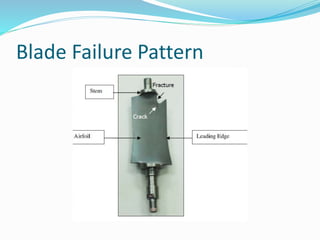
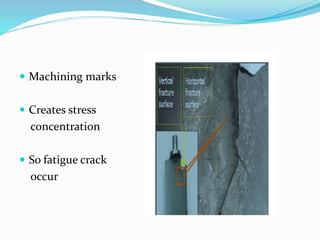
The document discusses a compressor blade failure analysis. It notes that the blade failed due to fatigue originating from machining marks at the blade hub-stem junction on the leading edge side. Nickel-based blades are now commonly used instead of earlier cobalt-based blades, as nickel-based blades can withstand higher temperatures and have a longer lifespan, though cobalt blades previously had an even longer lifespan. The analysis procedure described examines blade microstructure and composition at different sections to determine the failure cause.