Download as PDF, PPTX





![“I recently asked a colleague [CIO] whether he would
prefer to deliver a project somewhat late and
overbudget, but rich with business benefits, or one that is
on time and underbudget but of scant value to the
business.
He thought it was a tough call, and then went for the on-
time scenario.
Delivering on time and within budget is part of his IT
department’s performance metrics.
Chasing after the elusive business value, over which he
thought he had little control anyway, is not.”
Cutter Sr. Consultant Helen Pukszta](https://image.slidesharecdn.com/acnl2015-maartenhoppe-redbeadexperiment-151126204415-lva1-app6891/85/Acnl2015-maarten-hoppe-red-bead-experiment-23-320.jpg)
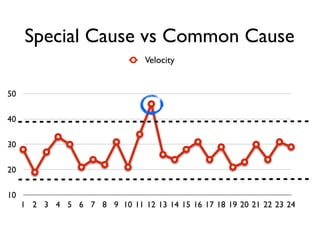
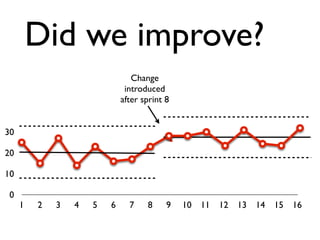
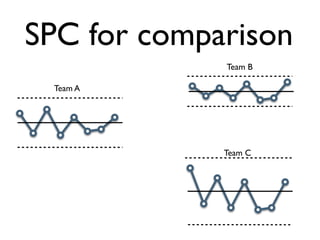

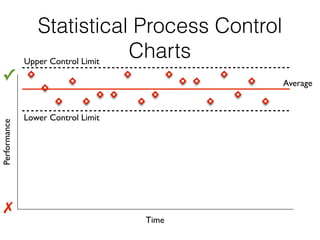
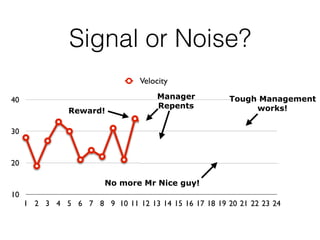
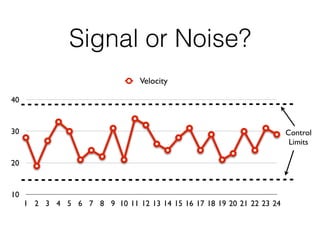
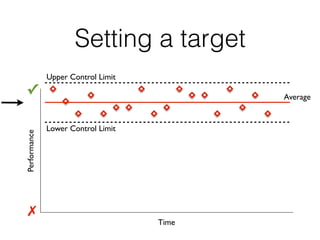
The document summarizes key principles from the theory of variation: 1. Variation exists in all systems and performance will naturally vary over time. 2. Understanding sources of variation allows managers to set appropriate targets and expectations. 3. The majority of variation is caused by the system, not individual performers. Improving the system design and processes can reduce variation. 4. Statistical process control methods help distinguish common from special causes of variation and determine when meaningful changes have occurred.





















![Business process creative environment [repaired]](https://cdn.slidesharecdn.com/ss_thumbnails/businessprocess-creativeenvironmentrepaired-170208233355-thumbnail.jpg?width=640&height=640&fit=bounds)

![[Talk] Manage flow - Metrics and Analytics for predictability and flow](https://cdn.slidesharecdn.com/ss_thumbnails/lkna-manageflow-metricsandanalyticsforpredictabilityandflow-190527041051-thumbnail.jpg?width=640&height=640&fit=bounds)








































































