Downloaded 40 times







This document summarizes upset forging and die design. Upset forging is a hot forging process that increases the diameter of a workpiece by compressing its length, typically starting with a wire or rod. It consists of multiple cavities in a die to allow for mass production. Proper die design is important to achieve defect-free forging. The document outlines the principle, construction, die design rules, advantages such as higher strength and productivity, limitations such as maximum diameter, and applications like nuts, bolts, and engine valves.
Introduction to upset forging by Vivek Chandravanshi, including main content areas: principle, construction, die design, advantages, limitations, and applications.
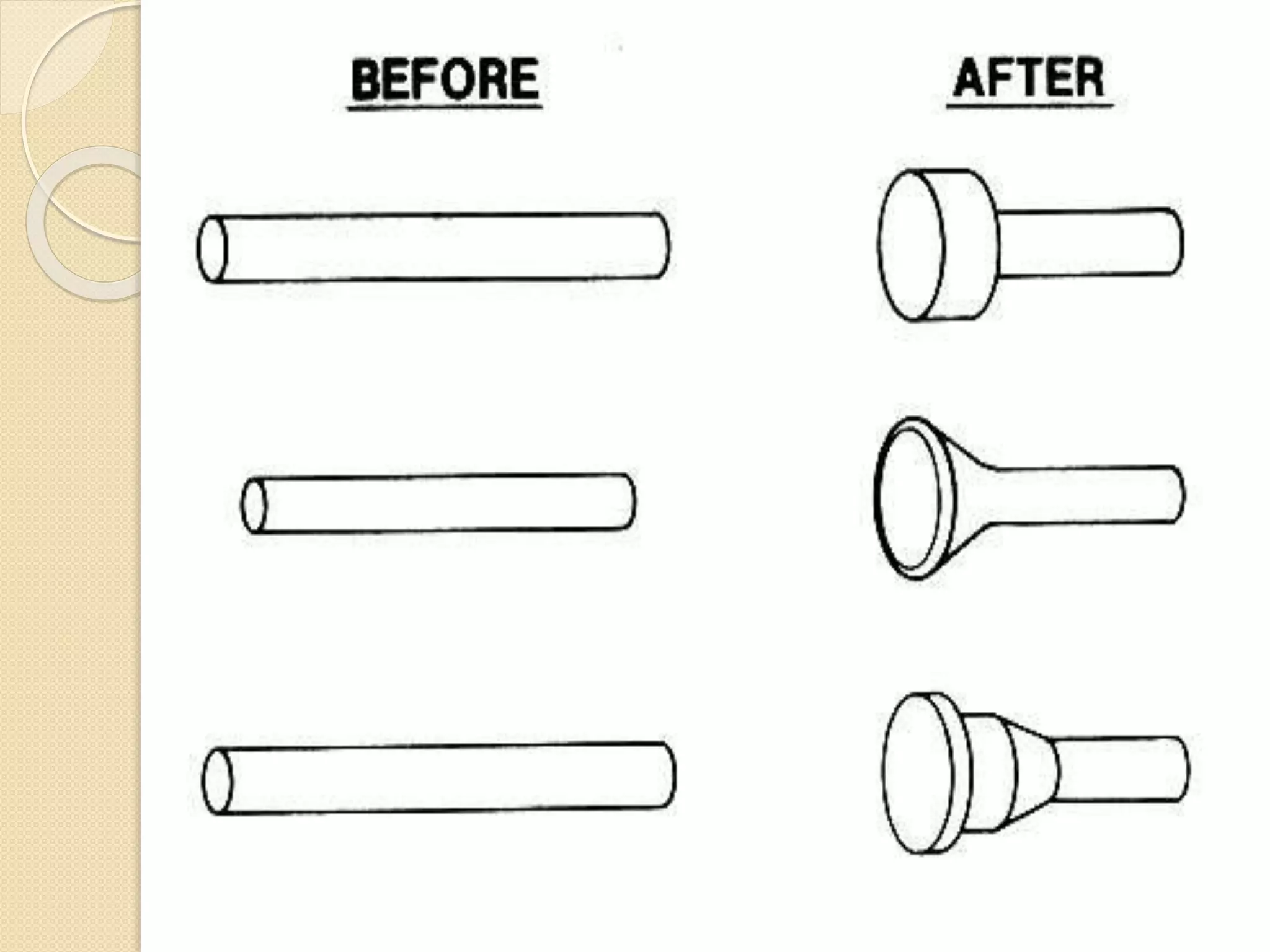
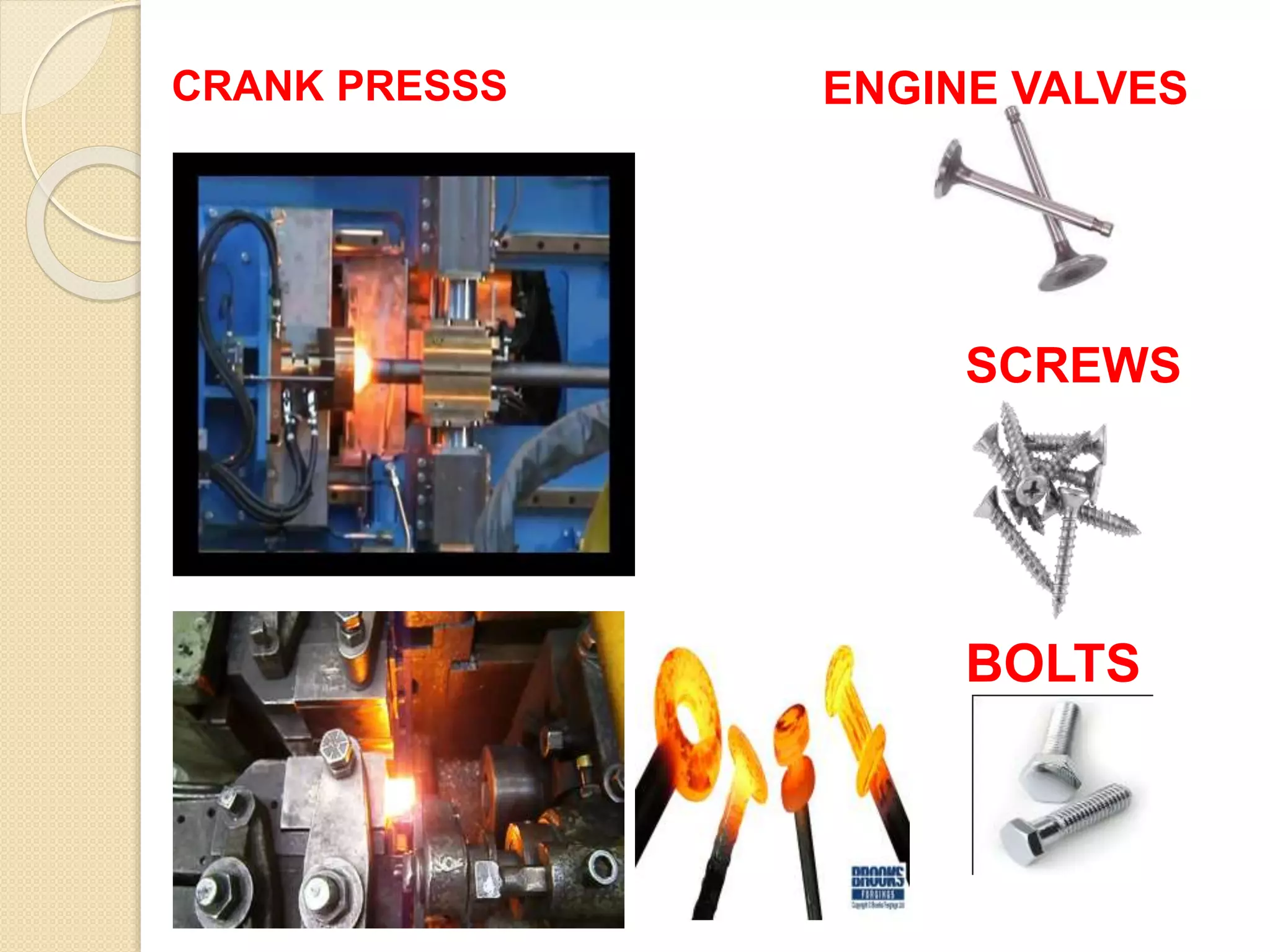
Upset forging, also called hot heading, increases workpiece diameter; initial workpiece is wire or rod. Process enables mass production using a crank press.
