Downloaded 622 times


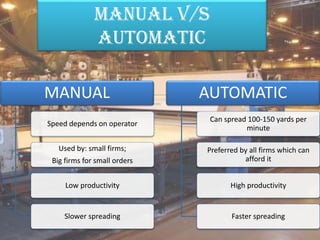




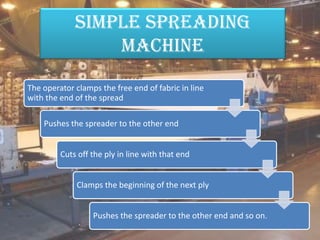
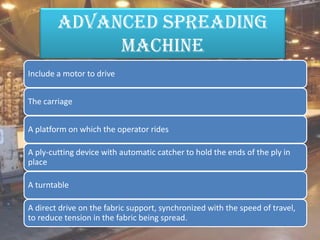





This document summarizes different types of automatic spreading machines and fabric spreading equipment. It discusses the key features and benefits of manual vs automatic spreading machines, including higher productivity and faster spreading with automatic machines. The document also provides details on various components of automatic spreading machines like tensioning mechanisms, positioning devices, and intelligent functions. It describes cutting room tables that use different technologies like pins, vacuum, and air floatation to securely hold and position fabric for cutting.






































































































