
Recommended
More Related Content
What's hot
What's hot (20)
Similar to L31 transmission and pulse echo method
Similar to L31 transmission and pulse echo method (20)
More from karthi keyan
More from karthi keyan (20)
Recently uploaded
Recently uploaded (20)
L31 transmission and pulse echo method
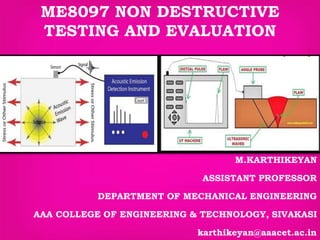
- 1. M.KARTHIKEYAN ASSISTANT PROFESSOR DEPARTMENT OF MECHANICAL ENGINEERING AAA COLLEGE OF ENGINEERING & TECHNOLOGY, SIVAKASI karthikeyan@aaacet.ac.in ME8097 NON DESTRUCTIVE TESTING AND EVALUATION
- 2. UNIT IV ULTRASONIC TESTING (UT) AND ACOUSTIC EMISSION (AE) 1. Ultrasonic Testing-Principle, 2. Transducers, 3. Transmission and pulse-echo method, 4. Straight beam and angle beam, 5. Instrumentation, 6. Data representation, A/Scan, B-scan, C-scan. 7. Phased Array Ultrasound, Time of Flight Diffraction. 8. Acoustic Emission Technique – Principle, 9. AE parameters, Applications
- 3. INSPECTION METHODS 1. PULSE ECHO METHOD 2. THROUGH TRANSMISSION METHOD 3. ANGLE BEAM ULTRASONIC TESTING 4. IMMERSION ULTRASONIC TESTING
- 6. A typical UT inspection system consists of several functional units, such as the pulser/receiver, transducer, and display devices. A pulser/receiver is an electronic device that can produce high voltage electrical pulses. Driven by the pulser, the transducer generates high frequency ultrasonic energy. The sound energy is introduced and propagates through the materials in the form of waves. When there is a discontinuity (such as a crack) in the wave path, part of the energy will be reflected back from the flaw surface.
- 7. The reflected wave signal is transformed into an electrical signal by the transducer and is displayed on a screen. In the applet below, the reflected signal strength is displayed versus the time from signal generation to when a echo was received. Signal travel time can be directly related to the distance that the signal traveled. From the signal, information about the reflector location, size, orientation and other features can sometimes be gained.
- 8. 2. THROUGH TRANSMISSION METHOD
- 9. Through-transmission ultrasonic testing (UT) is used for detection, verification, sizing, and growth rate monitoring of cracks in piping, vessels, cylindrical shapes, and sometimes noncylindrical shapes. Through-transmission UT is most widely known as a method of inspection in automated immersion testing for detection of laminars in steel or disbonding in composite materials where two opposite and parallel surfaces can be used for scanning Through-transmission UT is a two transducer technique in a pitch-catch arrangement. While there are many types of UT techniques, because of the wide variety of component shapes, sizes, and orientations it is sometimes valuable to have an alternative technique for verification, such as through-transmission
- 10. The advantages of through transmission are: Less attenuation of sound energy No probe ringing No dead zone on the screen The orientation of a defect does not matter in the way that it does on the pulse echo display. The disadvantages are: The defect cannot be located The defect cannot be identified The component surfaces must be parallel Vertical defects do not show The process must be automated There must be access to both sides of the component.
- 11. In an A scan presentation, the amplitude of vertical indications on the screen represents the: (a) Amount of ultrasonic sound energy returning to the search unit (b) Distance travelled by the search unit (c) Thickness of material being tested (d) Elapsed time since the ultrasonic pulse was generated MCQ - 1
- 12. An instrument display in which the horizontal base line represents elapsed time and the vertical deflection represents signal amplitudes is called: (a) A scan (b) B scan (c) C scan (d) A time line display MCQ - 2
- 13. A cross section view of a test piece is produced by which of the following? (a) A scan (b) B scan (c) C scan (d) A time line display MCQ - 3
- 14. The process of comparing an instrument or device with a standard is called: (a) Angulation (b) Calibration (c) Attenuation (d) Correlation MCQ - 4
- 15. Which technique would most likely be used to examine a weld, with the weld cap still in place? (a) Through transmission testing (b) Angle beam testing (c) Straight beam testing (d) None of the above MCQ - 5