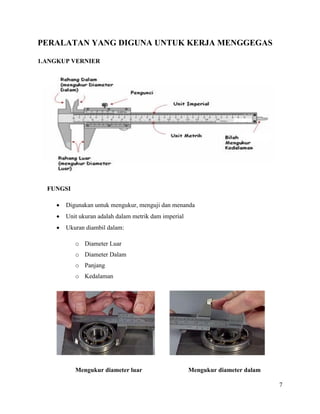
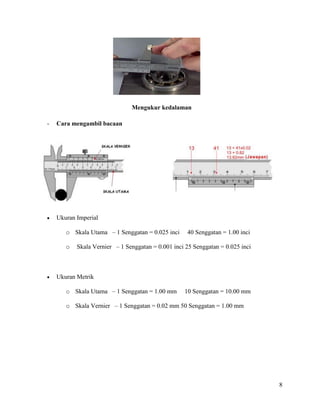
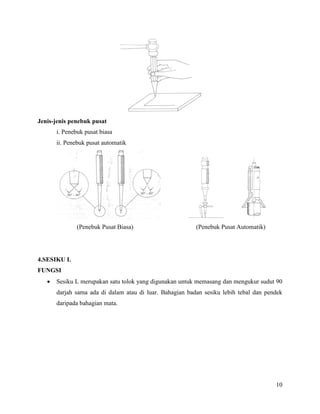
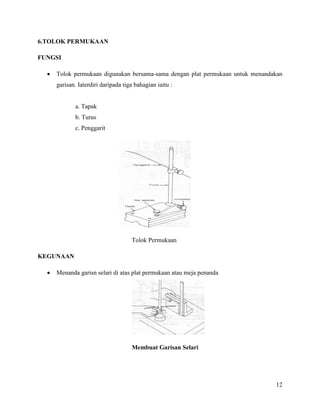
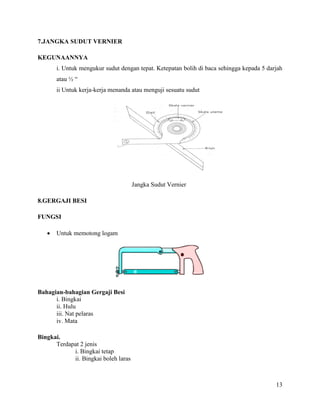
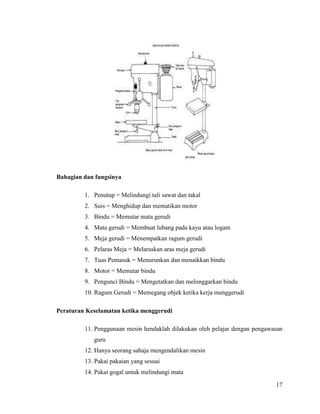
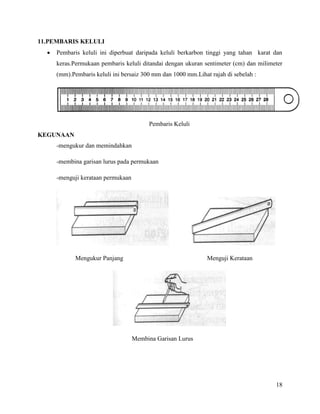
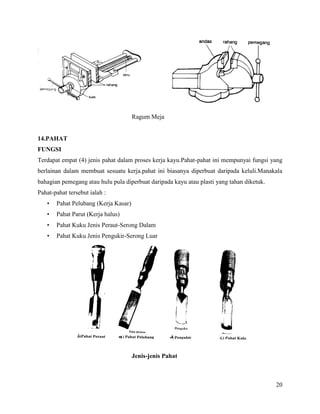
Dokumen tersebut memberikan ringkasan singkat tentang peralatan pengukuran dan alat yang digunakan dalam proses menggagas, beserta fungsi dan cara penggunaannya. Beberapa peralatan yang disebutkan antara lain angkup vernier, penggarit, penebuk pusat, sesiku L, plat sudut, tolok permukaan, jangka sudut vernier, gergaji besi, kikir, mesin gerudi lantai dan pembaris keluli.







































































































![Modul Ajar KBC SKI Kelas 6 MI [MODULKELAS.COM]](https://cdn.slidesharecdn.com/ss_thumbnails/modulajarkbcskikelas6mimodulkelas-260207160743-753abfd0-thumbnail.jpg?width=640&height=640&fit=bounds)








