This document provides guidance on standard operating procedures (SOPs) and master formulae for vaccine manufacturers. It summarizes WHO requirements for documentation and written procedures. Sample SOP formats, examples of SOP content, and master formula templates are provided. The document aims to help manufacturers develop comprehensive documentation systems required for compliance with good manufacturing practices (GMP).
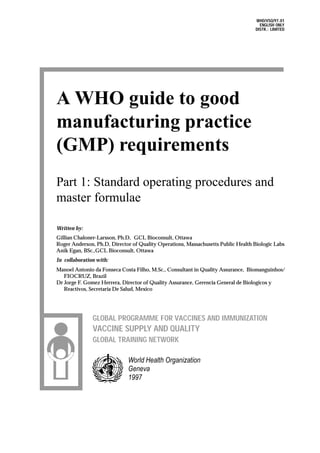




























![Data record form: 321 Rev 0 Name of facility ABC Vaccine Manuf Co. page 1 of ..5..
SOP reference number: ABC-3
Lf FLOCCULATION TEST: TETANUS
Date: _______________________________ Operator: _____________________________
Test sample: Crude toxin [ ] Detoxified Toxoid [ ] Bulk Concentrate [ ]
Final Adj Bulk [ ] Final container [ ]
Lot/Batch number: Initial test [ ]
Repeat test [ ]: Reason: First assay invalid [ ]; First test failed [ ]
Preparation: Note: for in-process tests in the clean room, the equipment, reagents and glass-
ware must be prepared and approved for clean room use.
A: Glassware and supplies checklist
Am ount
Item SOP ref Initials
required
pipettes, 1 mL SOP glassware cleaning
and sterilization
pipettes, 2 mL "
pipettes, 4 mL "
pipettes, 10 m L "
flocculation tubes "
flocculation tube racks "
50 m l. screw capped "
bottles, sterile
100 ml screw -capped "
bottles,sterile
disinfectant SOP Preparation
spatulas NA
gloves SOP safety precautions
masks SOP safety precautions
(06)
B. Equipment checklist
Item Equipm ent SOP ref Calibration Initials
Number Date
Waterbath SOP #
Lam p NA
Balance, m odel B SOP #
Clock/Tim er NA
Convex lens NA
(07)
WHO/VSQ/96.03 31](https://image.slidesharecdn.com/whogmp-130212010600-phpapp01/85/Who-gmp-31-320.jpg)



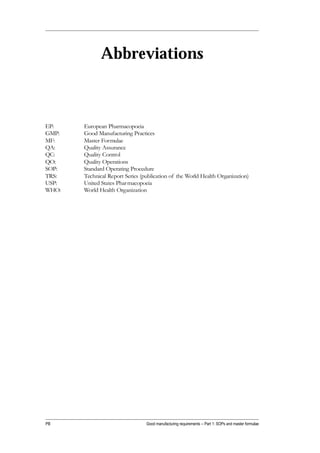
![Data record form: 321 Rev 0 Name of facility ABC Vaccine Manuf Co. page 5 of ..5..
SOP reference number: ABC-3
Lf Test for tetanus continued: Lot/Batch number ________ Date _________
10. Calculations
a) Standard tetanus vaccine:
Lf/mL of first tube to show flocculation _______
Lf/mL x dilution factor = Lf/mL of standard vaccine = _______
Acceptance criteria: 20 ± 3 Lf/mL:
Assay valid ____ Assay Invalid _______
b) Test sample:
Lf/mL of first tube to show flocculation _______
Lf/mL x dilution factor = Lf/mL of test sample = ________
Acceptance criteria: xx ± z Lf/mL: (will depend on the test sample)
Pass ____ Fail ______
11. Repeat test:
If the reference vaccine does not meet the acceptance criteria, the test is invalid and the full test is
repeated.
If the assay is valid and the test sample fails to meet the acceptance criteria, the full test may [ ],
may not [ ] be repeated.
12. Deviations to the procedure: No [ ] Yes [ ]
If yes, list deviations
Operator (technician) ___________________ Date _____________________
Verification (supervisor) _________________ Date _____________________
Submit to QC or QA for review and approval of the data and deviations,if any.
QA/QC Review:
PASS __________________________________________________
(signature, date)
FAIL __________________________________________________
(signature, date)
WHO/VSQ/97.01 35](https://image.slidesharecdn.com/whogmp-130212010600-phpapp01/85/Who-gmp-35-320.jpg)


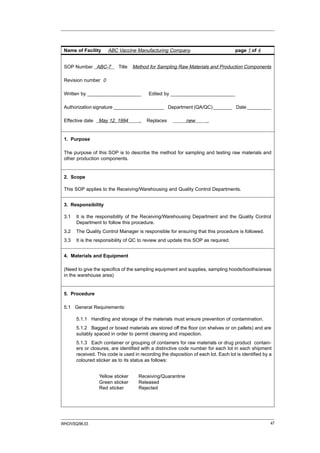
![Data record form: zzz Rev 2 Name of facility ABC Vaccine Manuf Co. page 1 of .. 2..
SOP Number: ABC-4
INCIDENT/DEVIATION REPORT
Report #: ____________________________________
Department: __________________________________
Date: ________________________________________
Reported by: __________________________________
Incident [ ] Deviation [ ] Critical Deviation [ ]
Date of occurrence:______________________________________
Component/intermediate/product/lot number affected: ______________________________
1) Description of incident/deviation (include process, lot number, which production step, re-
sult):
2) Number of previous occurrences to same product over previous year (dates, lots affected):
3) Action taken (who was notified, when, who approved action, what was done, previous ac-
tions for previous occurrences):
4) Justification for action (previous events, literature, advice of superiors, identity of superiors):
5) Significance of event on process or product (effect on yield, recovery, stability):
6) Remedial action to prevent re-occurrence (ie revise SOP or datasheets/record forms, retrain
personnel, repair or revalidate equipment):
38 Good manufacturing requirements](https://image.slidesharecdn.com/whogmp-130212010600-phpapp01/85/Who-gmp-38-320.jpg)






























































