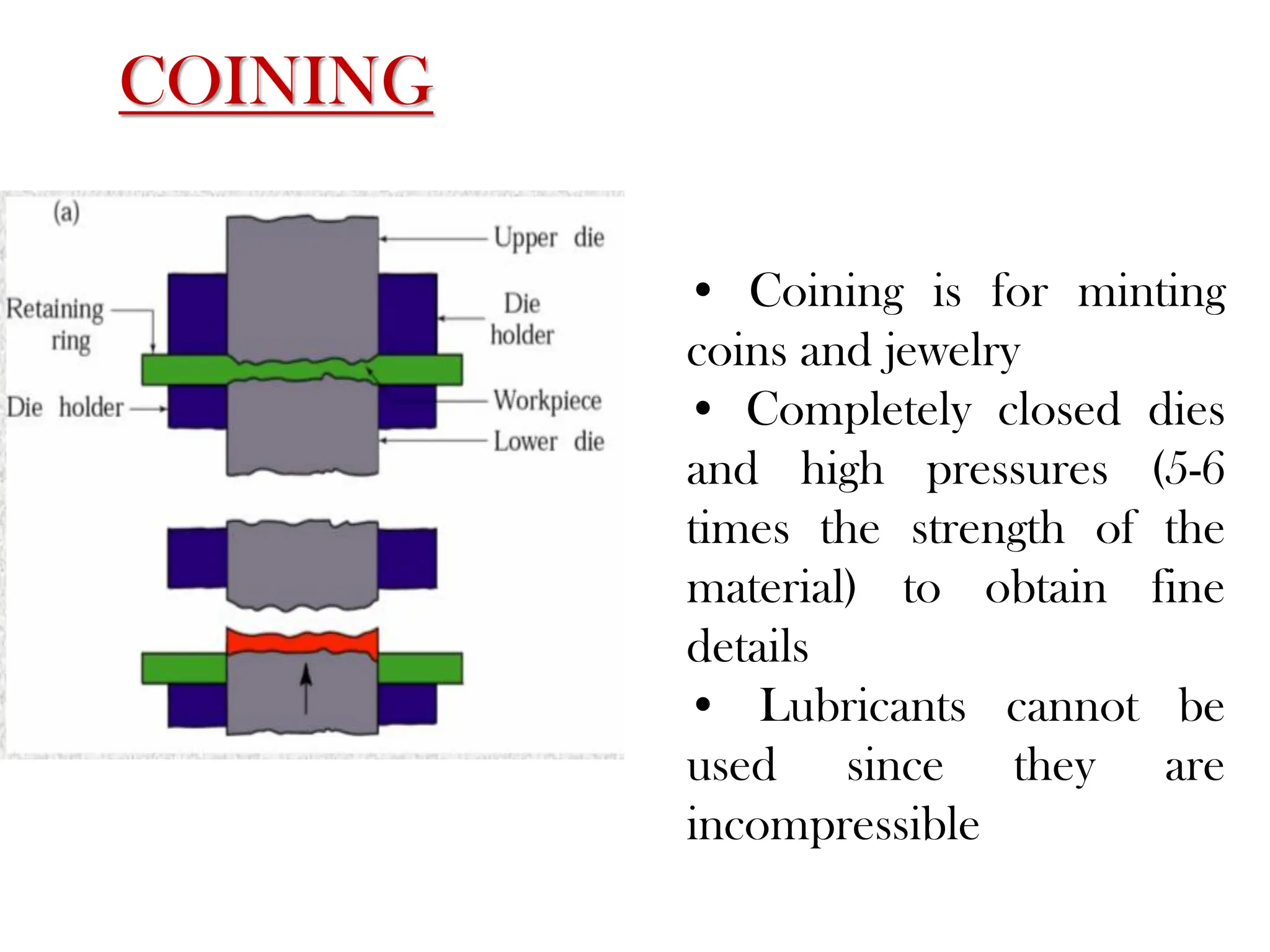
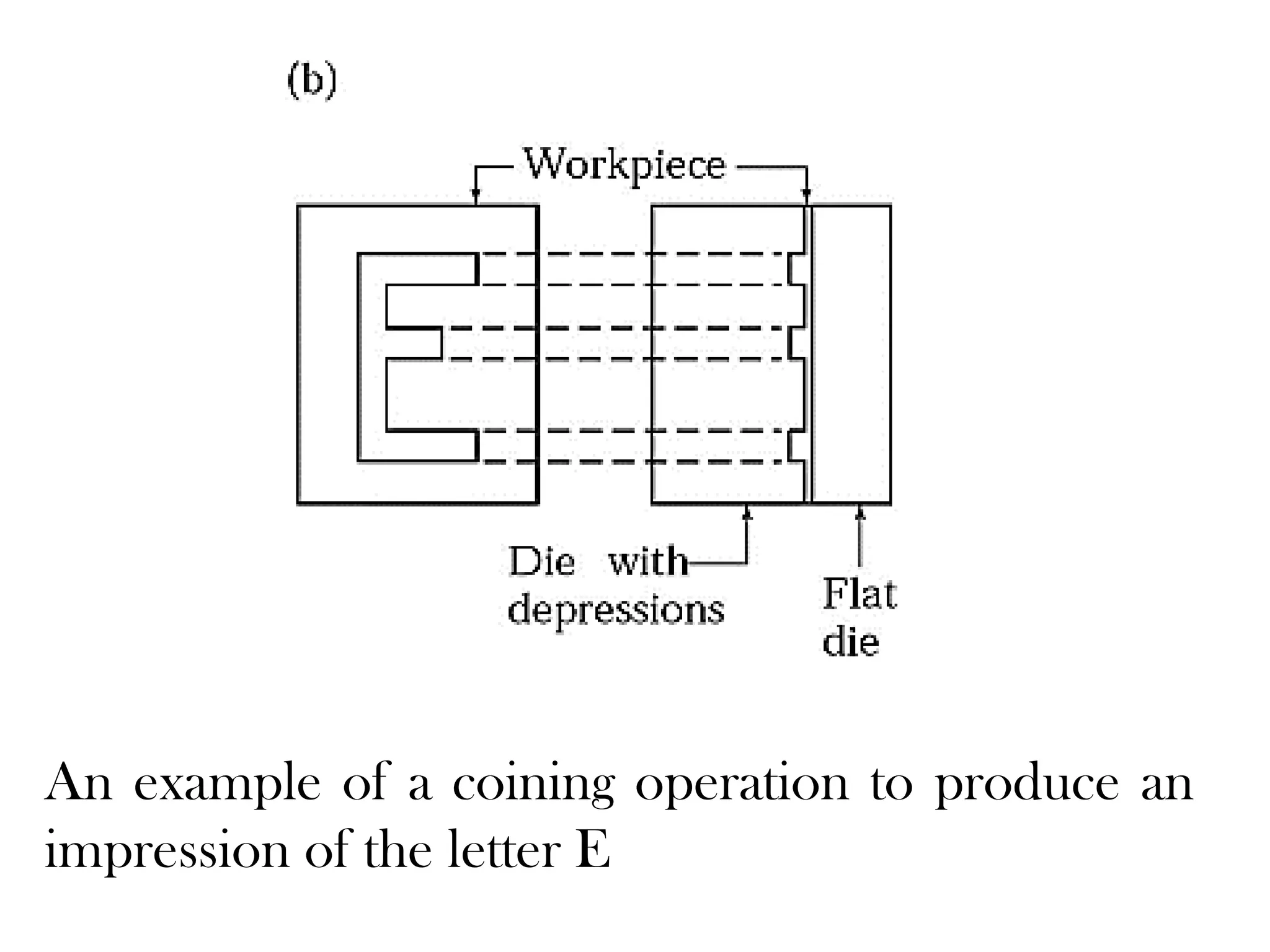
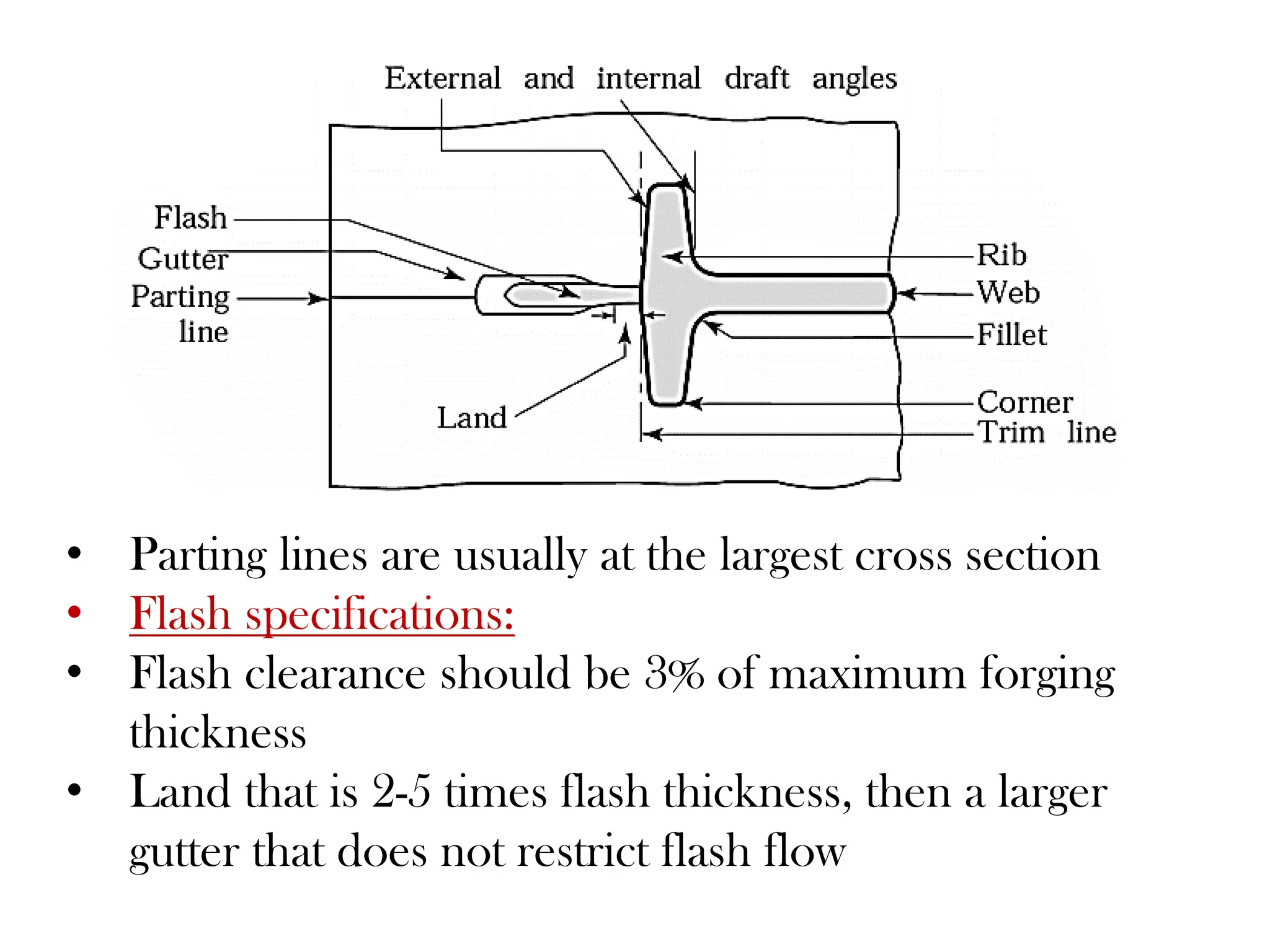
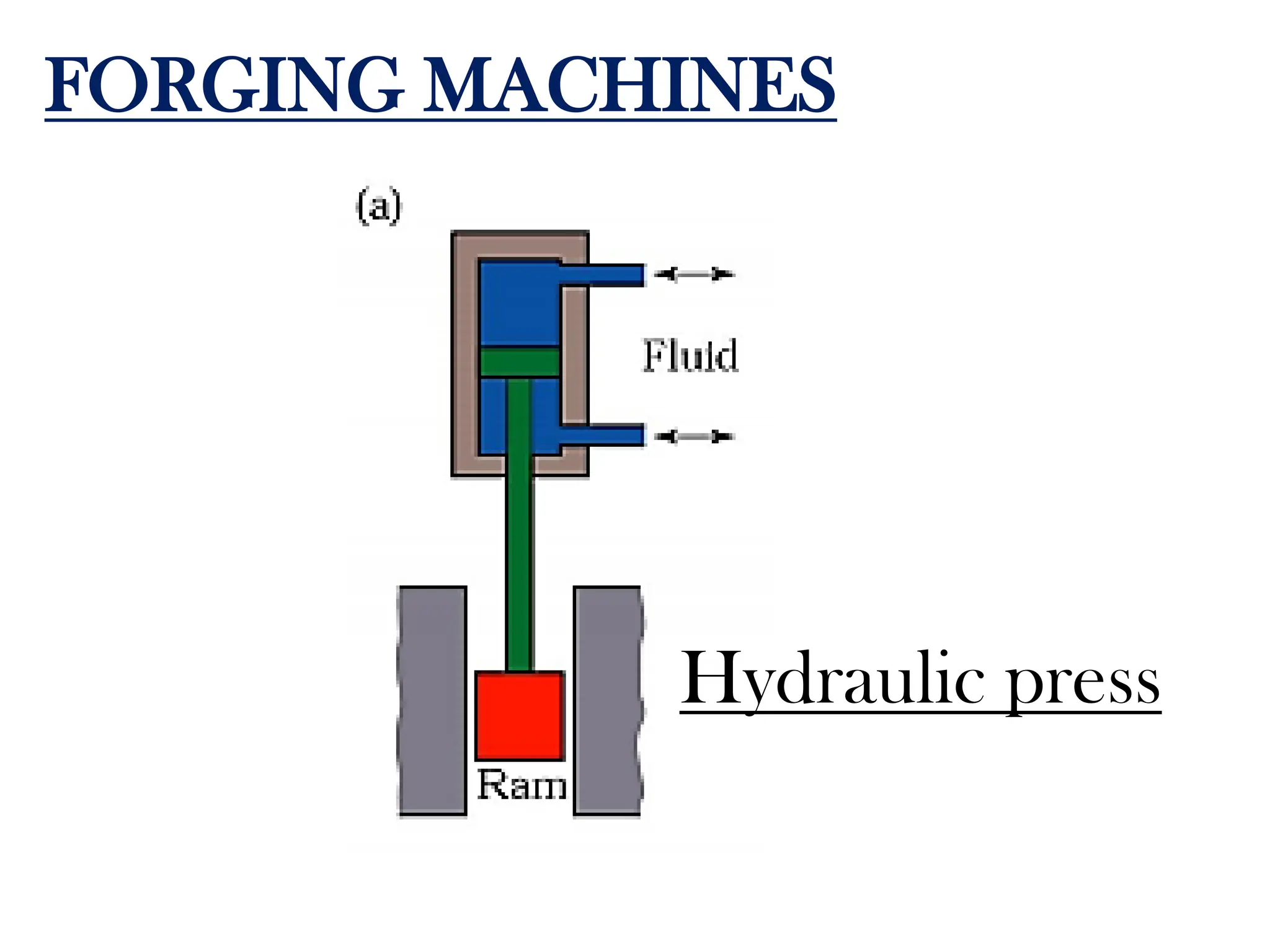
