Downloaded 72 times


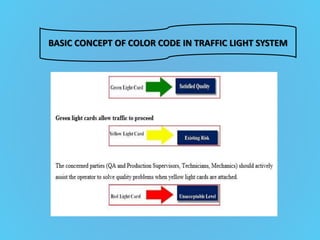
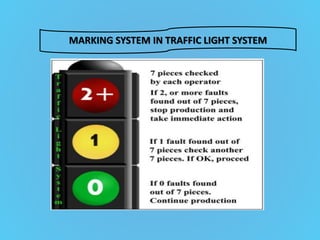


This document discusses advanced manufacturing systems used in sewing rooms. It describes three modern systems: swift track, U-shape production line, and traffic light systems. The swift track system uses an overhead conveyor to transport garment components between workstations. The U-shape production line organizes multi-skilled operators into teams to complete various operations. The traffic light system uses color-coded cards to provide quality inspection feedback to operators and incentivize higher quality work. The document provides details on how each system is implemented and their advantages in improving productivity, quality, and flexibility.



































