![audit: Inspection of facilities, functions, or records. (31)
authorized person: A person responsible for the release of batches of finished
product for sale. In certain countries the batch documentation of a batch of
finished product must be signed by an authorized person from the production
department and the batch test results by an authorized person from the
quality control department for batch release. (27)
batch (or lot): A defined quantity of starting material, packaging material or prod-
uct processed in a single process or series of processes so that it could he
expected to be homogeneous. In the case of continuous manufacture, the
batch must correspond to a defined fraction of the production, characterized
by its intended homogeneity. It may sometimes be necessary to divide a batch
into a number of sub-batches, which are later brought together to form a final
homogeneous batch. (27)
batch number (or lot number): A distinctive combination of numbers and/or letters
which specifically identifies a batch on the labels, the batch records, the
certificates of analysis, etc. (27)
batch numbering system: Standard operating procedure describing the details of the
batch numbering. (27)
batch records: All documents associated with the manufacture of a batch of bulk
product or finished product. They provide a history of each batch of product
and of all circumstances pertinent to the quality of the final product. (27) (In
reference 27, batch records for production are called “batch processing
records” and for the packaging operations “batch packaging records” )
bioburden: Total number of microorganisms detected in or on an article prior to a
sterilization treatment.(20)
biogenerator: A contained system, such as a fermentor, into which biological agents
are introduced along with other materials so as to effect their multiplication or
there production of other substances by reaction with the other materials.
Biogenerators are generally fitted with devices for regulation, control, connec-
tion, material addition and material withdrawal. (7) (also called a bioreactor)
biological agents: Microorganisms, including genetically engineered microorgan-
isms, cell cultures and endoparasites, whether pathogenic or not. (7)
bulk product: Any product that has completed all processing stages up to, but not
including, final packaging. (27)
calibration: The set of operations that establish, under specified conditions, the
relationship between values indicated by an instrument or system for measur-
ing (especially weighing), recording, and controlling- or the values repre-
sented by a material measure, and the corresponding known values of a
reference standard. Limits for acceptance of the results of measuring should
be established. (27)
cell bank:
cell bank system: A cell bank system is a system whereby successive batches
of a product are manufactured by culture in cells derived from the same
master cell bank [fully characterized for identity and absence of contamina-
tion]. A number of containers from the master cell bank are sued to prepare a
working cell bank. The cell bank system is validated for a passage level or
PB Good manufacturing requirements -- Part 1: SOPs and master formulae](https://image.slidesharecdn.com/whogmp-130212010600-phpapp01/85/Who-gmp-104-320.jpg)
![number of population doublings beyond that achieved during routine produc-
tion.
master cell bank: A culture of [fully characterized] cells distributed into
containers in a single operation, processed together in such a manner as to
ensure uniformity and sorted in such a manner as to ensure stability. A master
cell bank is usually stored at -70 oC or lower.
working cell bank: A culture of cells derived from the master cell bank in-
tended for use in the preparation of production cell cultures. The working cell
bank is usually stored at -70 oC or lower. (7)
cell culture: The result from the in-vitro growth isolated from multicellular organ-
isms. (7)
certification: Documented testimaony by qualified authorities that a system qualifi-
cation, calibration, validation, or revalidation have been performed appropri-
ately and the results are acceptable. (34)
clean area: An area with defined environmental control of particulate and microbial
contamination, constructed and used in such a way as to reduce the introduc-
tion generation, and retention of contaminants within the area. (27)
clean room: A room in which the concentration of airborne particles is controlled
to meet a specified airborne particulate Cleanliness Class. In addition, the
concentration of microorganisms in the environment is monitored; each
Cleanliness Class defined is also assigned a microbiological level of air, sur-
face, and personnel gear. (20)
clean/contained area: An area constructed and operated in such a manner that will
achieve the aims of both a clean area and a contained areas at the same time.
(7)
component: any ingredient intended for use in the manufacture of a drug product,
including those that may not appear in such drug product. (19)
contained area: An area constructed and operated in such a manner (and equipped
with appropriate air handling and filtration) so as to prevent contamination of
the external environment by biological agents from within the area. (7)
containment: The action of confining a biological agent or other entity within a
defined space.
primary containment: A system of containment which prevents the escape of
a biological agent into the immediate working environment. It involves the
use of closed containers or safety biological cabinets along with secure operat-
ing procedures.
secondary containment: A system of containment which prevents the escape
of a biological agent into the external environment or into other working
areas. It involves the use of rooms with specially designed air handling, the
existence of airlocks and/or sterilizers for the exit of materials and secure
operating procedures. In many cases it may add to the effectiveness of pri-
mary containment. (7)
control: Controls resemble the unknown in composition and are assayed at the
same time under the same test conditions by the same method. The results of
these tests are used in calculating the mean and standard deviation of the test.
Controls are used to measure accuracy. (4)
WHO/VSQ/97.01 105](https://image.slidesharecdn.com/whogmp-130212010600-phpapp01/85/Who-gmp-105-320.jpg)





























































