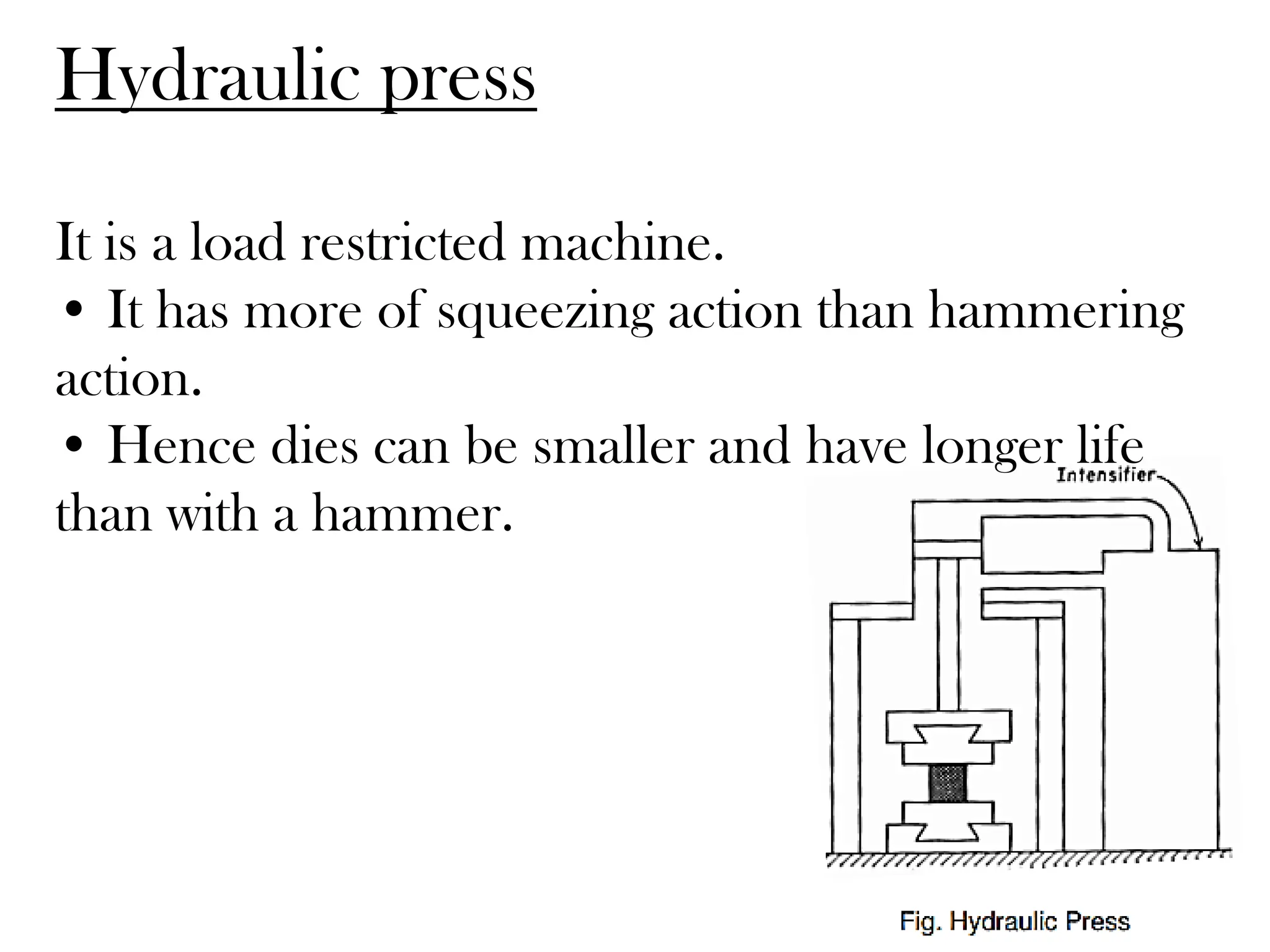
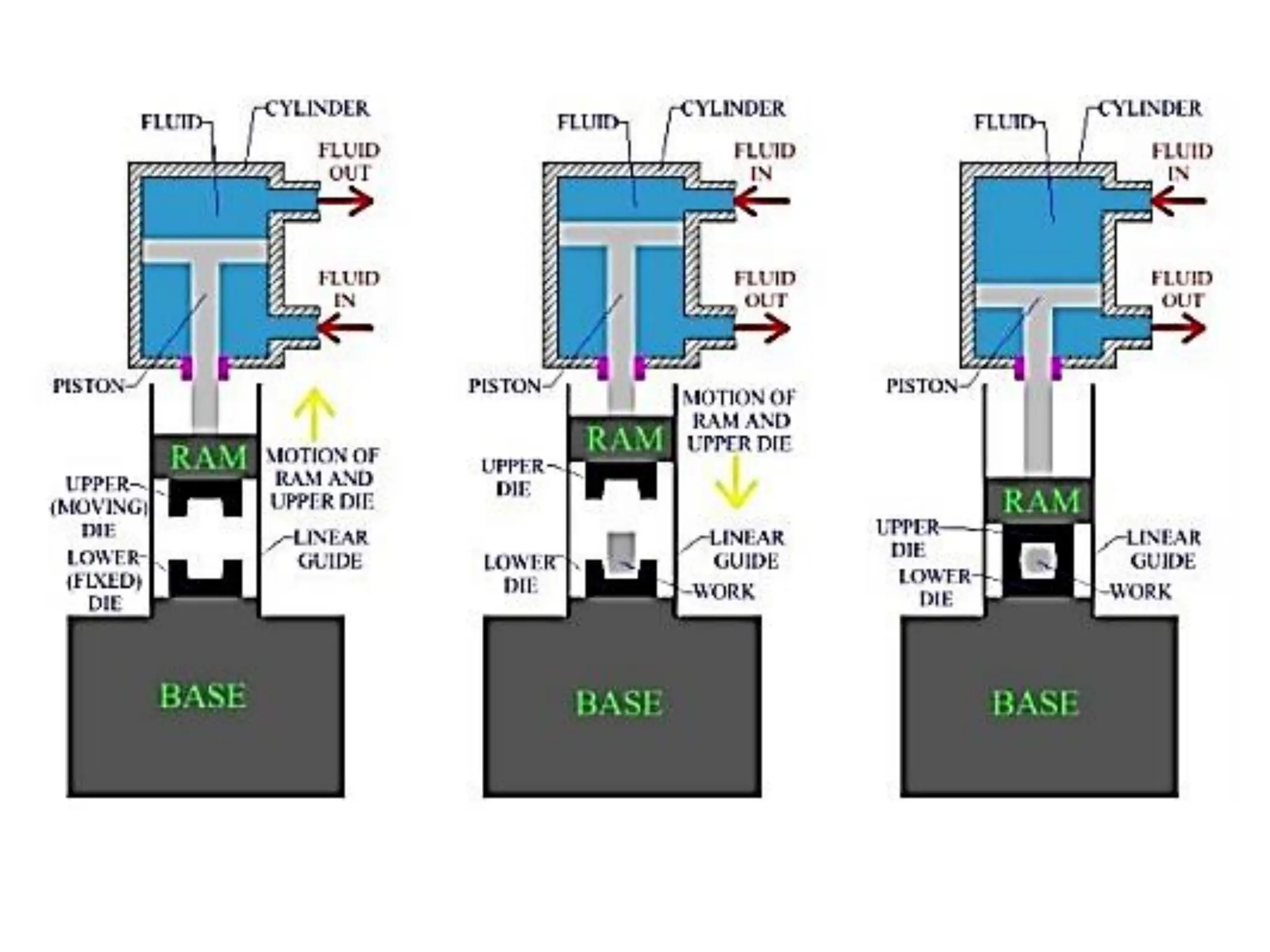
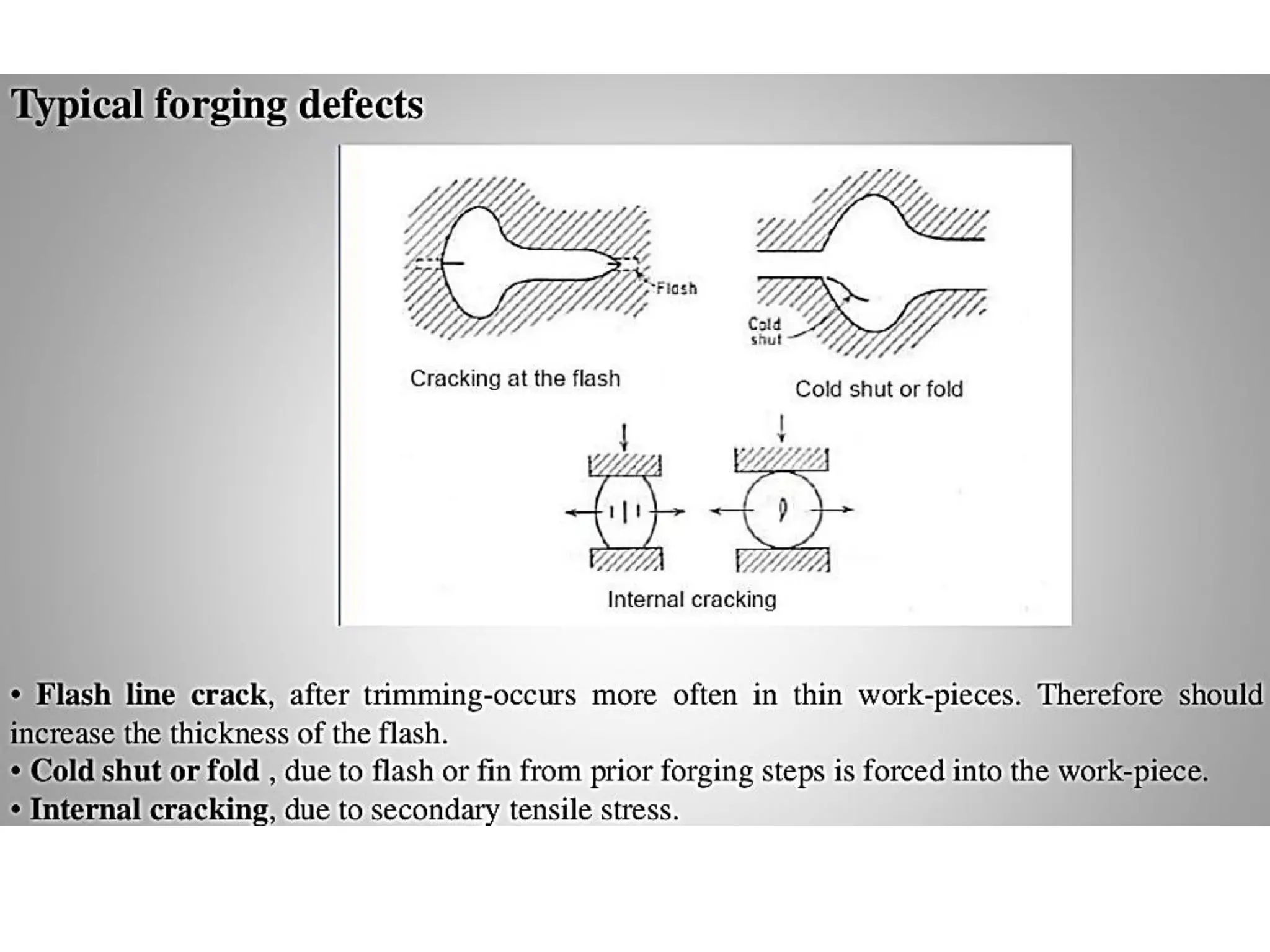
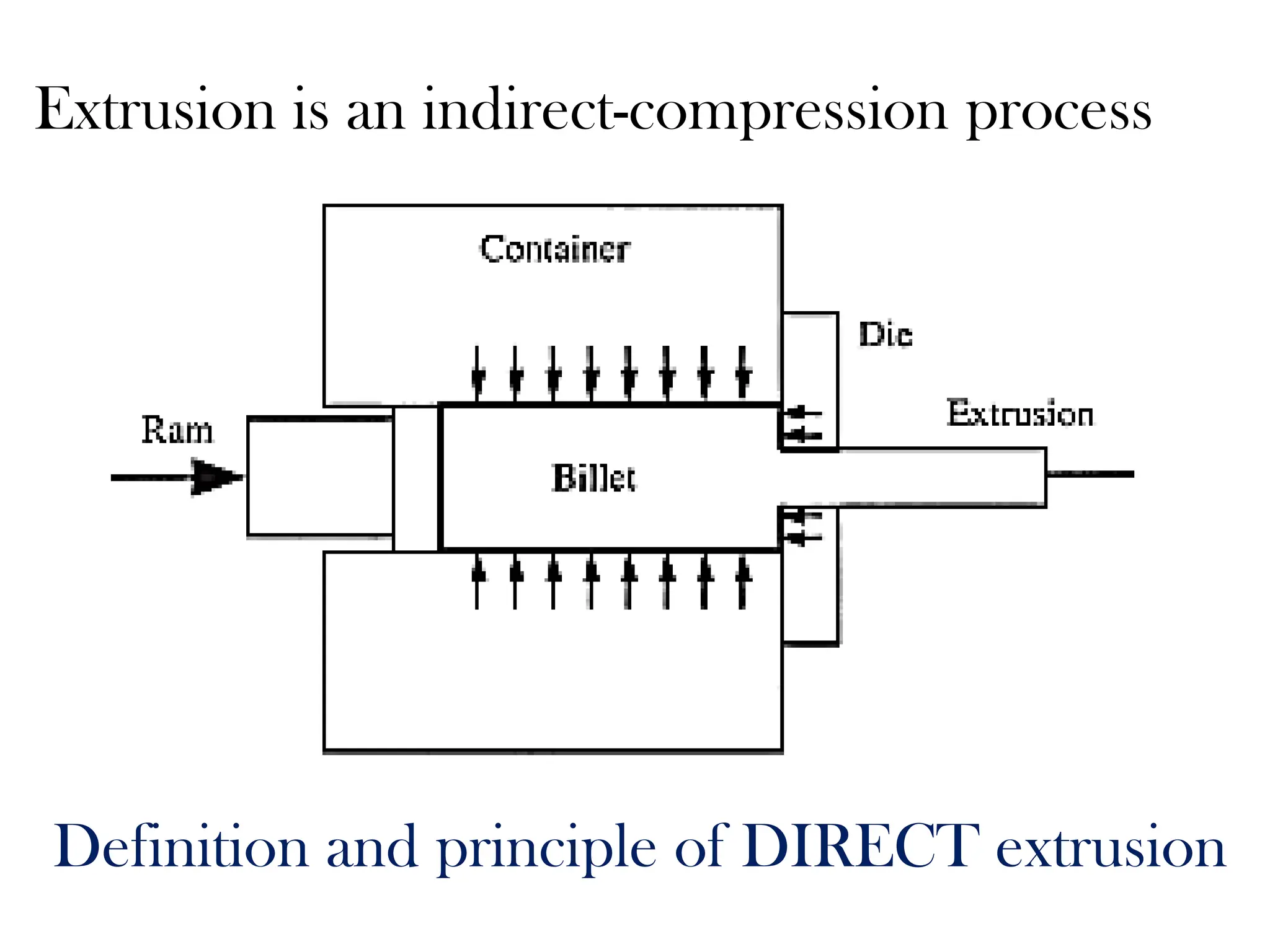
