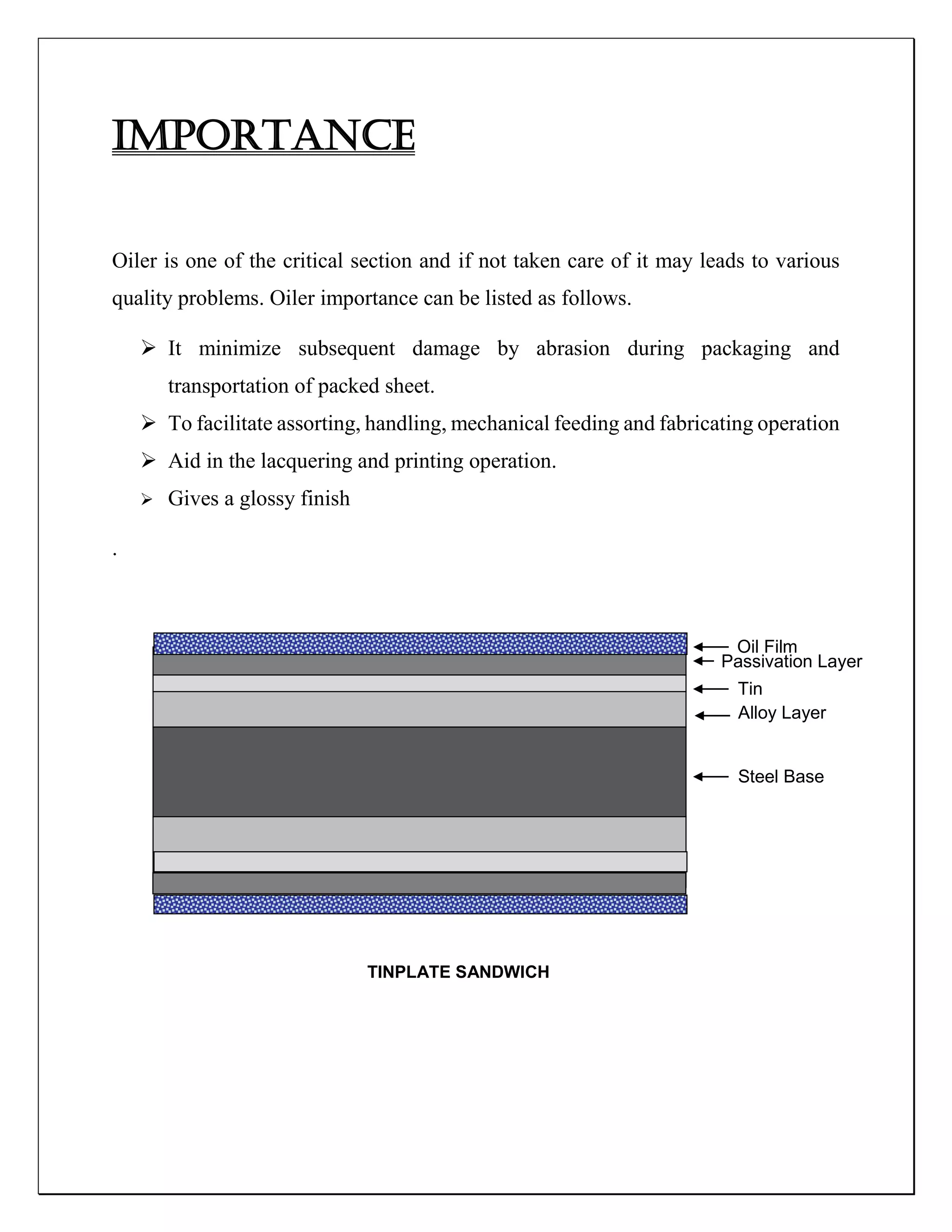
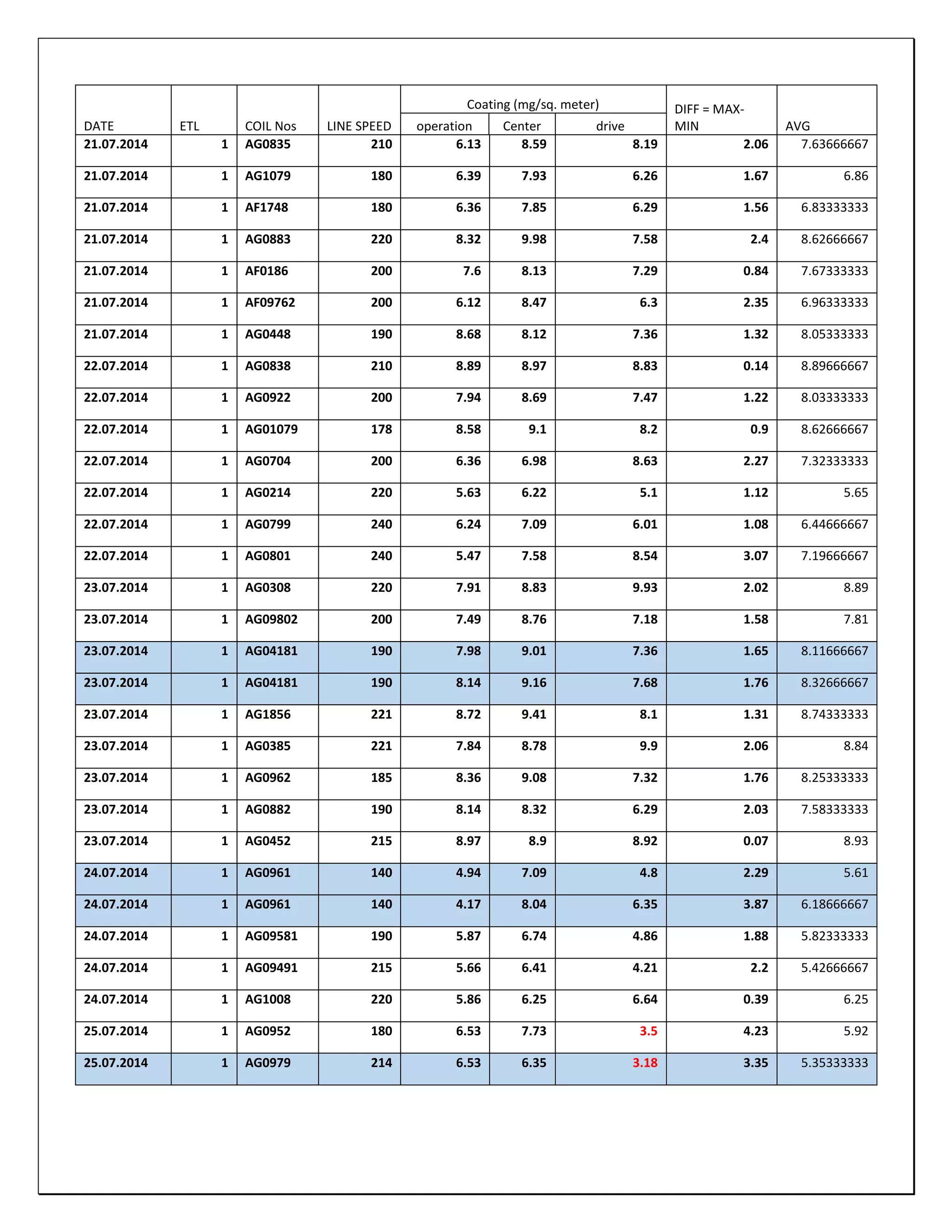
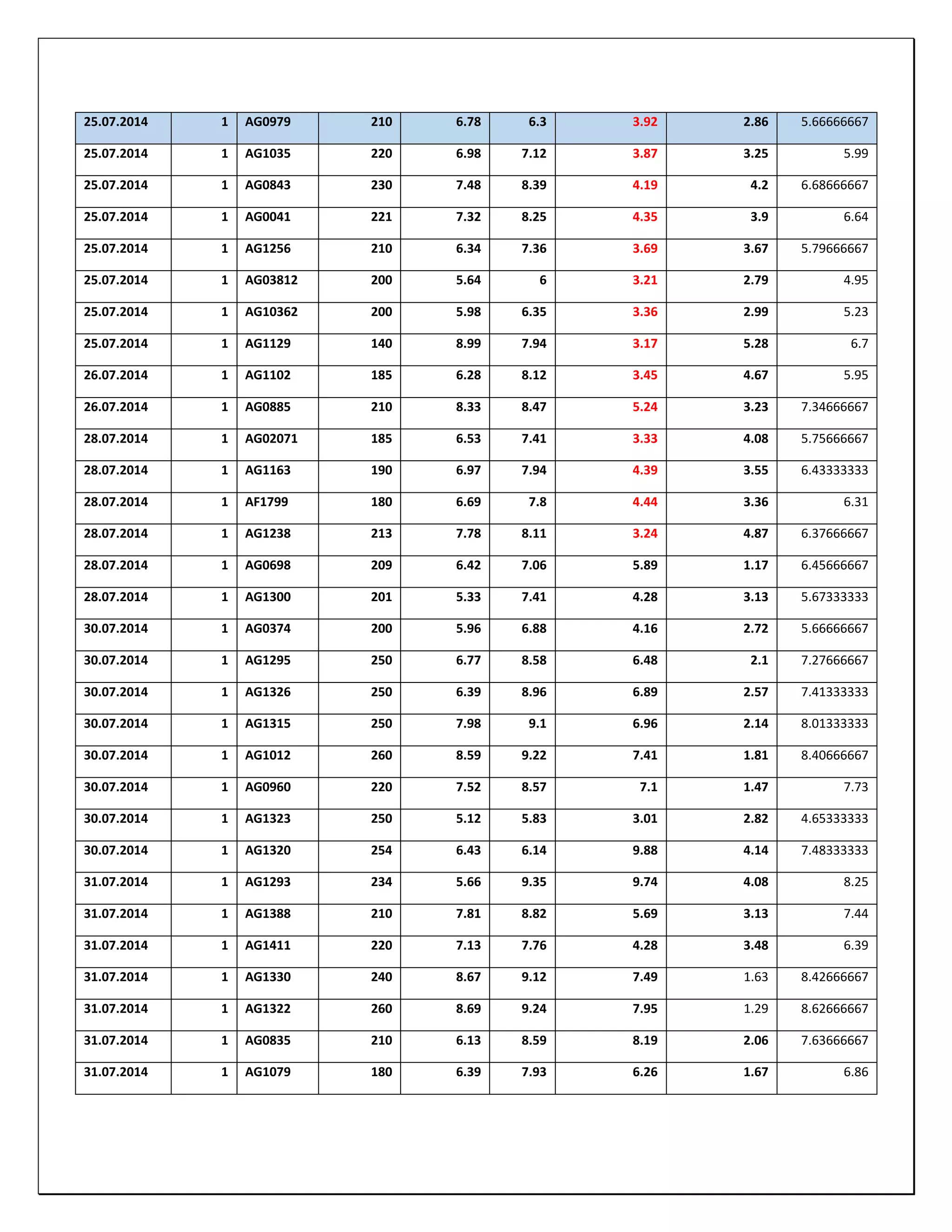
This document discusses upgrading the Trion electrostatic oiler at Tinplate Company of India Limited. The current oiler is not providing a uniform coating throughout sheets as required, coating is deviating from norms of 5-12 mg/sq meter. Upgrading maintenance and controls is proposed to achieve a uniform coating within specifications. The document outlines the oiler's importance, specifications, operating process, and effects of non-uniform coating. It recommends maintenance and data collection before and after a planned shutdown to improve coating uniformity.