Downloaded 610 times
![ Cpk = Process Capability Index ; Ppk = Process Performance Index
Cpk and Ppk are used to indicate the spread of process about the
centre.
They give us the idea of how well the process is centered or how
much it has deviated from the centre.
They can tell us whether the process is acceptable or not as well as
whether the process is capable or not.
Cpk or Ppk = Min of [(Mean – LSL)/3σ] or[(USL-Mean)]/3σ]](https://image.slidesharecdn.com/seminarppt-150721095539-lva1-app6891/75/Six-Sigma-Process-Capability-9-2048.jpg)




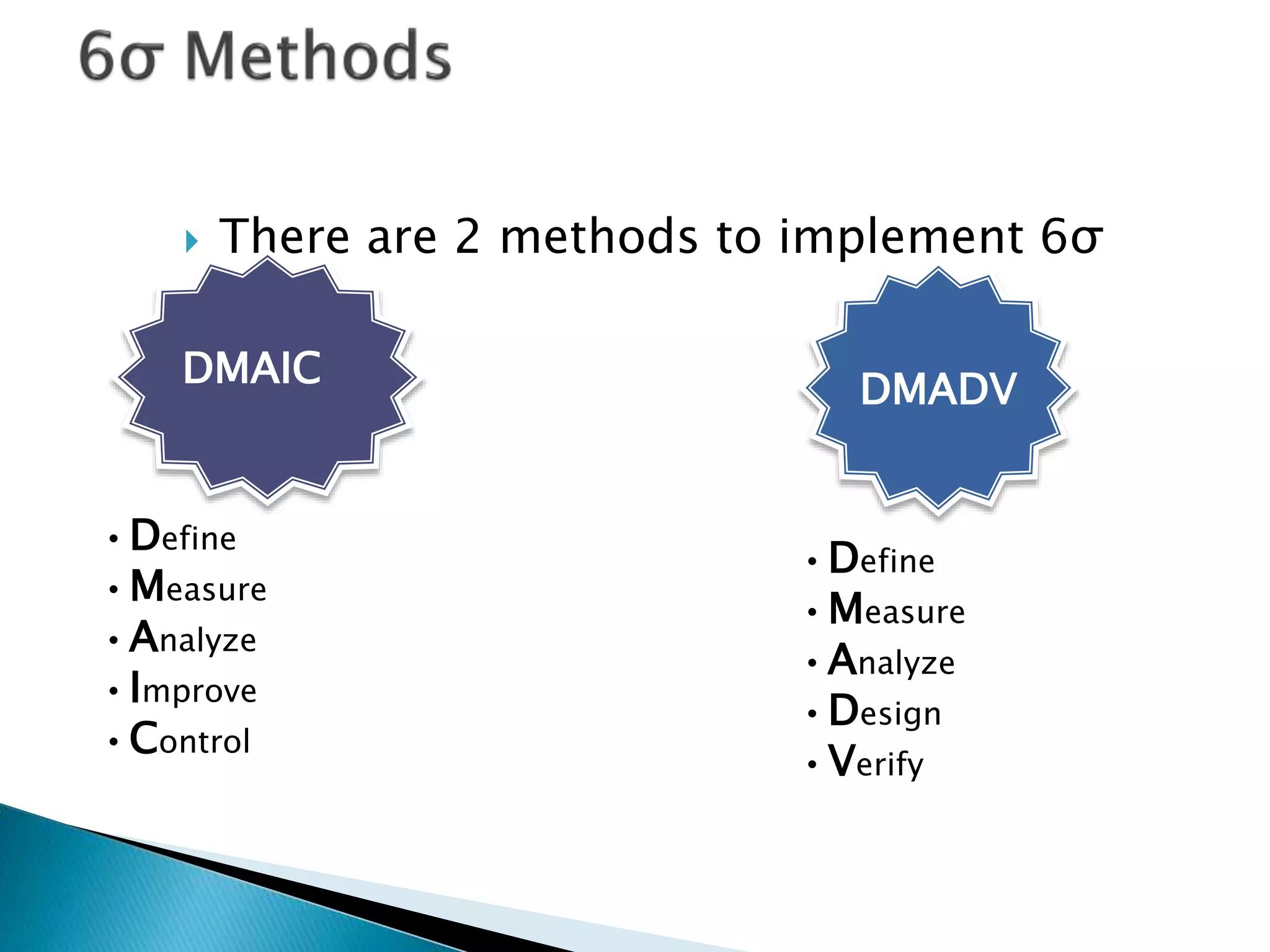
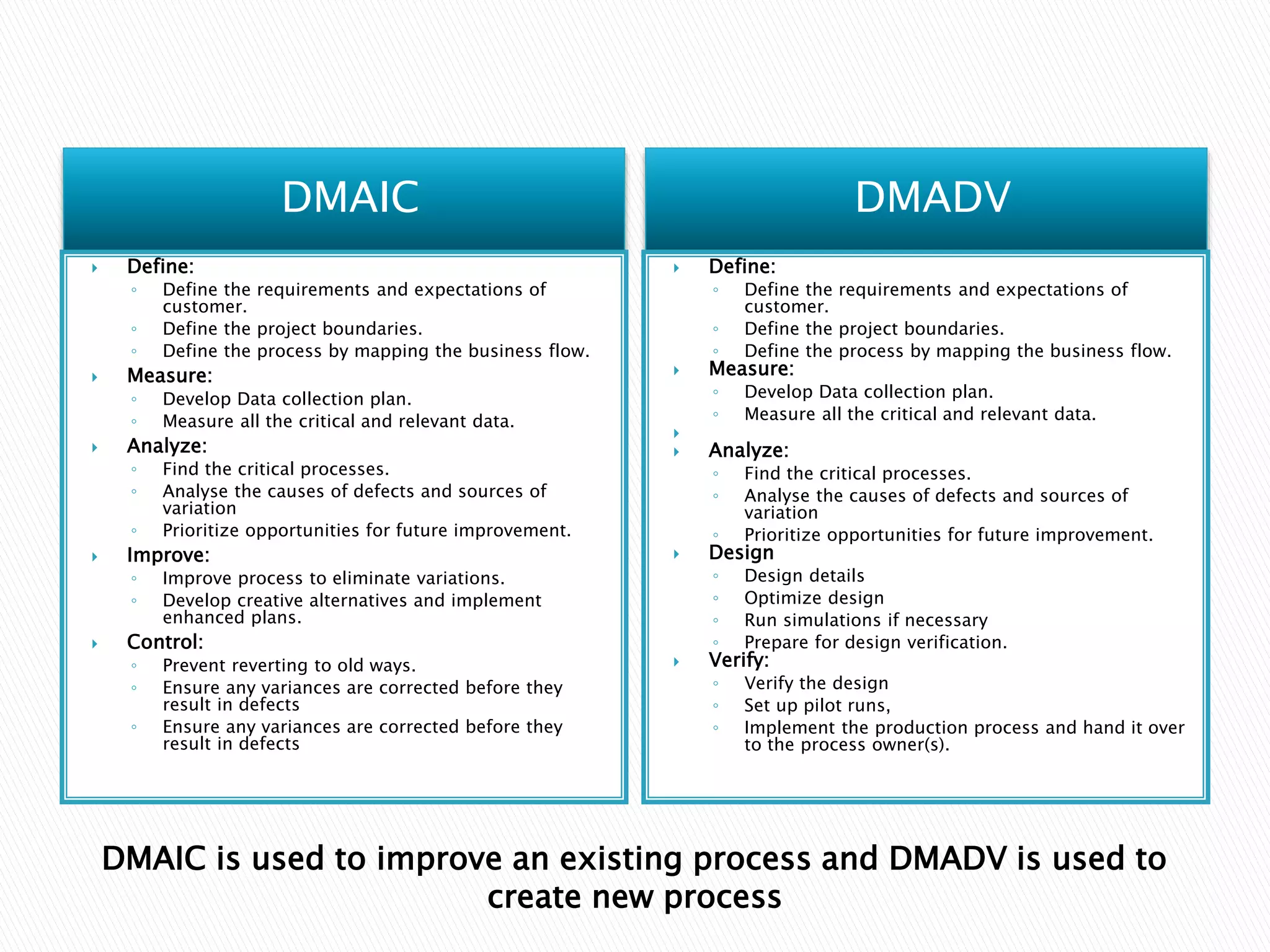
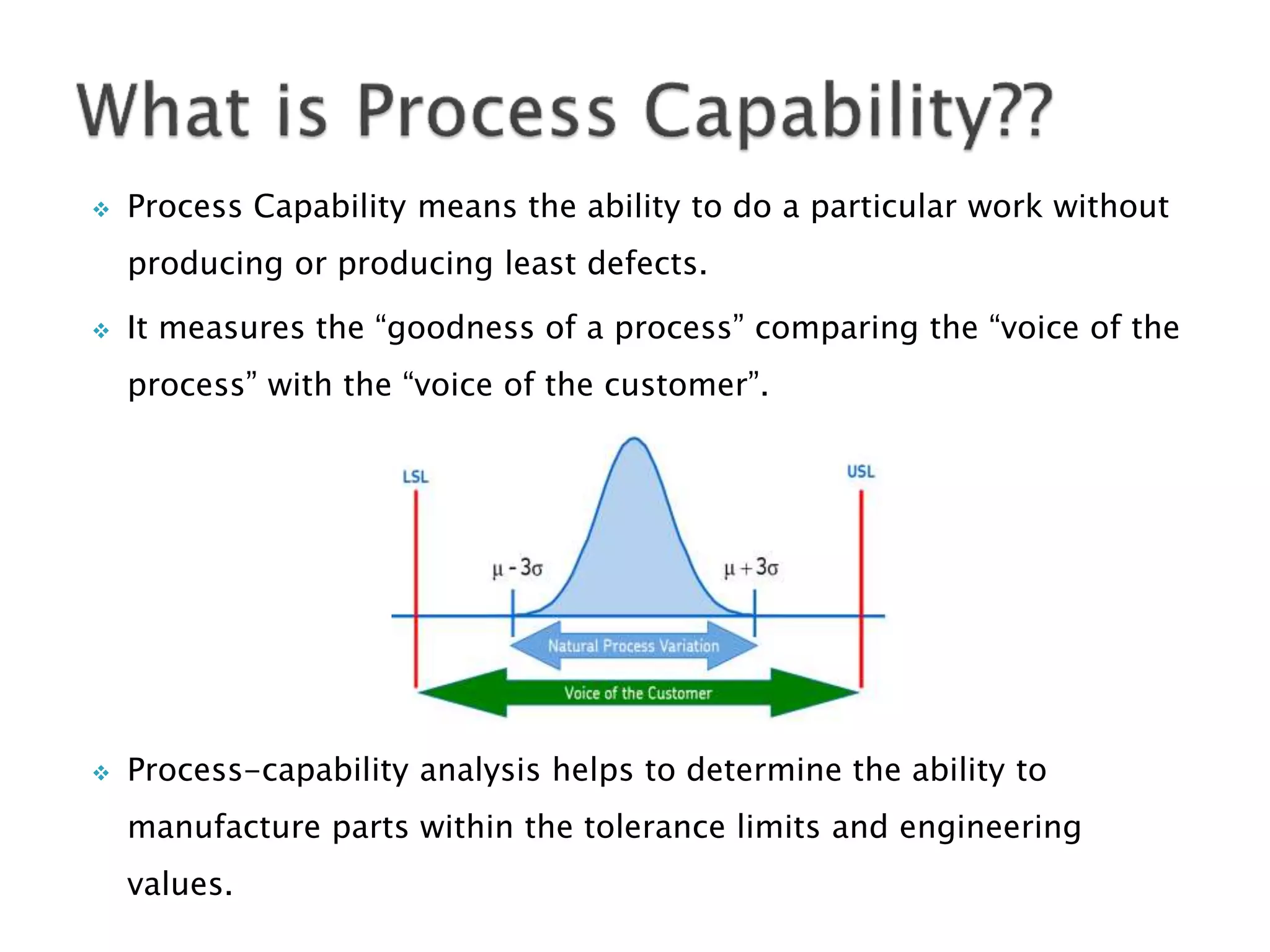
Six Sigma is a methodology that aims to improve processes by eliminating defects. It was developed at Motorola in 1986 and uses a "sigma level" to measure a process's capability and quality. There are two approaches: DMAIC focuses on improving existing processes, while DMADV creates new processes. Process capability indices like Cp, Cpk, Pp and Ppk are used to measure the variation within a process compared to specifications and determine if a process is capable and centered. These indices help identify issues to target for improvement and ensure stable, high quality processes.



































