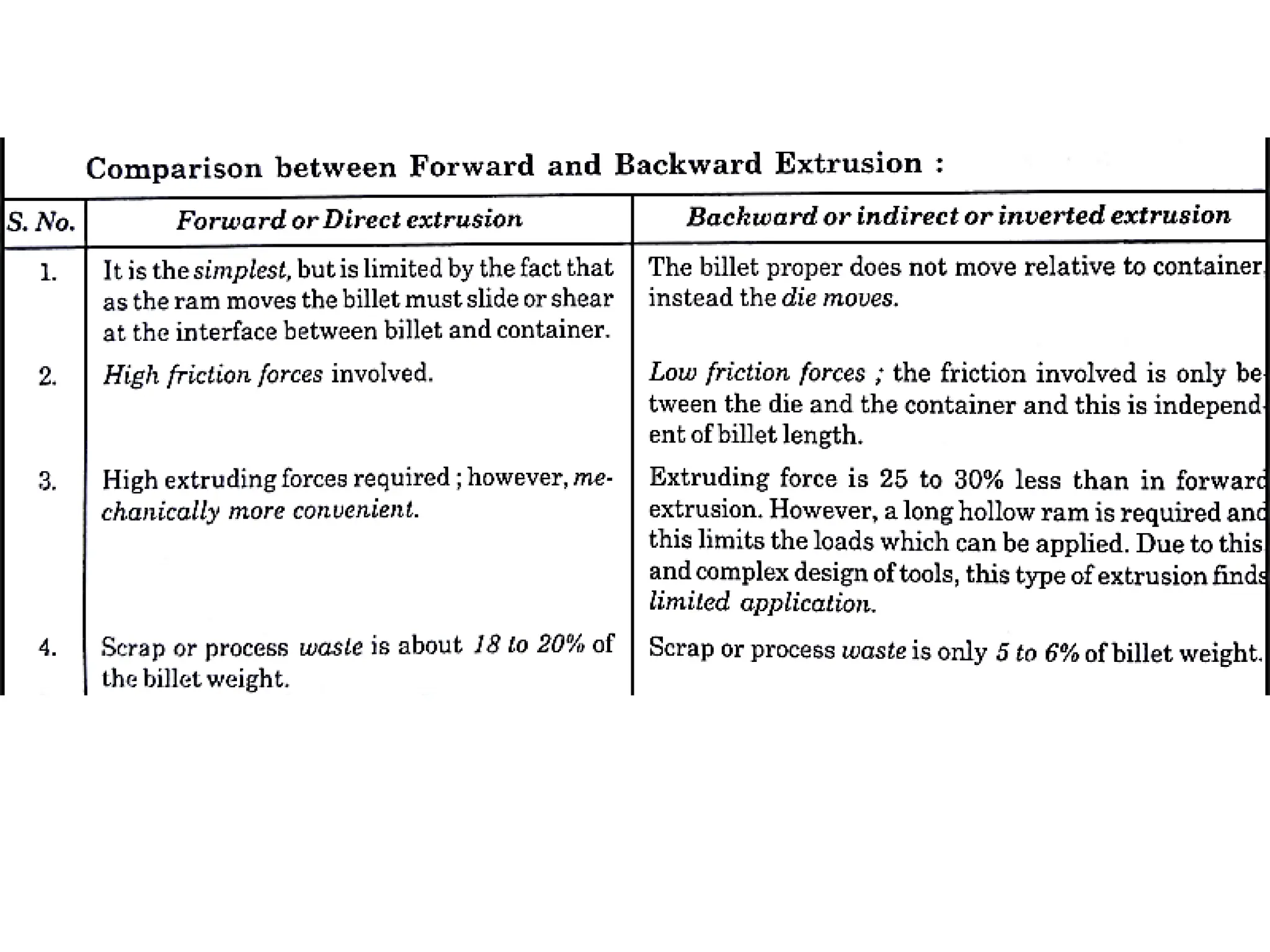
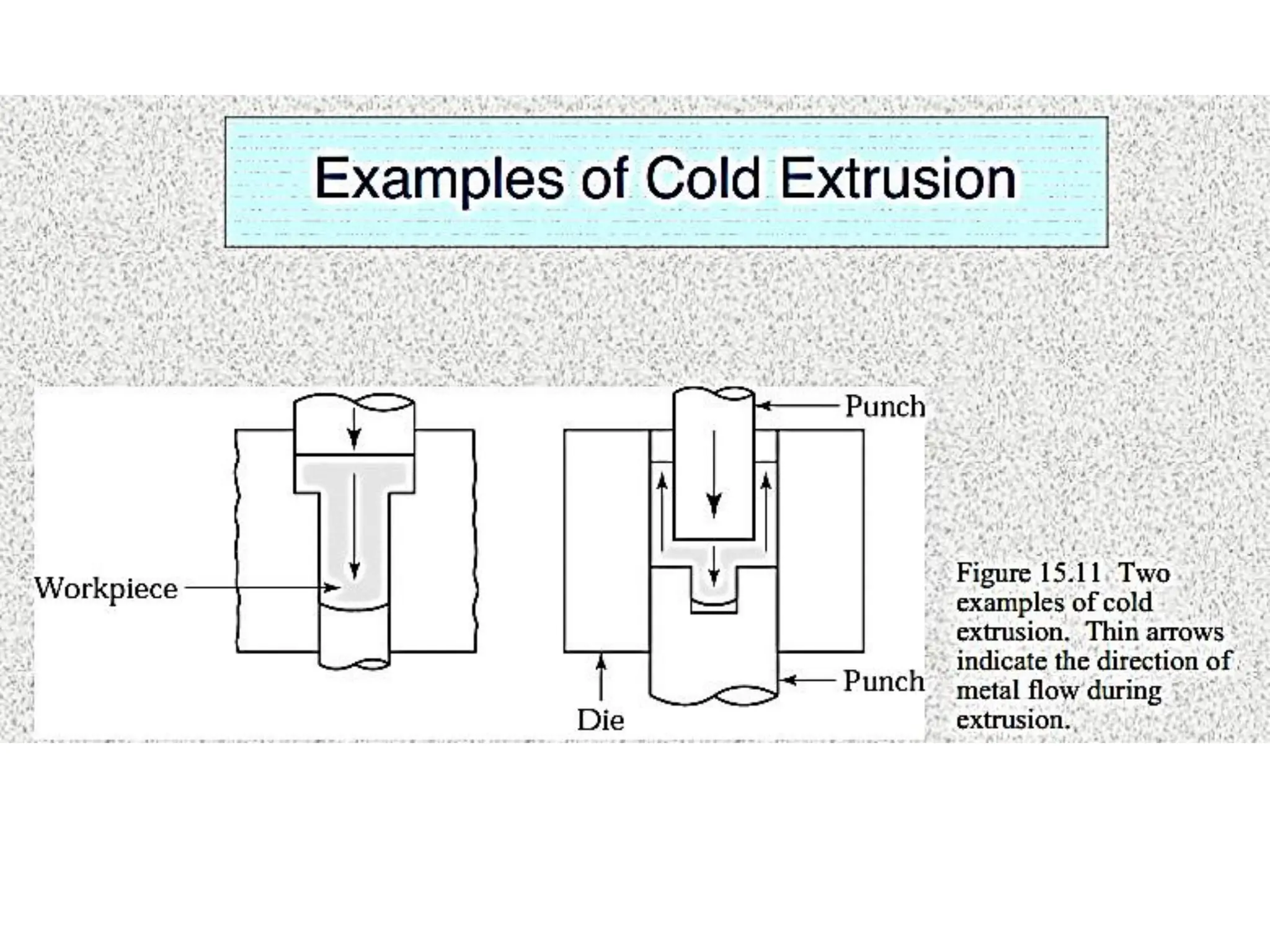
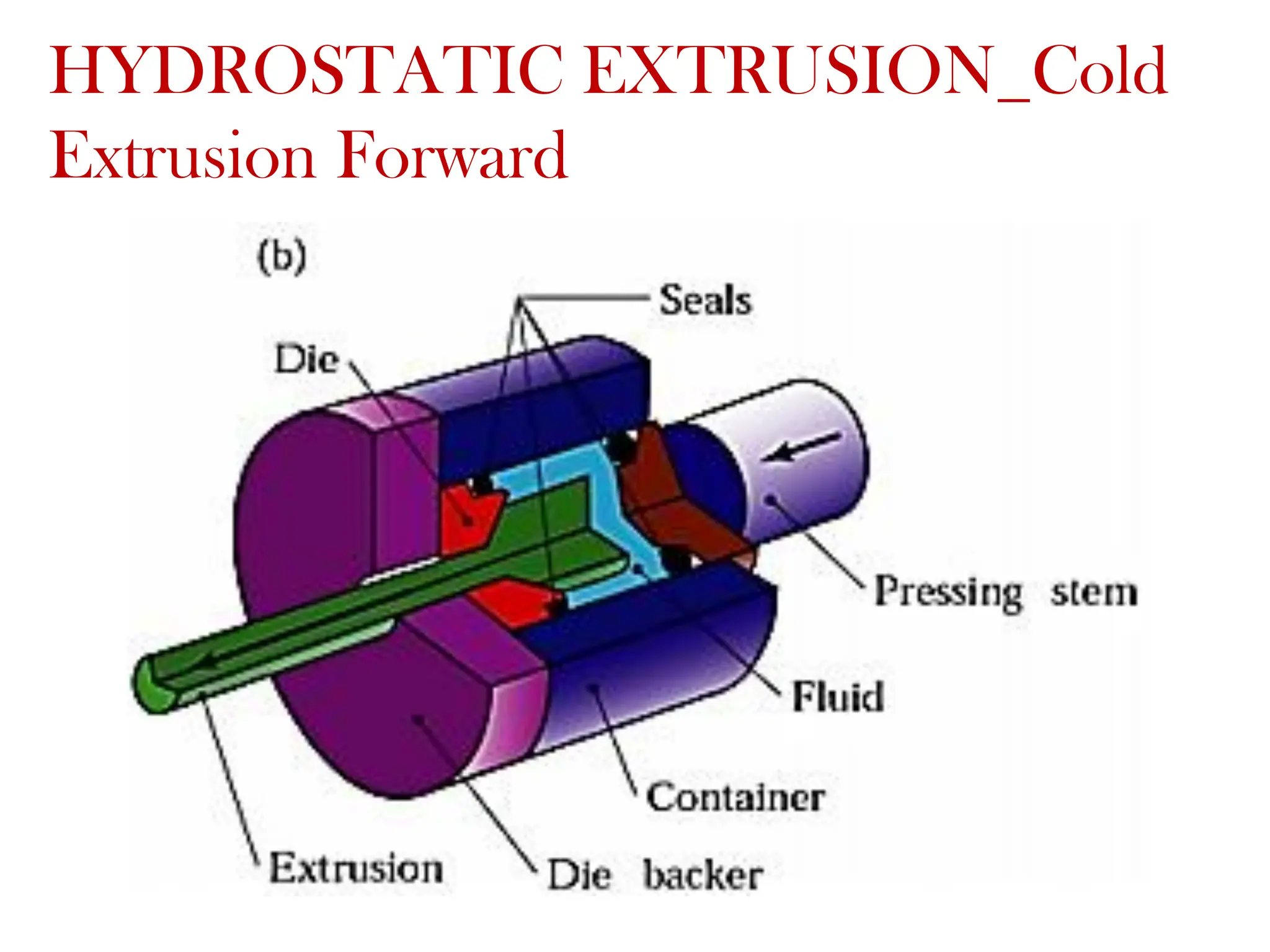
