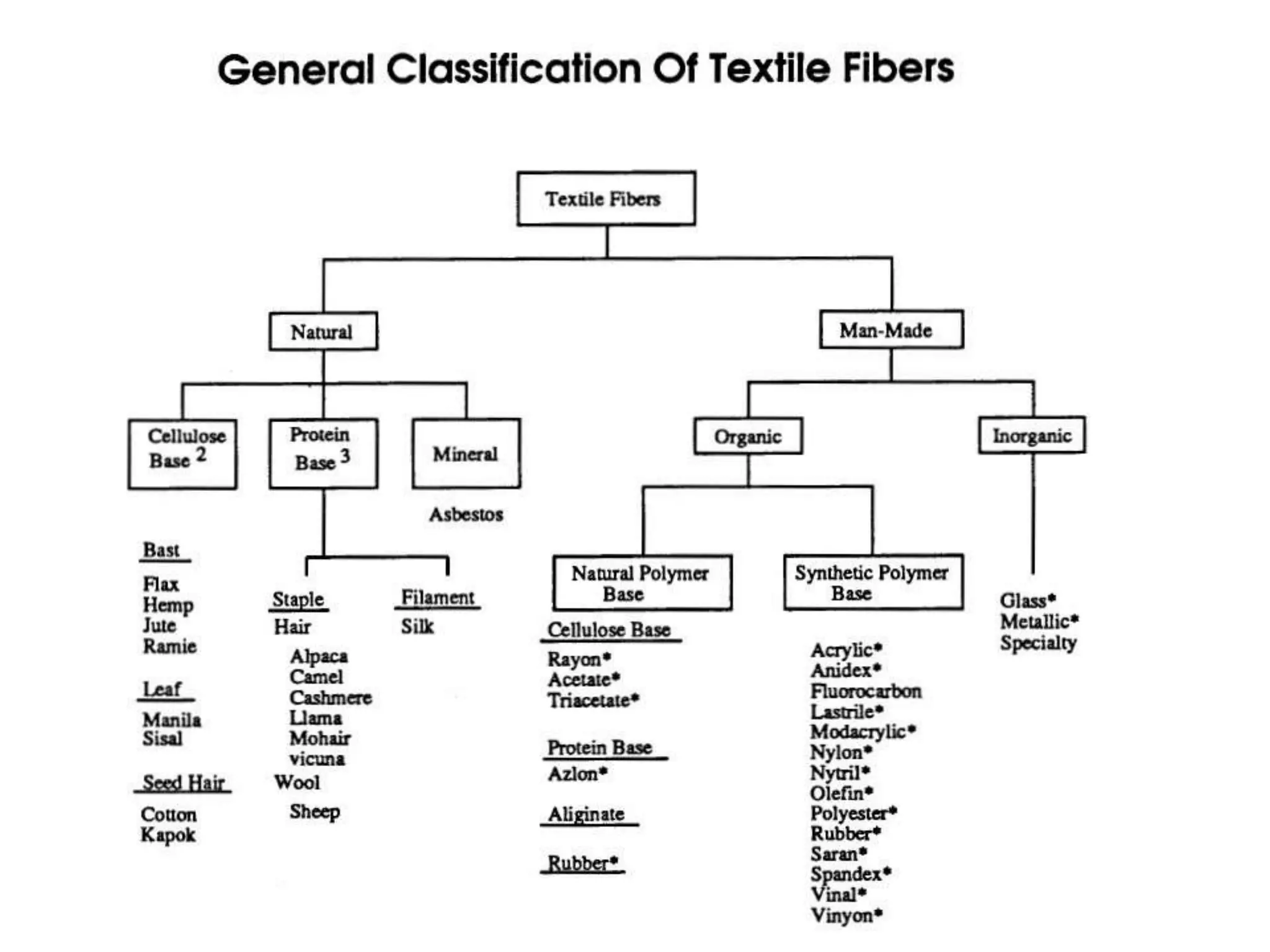
This document provides information on different types of fibres, including their classification, characteristics, and analysis. It discusses natural fibres like silk, wool, cotton, flax, and hemp as well as man-made fibres such as polyamide, polyester, and regenerated fibres. Fibres are classified based on their origin as either natural or man-made, and further divided into categories like animal, vegetable, mineral, synthetic, and regenerated. The properties of different fibres depend on their chemical composition and molecular structure. Fibre analysis involves examining characteristics like morphology, refractive index, and molecular orientation using microscopy techniques.












































































































































![textile fibres [compatibility mode]](https://cdn.slidesharecdn.com/ss_thumbnails/81177264-textile-fibrescompatibilitymode-130920142309-phpapp02-thumbnail.jpg?width=640&height=640&fit=bounds)





































