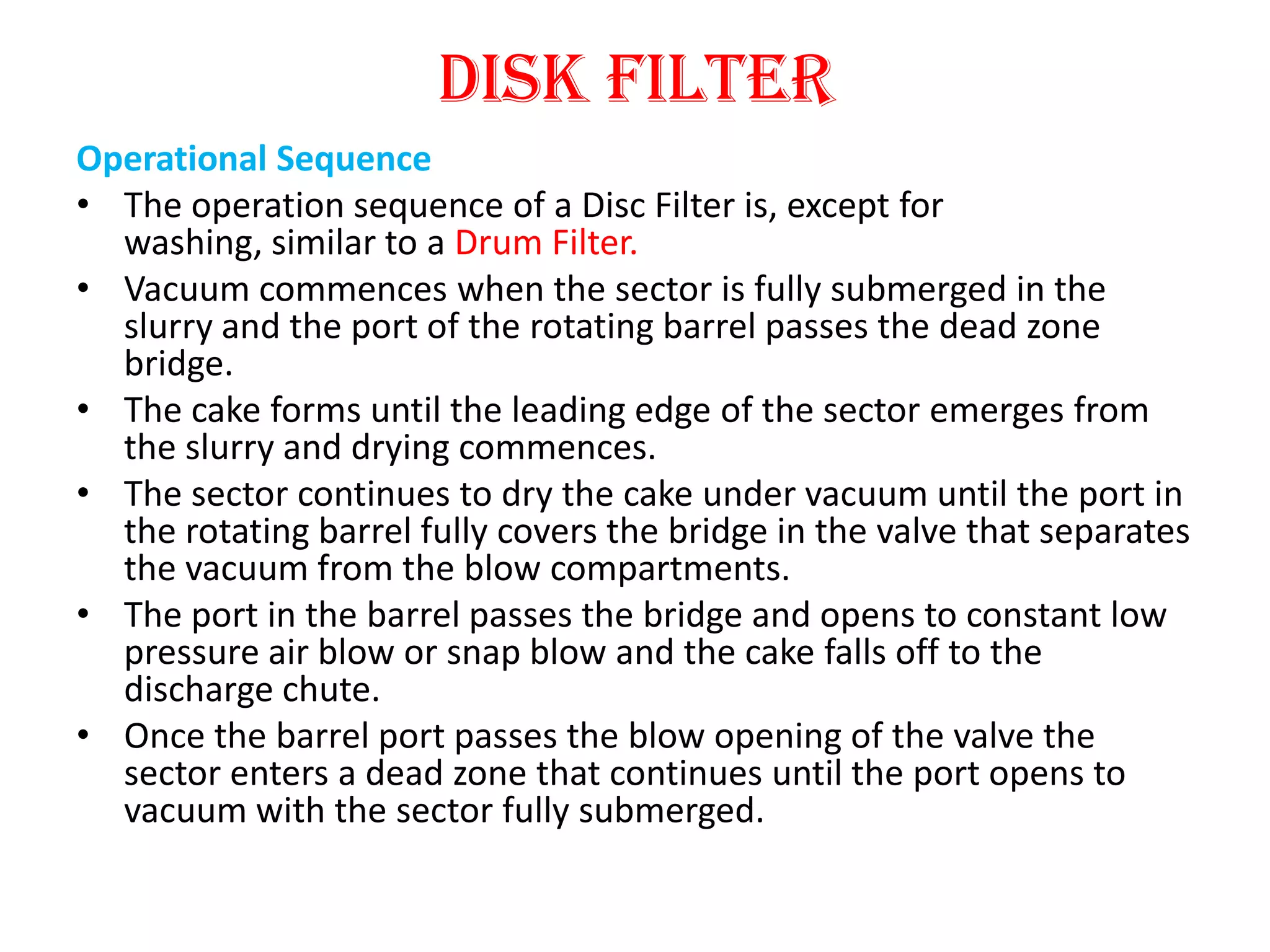
![The Horizontal belt Filter
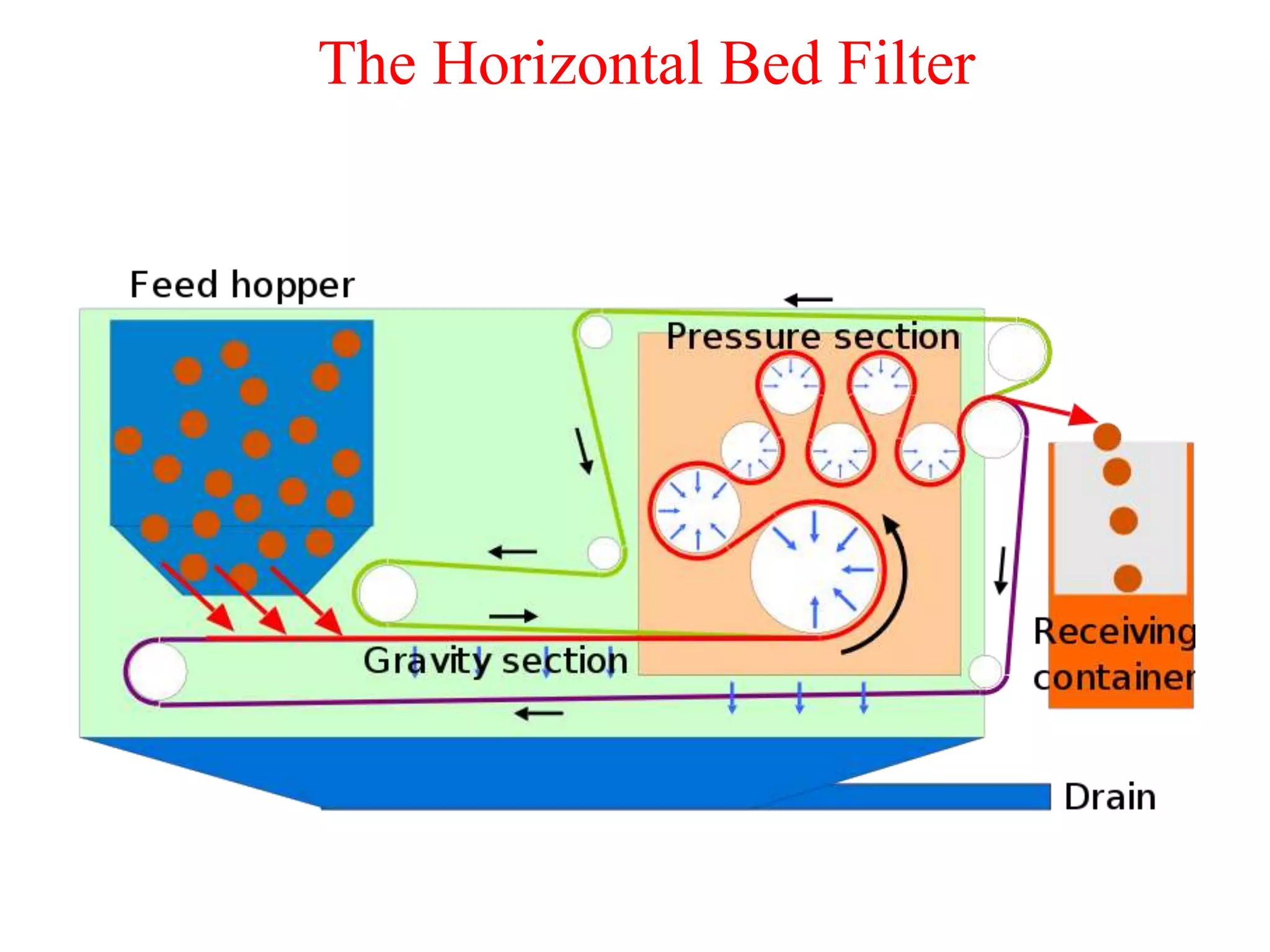
Operation:
The feed sludge to be dewatered is introduced from a hopper between two
filter cloths (supported by perforated belts) which pass through a convoluted
arrangement of rollers. As the belts are fed through the rollers, water is
squeezed out of the sludge. When the belts pass through the final pair of
rollers in the process, the filter cloths are separated and the filter cake is
scraped off into a suitable container.[1] A belt filter is generally used in
phosphate fertiliser plants to separate the solid from slurry. It comprises
washing to different zone to minimise the product losses. Belt filters use a
vacuum system to minimise off gas and effluent during operations. It has
applications in many other areas of industry.](https://image.slidesharecdn.com/filtration-130307093647-phpapp02/75/Filtration-53-2048.jpg)















![Solution:
%input
fs=1;%filtering surface=1 m^3
p=1.8; %constant pressure= 1.8 bar
x=0.1; % weight % of calcium cabonate
sp=2.72; % specific gravity =2.72
tf=70; %70 mins of filtering
tf=tf*60;
vw=3; %volume of wash water m^3
tetc=3600;
t=[10,20,30,45,60];%t time in mins
fv=[3.99,6.09,7.65,9.63,11.33]; %fv= filterate volume (m^3)
n=5;% n=no. of values of filterate volume
dt=size(n-1);
dfv=size(n-1);
dtf=size(n-1);](https://image.slidesharecdn.com/filtration-130307093647-phpapp02/75/Filtration-84-2048.jpg)




















































