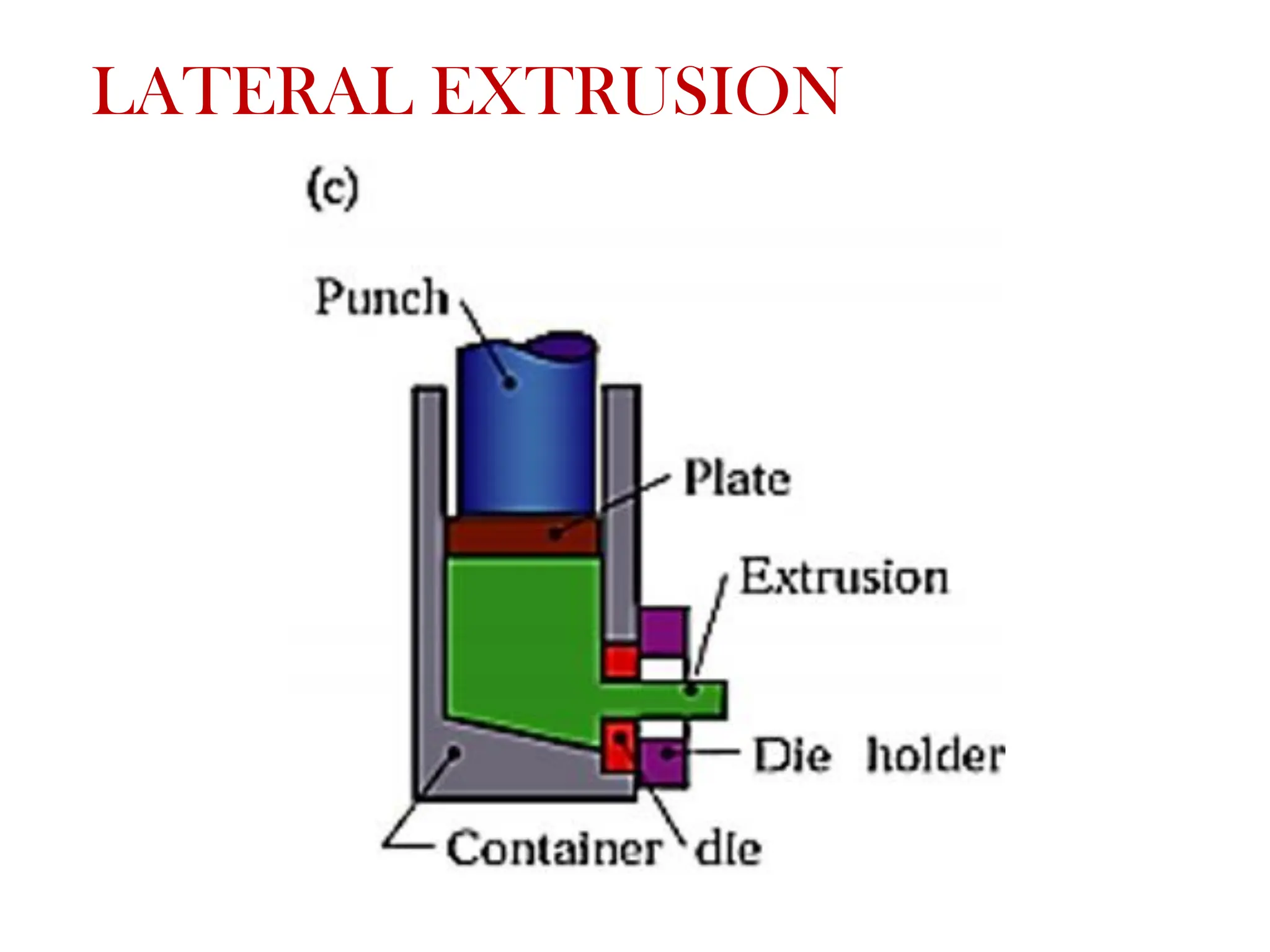
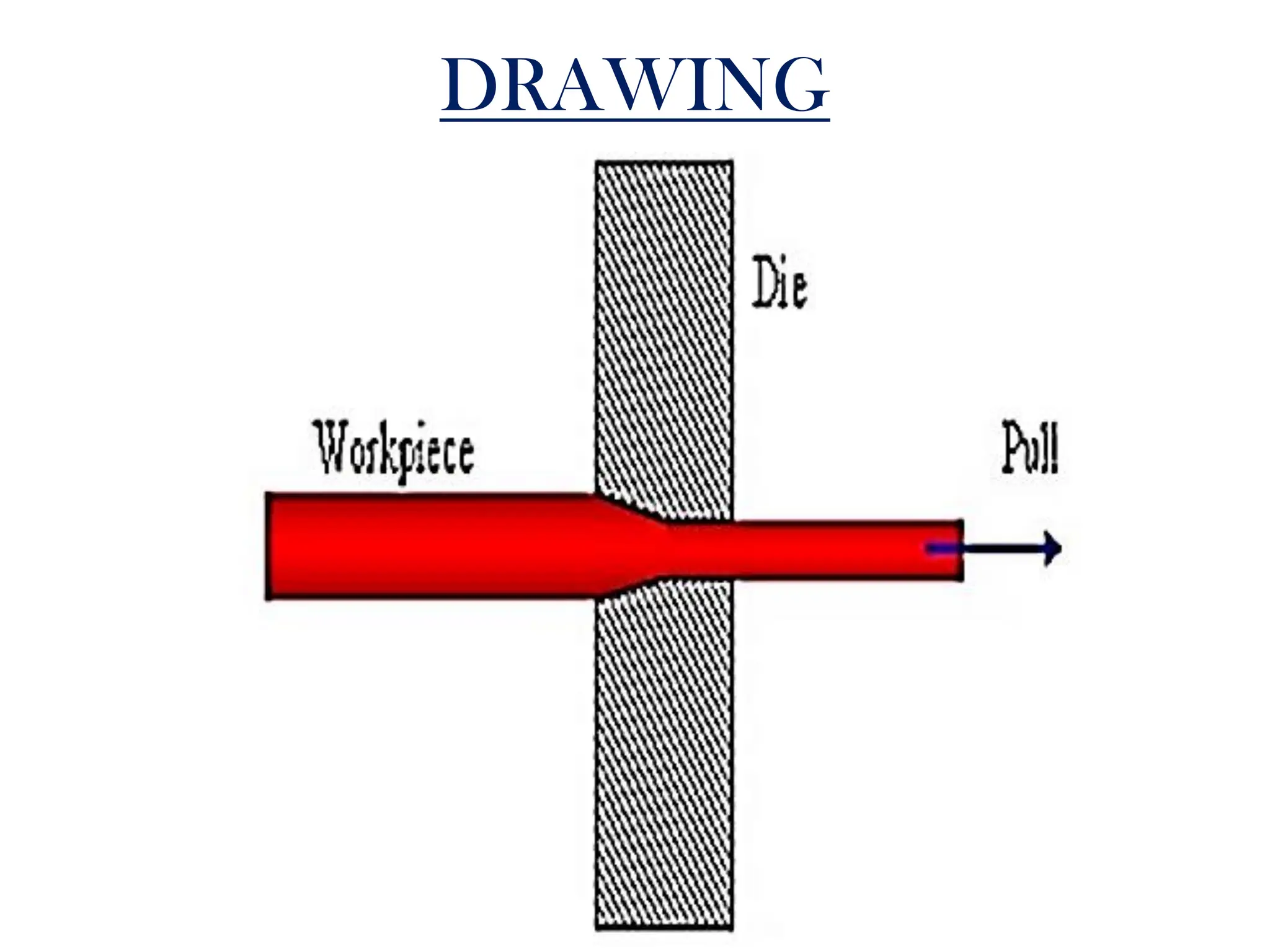
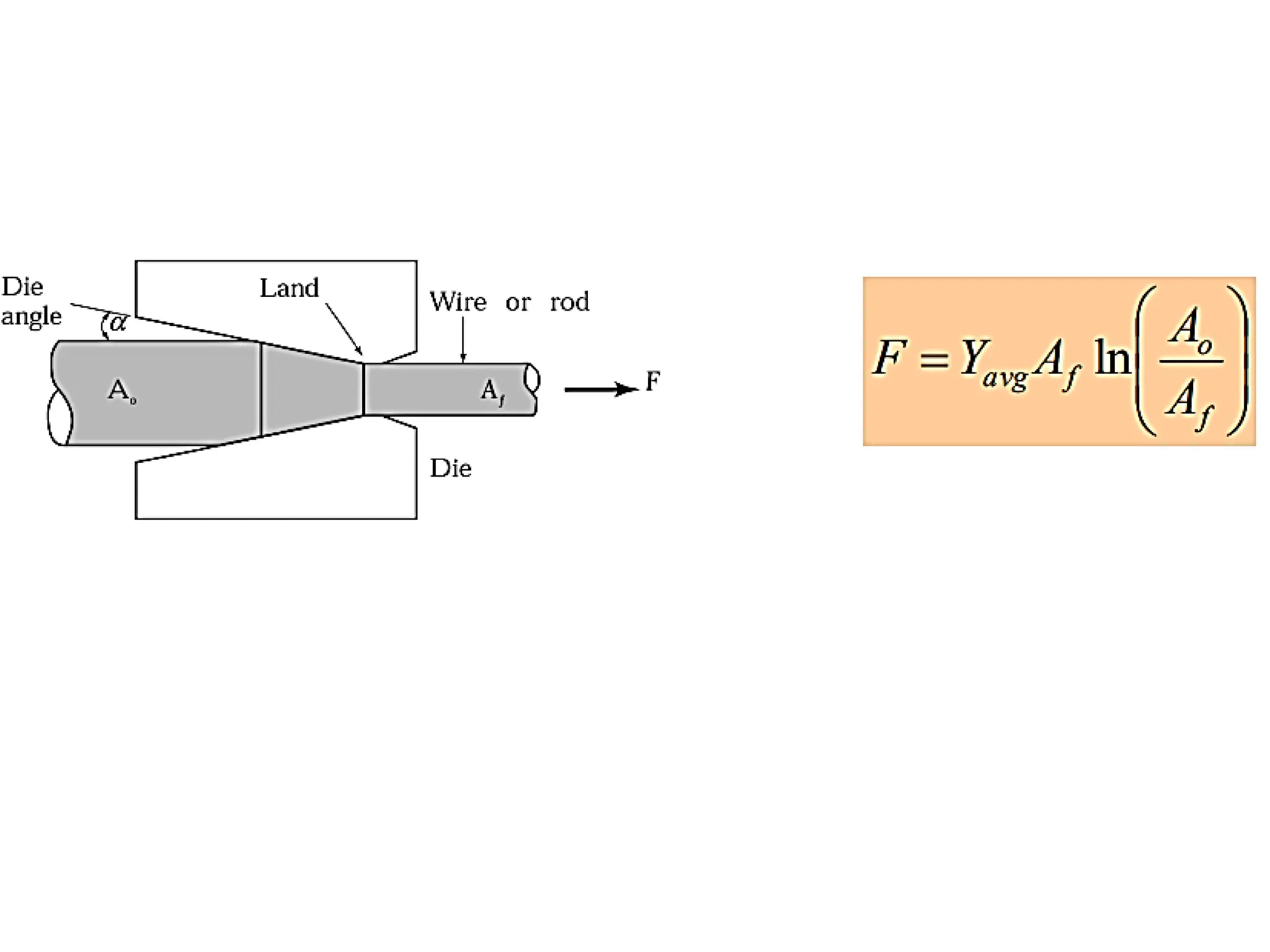
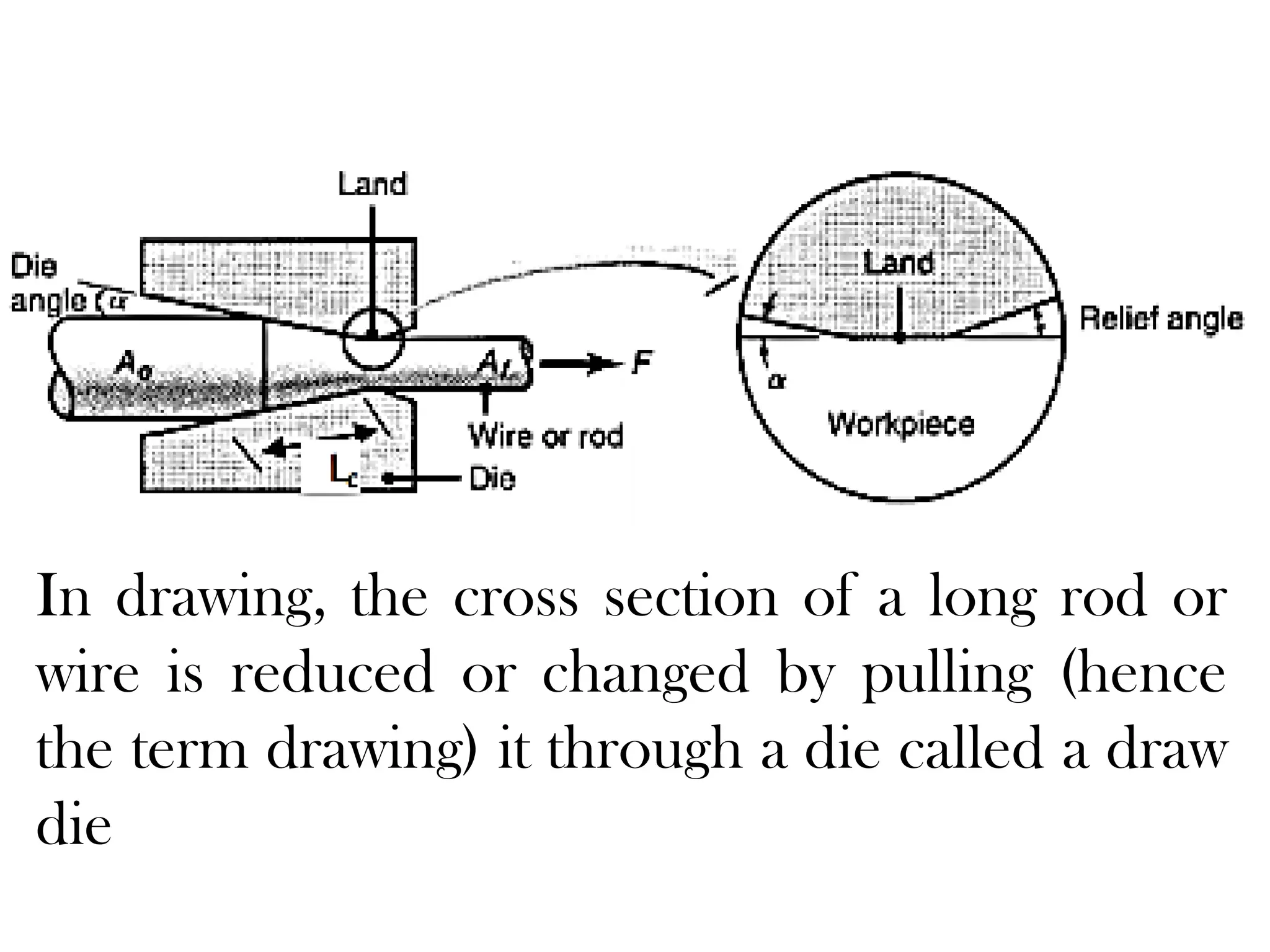
