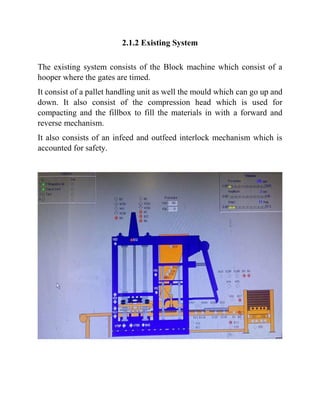
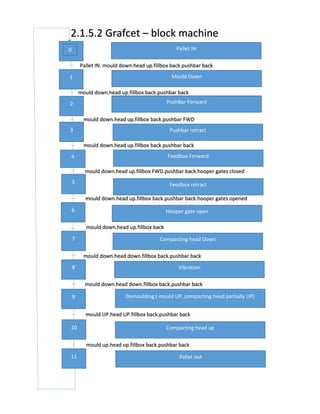
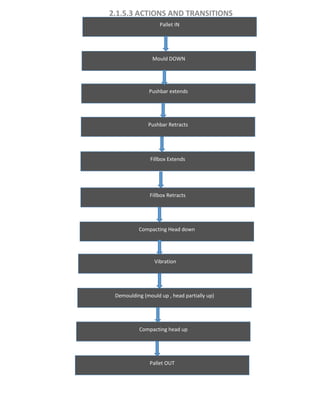
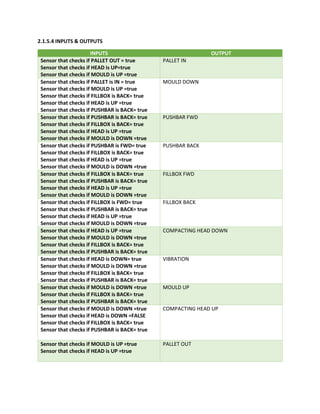
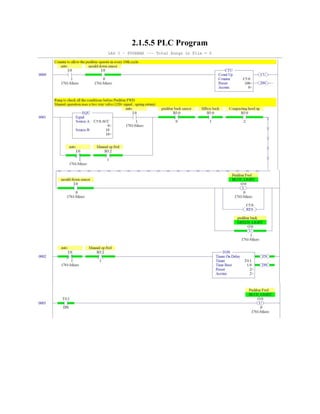
This document describes a project to add a pushbar cleaning mechanism to concrete handling equipment. It discusses using proximity sensors and a PLC to automate the mechanism. The PLC programming logic and inputs/outputs are described. Future projects proposed include automating height measurement of pavers and installing a cuber machine using a CODESYS open source programming software.