Downloaded 73 times


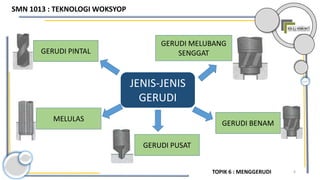
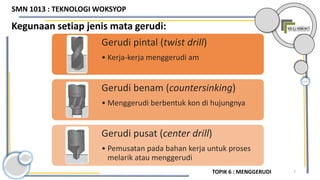
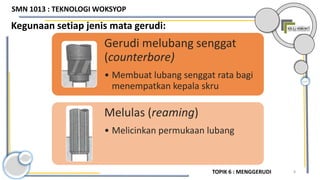
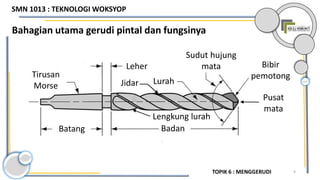
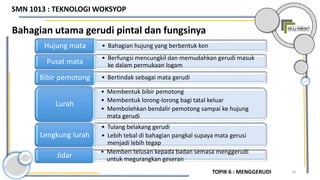

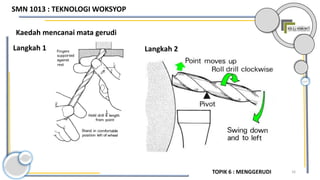

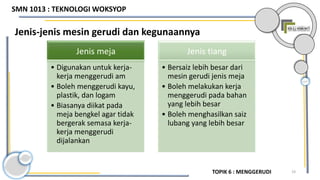

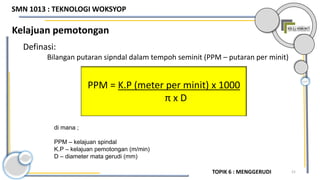



Dokumen ini membahas tentang teknologi dan proses menggerudi, termasuk jenis-jenis dan fungsi mata gerudi, serta mesin gerudi. Topik yang disorot mencakup sudut pemotongan, pemilihan jenis gerudi, langkah keselamatan, dan cara mengendalikan mesin gerudi. Informasi ini bertujuan untuk memberikan pemahaman mendalam tentang pengoperasian dan aplikasi praktis dalam kerja menggerudi.
























































































