More Related Content

PPT

PPTX
6 seasonal index mistakes you don’t want to make 
PPT

PPT

PPTX

PDF
Creating perfect harmony asq 2011 
PPTX
“Advertisement in the Economic Community of West African States (ECOWAS)”: Le... 
PPTX
Automating Inventory Management. Manage your inventory efficiently! Viewers also liked

PDF
The quest of one-piece-flow in IT by Pierre Masai, Toyota Motor Europe 
PDF
DBR (Drum Buffer Roper) in TOC (Theory of Constraints) 
PPT

PDF
Week 8_DTM_CH9_Replineshment in a Multi-echelon Channel Environment 
PDF
Batch v Lean 1 piece flow training 
PDF

PPTX

DOC
Planning, Optimization and Lead time reduction by Localization of an Enterpri... 
PPTX

PPTX
Strategic Lead Time Management 
PPTX
Lead Time: What We Know About It... 
PPT

PDF
Shop Floor Planning & Control Similar to Tw10

PDF

PDF
Lean 2 เรียนรู้จาก โตโยต้า 
PPT

PPTX

PDF
Lean systems 180225 kmutt print 
PDF
Lean quickwin 2108008 ie su 
PDF

PPT
How Toyota became the world’s best manufacturer 
PDF

PPTX
The toyota way presentation 
PPTX
การบำรุงรักษาแบบมีส่วนร่วม : TPM 
PDF
Emag world class manufacturing 2014 01 
PDF
ไคเซ็น Shigeo Shingo - Kaizen and the Art of Creative Thinking 
PPT
การวางแผนและการควบคุมการผลิต 
PPTX

DOC

PDF
บทที่ 7 การวางแผนกระบวนการผลิต 
PDF
เทคนิคต่างๆ ในการเปลี่ยนแปลงองค์การ 
PDF
Lean systems KMUTNB Rayong 
PDF
บทที่ 7 กลยุทธ์ระดับธุรกิจ (Business Strategy) More from NIDA Business School

PPTX

PPTX
Chile the latin american tiger 
PPTX
On competition chapter 6 the competitive advantage of nations 
PPTX
On competition chapter 5 from competitive advantage to corporate strategy 
PPTX
On competition chapter 3 how information gives you competitive advantage 
PPTX
On competition chapter 2 what is strategy 
PPTX
On competition chapter 1 the five competitive forces that shape strategy 
PPTX
On competition chapter 7 clusters and competition 
PPTX
The japanese facsimile industry in 1990 case study 
PPTX

PPT

PPTX

PPTX

PPTX

PPTX

PPTX

PPTX

PPTX

PPTX

PPTX
Tw10
- 2.
- 3.
- 4.
- 5.
- 6.
- 7.
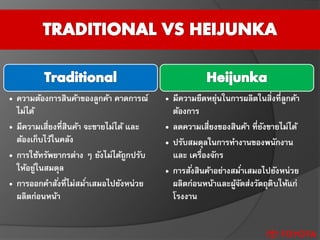
• ความต้องการสินค้าของลูกค้า คาดการณ์
ไม่ได้
•มีความเสี่ยงที่สินค้า จะขายไม่ได้ และ
ต้องเก็บไว้ในคลัง
• การใช้ทรัพยากรต่าง ๆ ยังไม่ได้ถูกปรับ
ให้อยู่ในสมดุล
• การออกคาสั่งที่ไม่สม่าเสมอไปยังหน่วย
ผลิตก่อนหน้า
• มีความยืดหยุ่นในการผลิตในสิ่งที่ลูกค้า
ต้องการ
• ลดความเสี่ยงของสินค้า ที่ยังขายไม่ได้
• ปรับสมดุลในการทางานของพนักงาน
และ เครื่องจักร
• การสั่งสินค้าอย่างสม่าเสมอไปยังหน่วย
ผลิตก่อนหน้าและผู้จัดส่งวัตถุดิบให้แก่
โรงงาน
- 8.
- 9.
- 10.
1.นางสาวชญานิน หวังดีธรรม รหัส5710224072
2.นางสาวนภัสชล อนันตรัมพร รหัส 5710224080
3.นายรชต นกแก้ว รหัส 5710224121
4.นายเพชร นันทวิสัย รหัส 5710224124
5.นางสาวมนัสวี จุลสมบูรณ์ รหัส 5710224187