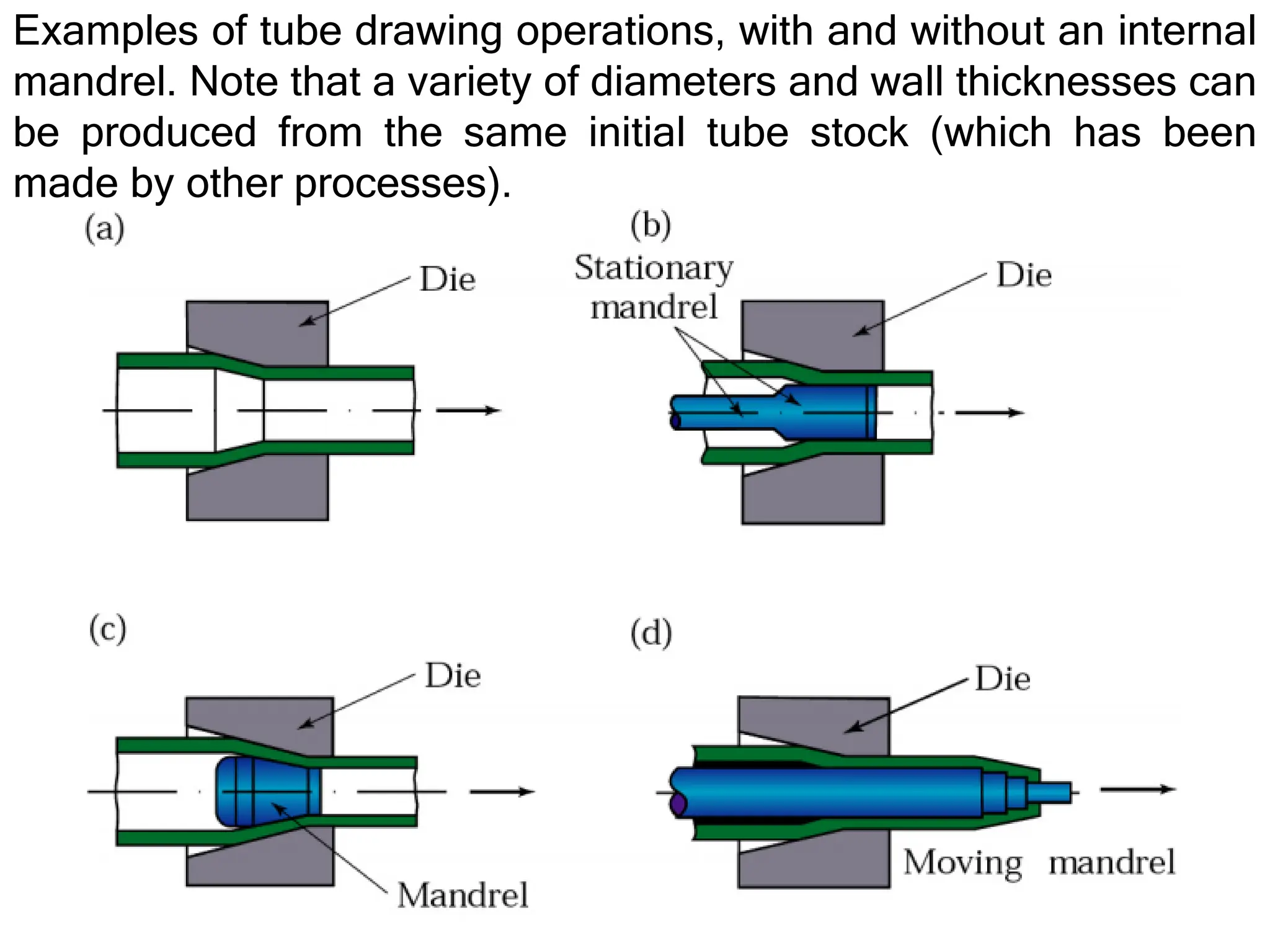
The document provides a comprehensive overview of various forging and extrusion processes, including techniques such as upsetting, edging, fullering, swaging, and types of forging machines. It discusses the material and design considerations for dies, defects that can occur during forging, and the principles and operations of extrusion, including direct and indirect methods. Additionally, it covers drawing processes that change the shape and cross-sectional area of metal products, highlighting parameters such as die angles, lubrication, and the importance of material flow.