Boiler automation new
•Download as PPSX, PDF•
5 likes•908 views

YOU CAN GET MORE CONTENT IKE THIS ON MY YOUTUBE CHANNEL LINK IS THAT https://www.youtube.com/channel/UCBCKLWgJ2hffro0sEVx1cWA

Recommended
Recommended
More Related Content
What's hot
What's hot (20)
Similar to Boiler automation new
Similar to Boiler automation new (20)
Recently uploaded
Recently uploaded (20)
Boiler automation new
- 1. BOILER AUTOMATION PRESENTED BY AMAR GUPTA
- 2. Importance of AUTOMATION in Boiler
- 3. 1. The controller we are using in the boiler is ABB 800M Make Ethernet based. 2. It is a comprehensive, distributed and modular process I/O system that communicates with parent controllers over industry-standard field buses 3.. In our arrangement we have to two system one is server and other redundant PC of server (and can be access in case of emergency)
- 4. Boiler Existing Control loop DRUM LEVEL (via 3 Element & Single Element) Combustion Control Deaerator Level Deaerator Pressure Furnace pressure control function P.R.D.S.H. S.H. STEAM TEMPERATURE BOILER INTERLOCKS
- 5. SINGLE ELEMENT DRUM LEVEL CONTROL OF L.P. BOILER IN A SINGLE ELEMENT CONTROL , THE LEVEL TRANSMITTER ON THE STEAM DRUM WILL TRANSMIT THE LEVEL SIGNAL TO THE CONTROLLER. LEVEL CONTROLLER COMPARES THIS SIGNAL WITH THE SET POINT AND SENDS AN OUTPUT SIGNAL TO THE FEED WATER CONTROL VALVE TO OPEN OR CLOSE TO INCREASE OR DECREASE THE FEED WATER FLOW quantity TO THE BOILER.
- 6. Steam Drum LT LIC I/P Feed Pump Single element drum level control in LP Boiler CONTROL VALVE BY PASS VALVE SET POINT
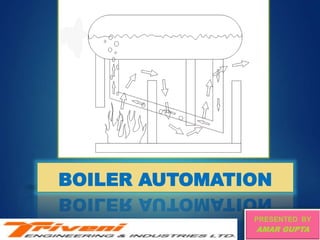
- 7. In high pressure boilers , when the steam demand of the boiler increases suddenly , The withdrawal of steam from the steam drum will be higher than the steam generation as combustion control will take some time to react and increase the fuel heat input to the boiler. This will result in drum pressure falling temporarily, this loss of pressure will result in the formation of steam bubbles in the drum water due to the enthalpy difference between the two pressure levels. This bubbling in the drum water will result in the foaming and increase in the volume leading to the level going up spuriously. The level transmitter will transmit this increase in drum level to the controller leading to reduction in feed water flow instead of increasing the feed water flow due to higher demand on boiler. To avoid such a wrong control 3 element drum level control is required
- 8. THREE ELEMENT DRUM LEVEL CONTROL IN H.P. BOILER THE AIM OF THIS CONTROL LOOP IS TO MAINTAIN THE DRUM LEVEL AT THE NORMAL OPERATING LEVEL OF THE BOILER DRUM. THE THREE ELEMENTS IN THIS LOOPARE 1.DRUM LEVEL 2.STEAM FLOW 3.FEED WATER FLOW .
- 9. Three Element Loop Diagram
- 10. DEAERATOR LEVEL CONTROL LOOP The deaerator level control is similar to the single element drum level control. DEAERATOR TANK D.C.S. I/P Two wire P.S.. FEED WATER 4 – 20 mA. AIR SIG. WATER INLET BY PASS VALVE
- 11. DEAERATOR PRESSURE CONTROL LOOP DEAERATOR TANK P.T. D.C.S. I/P TwowireP.S. STEAM PRESSURE 0.2 - 0.5 KG/CM^2 This is necessary to maintain the de-aeration temperature at the required to achieve the removal of gases from water. P.R.V. Pressure Transmitter 4 – 20 mA WATER INLET FEED PUMP AIR SIG.
