Downloaded 672 times

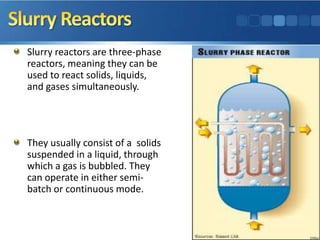





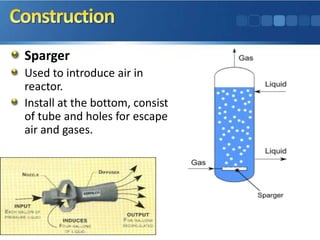



















This document provides an overview of slurry reactors, including their types, construction, operation, start up and shut down procedures, troubleshooting, advantages and disadvantages, applications, and an incident involving a slurry reactor explosion. Slurry reactors can react solids, liquids, and gases simultaneously using a solid suspended in a liquid with gas bubbled through. Common types include bubble column reactors and Fischer-Tropsch reactors. The document describes the typical components of a slurry reactor and procedures for operation and maintenance. Potential problems that can occur and their solutions are also outlined. Applications include methanol production and waste water treatment.











































































