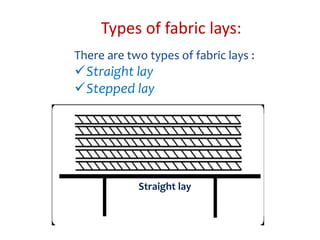
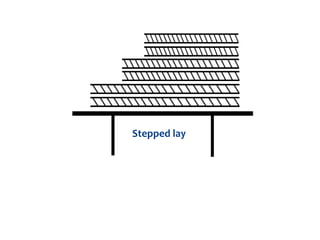
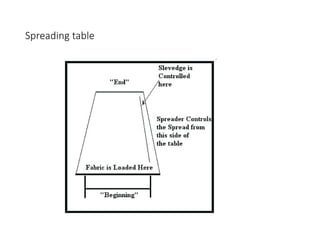
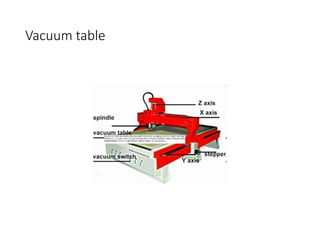
The document discusses different types of fabric packaging and spreading methods. It describes 5 types of piece goods packaging: 1) open face rolled, 2) tubular knitted fabric rolled, 3) folded fabric rolled, 4) folded fabrics, and 5) velvet-hanging. It also discusses various methods of fabric spreading including manual, semi-automatic, and fully automated spreading. Key aspects of spreading like fabric lays, splicing, and types of spreading tables including pin tables, air floatation tables, turntable tables, and vacuum tables are summarized. Quality requirements for defect-free spreading such as ply alignment, tension, and elimination of static electricity are also covered.