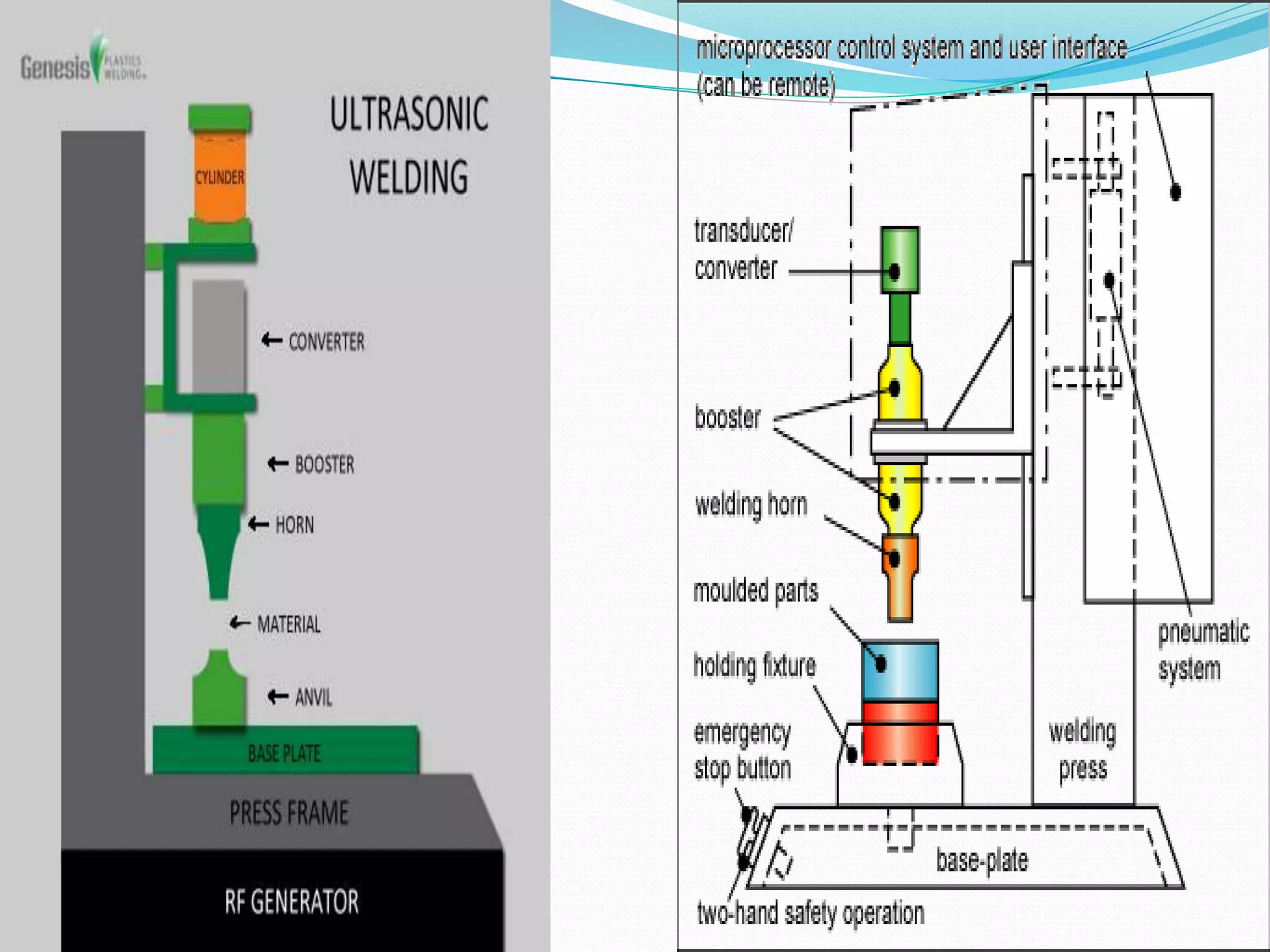
This document provides an outline and overview of ultrasonic welding. It describes the major components of an ultrasonic welding system, including the anvil, transducer, booster, and horn. It explains how ultrasonic welding works by using high-frequency vibrations and pressure to join materials without significant heat. Applications include welding plastics and metals with dissimilar melting points. Benefits are joining without consumables, less energy usage, and ability to weld materials like aluminum to copper. Limitations include being restricted primarily to nonferrous metals and plastics, and parts needing to be relatively light.