Construction includes stationary die, moving die, and heading tool. Process involves bar stock positioning and automatic stock gauging.
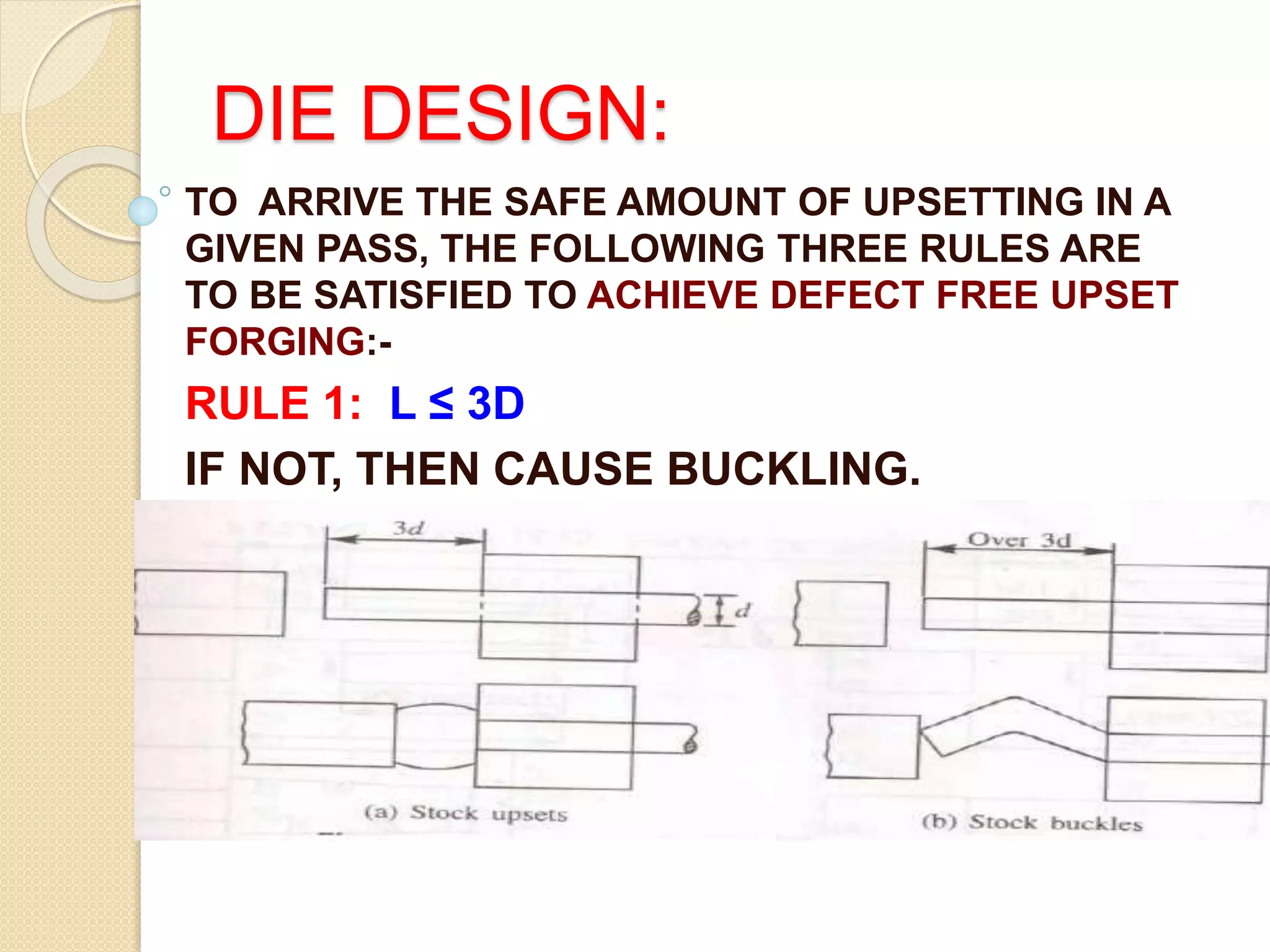
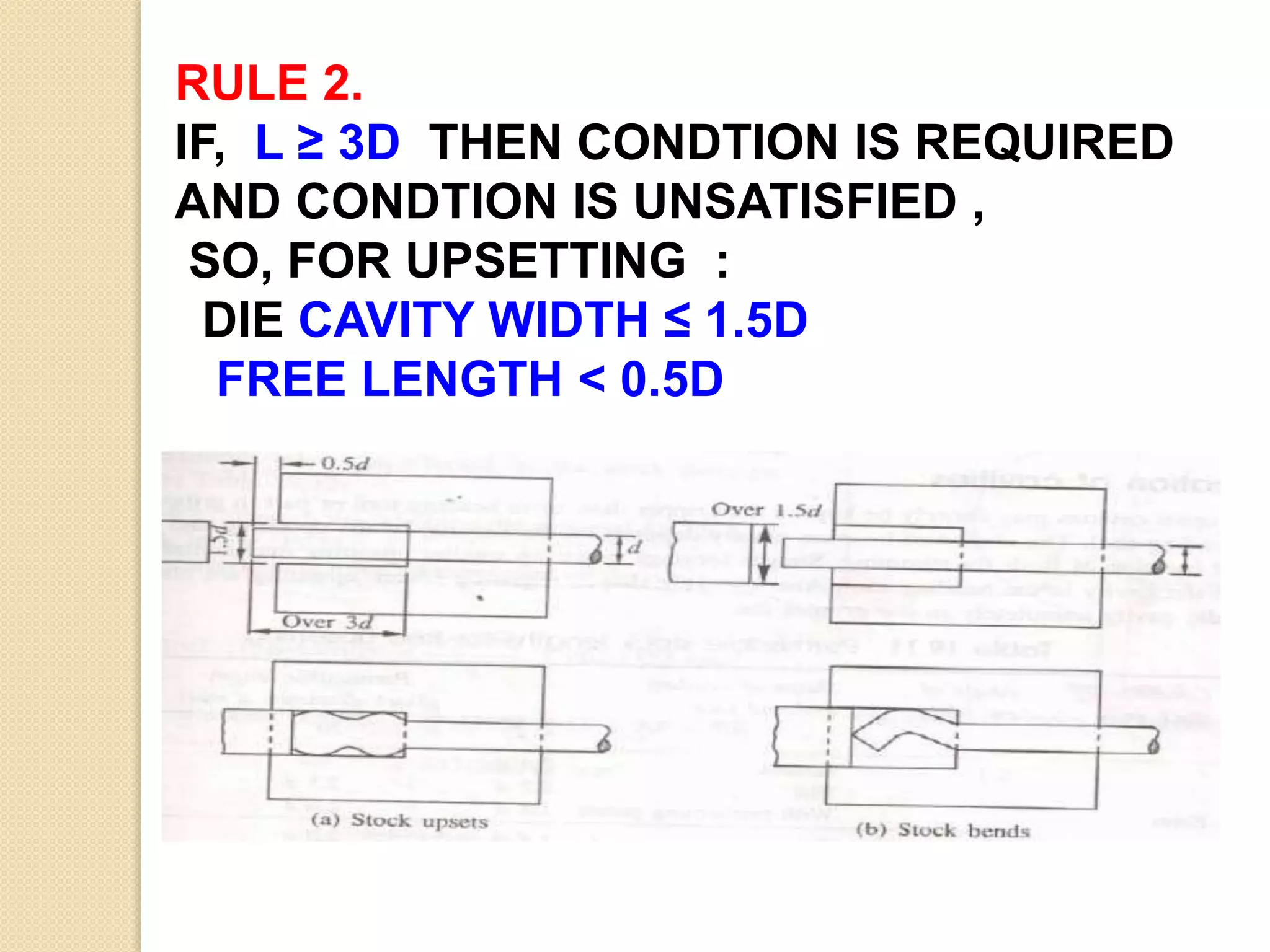
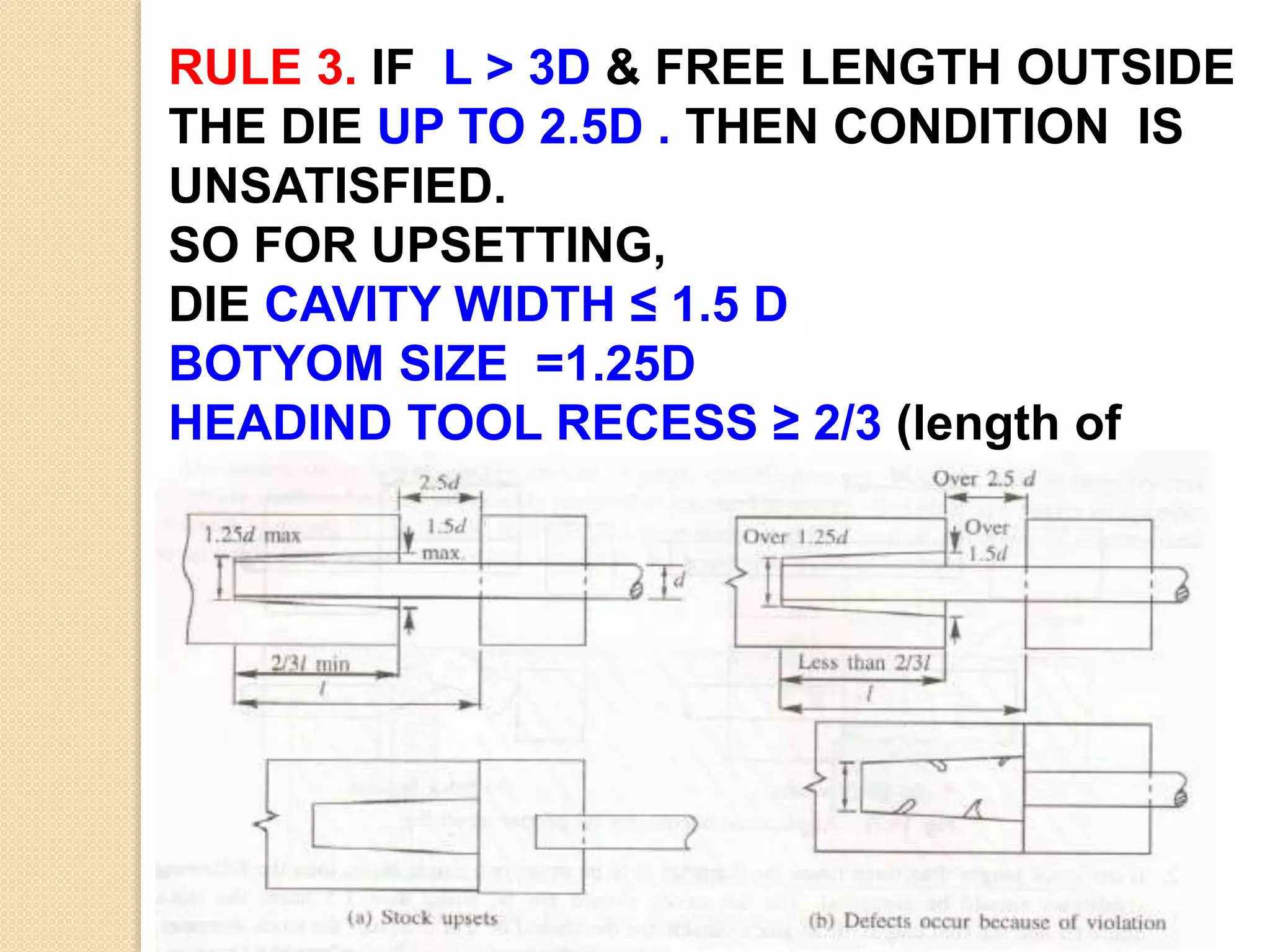
Die design rules to ensure defect-free upset forging: 1) Length to diameter relationship, 2) cavity width requirements, and 3) conditions for free length to prevent unsatisfactory results.
Key advantages include improved product quality, higher productivity, material savings, and little need for dross, making the process automated.
Limitations include difficulty in forging heavy and asymmetric jobs, a maximum stock diameter limit of 25 cm, and potentially high tooling costs.
Applications include production of nuts, bolts, screws, bearings, valves, and gear blanks.
Closing statement and gratitude for attention.



































































