Downloaded 654 times
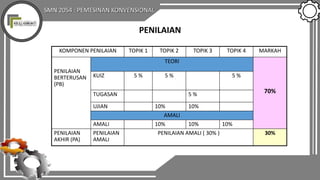




































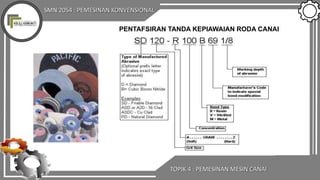


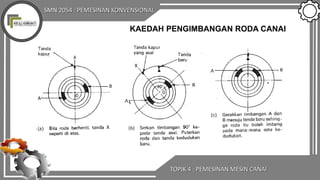


Dokumen ini membincangkan kursus pemesinan konvensional SMN 2054, termasuk pengenalan kepada bahagian mesin seperti mesin larik, mesin kisar, dan mesin pencanai, serta prosedur keselamatan yang perlu diikuti. Pelajar akan mempelajari dan melaksanakan pelbagai teknik pemesinan serta peralatan yang betul dan parameter pemesinan. Penilaian kursus melibatkan penilaian berterusan dan penilaian akhir bagi teori dan amali.















