- 12. In boilers with high super heat temperatures it is necessary to protect the down stream equipment like steam turbine from large variation in temperatures. The steam temperature leaving the boiler is required to be maintained constant in many applications. The super heater outlet temperature is sent to the controller by the temperature transmitter. The controllers compares the same with the set point and gives a resultant signal to the spray control valve to change the spray water quantity. De-superheater spray flow valve TT PV MV SP + - - Temperature control Water flow to de-superhtr. Heat flow to 1st stage + Steam temp from 1st stage superhtr. Heat flow to 2nd stage 2nd stage superheate r.
- 13. In boilers provided with both FD and id fans it is necessary to maintain the furnace draft at near zero pressure. ( between –5 to –10 mmwc to prevent flame from coming out and injuring operating personnel ) The furnace draft transmitter sends the furnace draft signal to the controller. Controller on comparing the same with the set point sends an output signal to the V.F.D. of the id fan and it control the speed and thus controls the furnace pressure within limits. SP GIVEN BY OPERATOR Furnace ID Fan extraction rate Draft control PT PV SP + - - + FD air flow Difference will integrate to change pressure over time
- 14. The main object of automatic boiler combustion control is to regulate automatically, the heat input to a boiler in terms of fuel and air supplied in relation to output or steam demand. This should be implemented as efficiently as possible in terms of combustion quality and furnace stability. Steam pressure is taken as the indication for boiler load as the steam pressure decreases in increasing load and vice versa. Hence variations in steam pressure is detected and the supply of the fuel and air adjusted accordingly. The successful operation of the combustion control system depends upon the capability to vary the fuel supply to the furnace based on the signals from the control system.
- 15. The steam demand from boiler vary depending upon change in process requirement or power requirement. The fuel fed to the boiler should be controlled to give the necessary quantity of steam. The steam demand increase or decrease will be indicated by the boiler outlet pressure. Hence combustion control is essentially a control to keep the boiler outlet pressure constant. The steam pressure transmitter in the main steam line sends the signal to the controller which in turn sends an output signal to the feeder motors in the solid fuel fired boilers and to the fuel control valve in the case of oil and gas fired boilers. Boiler master controller Fuel Air ratio Air controller Fuel controller FD air V.F.D. Fuel V.F.D. Furnace /Steam PT S.P. S.P. S.P.S.P. Firing Rate Demand
- 16. Pressure Reducing Desuper heating This control loop is very important for process point of view in sugar industry Because the reaming amount of steam is completed by this conversion in Boiling House. In this live steam is enter of pressure 45Kg/cm^2 and temperature of 440- 445*C Now with the help of pressure reducing valve and de-super heating valve this live steam is converted into required demand of Boiling House up to 1.5 Kg/cm^2 @ 118 – 122 *C and one more PRDSH need to install requirement of 7 Kg/cm^2 *C steam for Sulphur Burner and Super heated wash water. For continuous controlling of both parameter we have a feedback loop of Pressure transmitter and Temperature transmitter PT TT D.C.S I/P P.R.V. Water Inlet BY PASS VALVE 45 Kg/cm^2 1.5 or 7Kg/cm^2 Steam Inlet 410-425*C 118-125*C
- 17. BOILER INTERLOCKS In addition to closed loop fully modulating controls required for the normal operation of the boiler , interlock controls are required for the safe startup, shut-down and operation of the boiler. The following are some of the interlocks are being used for baggass fired boilers. ID run feed back with FD fan. Fuel feeder will not start without FD and ID fans run. Fuel feeder trip in case of steam drum low level very low trip switch is activated Boiler will trip if instrument air pressure fails. Standby feed pump will automatically come into operation when operating pump fails (NOT EXISTING)