One of the welding processes that used in Engineering field is the metal inert gas welding. There are several types of welding processes similar to this, but MIG welding has its unique features.
Thanks for the colleagues who give this slides to publish.
One of the welding processes that used in Engineering field is the resistance welding. There are several types of welding processes similar to this, but resistance welding has its unique features.
Thanks for the colleagues who give this slides to publish.
One of the welding processes that used in Engineering field is the metal inert gas welding. There are several types of welding processes similar to this, but MIG welding has its unique features.
Thanks for the colleagues who give this slides to publish.
One of the welding processes that used in Engineering field is the resistance welding. There are several types of welding processes similar to this, but resistance welding has its unique features.
Thanks for the colleagues who give this slides to publish.
This chapter aims to provide basic backgrounds of different types of machining processes and highlights on an understanding of important parameters which affects machining of metals with their chip removals.
Metal cutting or Machining is the process of producing workpiece by removing unwanted material from a block of metal. in the form of chips. This process is most important since almost all the products get their final shape and size by metal removal. either directly or indirectly.
The major drawback of the process is loss of material in the form of chips. In this chapter. we shall have a fundamental understanding of the basic metal process.
Fundamentals of Metal cutting and Machining Processes
MACHINING OPERATIONS AND MACHINING TOOLS
Turning and Related Operations
Drilling and Related Operations
Milling
Machining Centers and Turning Centers
Other Machining Operations
High Speed Machining
Unit 2 Machinability, Cutting Fluids, Tool Life & Wear, Tool MaterialsMechbytes
Concept of machinability, machinability index, factors affecting machinability
Different mechanism of tool wear types of tool wear (crater, flank etc.), Measurement and control of tool wear
Concept of tool life, Taylor's tool life equation (including modified version)
Different tool materials and their applications including effect of tool coating
Introduction to economics of machining
Cutting fluids: types, properties, selection and application methods
One of the welding processes that used in Engineering field is the TIG welding. There are several types of welding processes similar to this, but tig welding has its unique features.
Thanks for the colleagues who give this slides to publish.
Advanced machining processes
Utilize chemical, electrical, and high-energy beams
Situations where traditional machining processes are
unsatisfactory or uneconomical:
– Workpiece material is too hard, strong, or tough.
– Workpiece is too flexible to resist cutting forces or too difficult
to clamp.
– Part shape is very complex with internal or external profiles
or small holes.
– Requirements for surface finish and tolerances are very high.
– Temperature rise or residual stresses are undesirable or
unacceptable.
So to eliminate this disadvantages non conventional machines can be used
Welding process
Arc Welding
Resistance Welding
Oxy fuel Gas Welding
Other Fusion Welding Processes
Solid State Welding
Weld Quality
Weld ability
Design Considerations in Welding
This chapter aims to provide basic backgrounds of different types of machining processes and highlights on an understanding of important parameters which affects machining of metals with their chip removals.
Metal cutting or Machining is the process of producing workpiece by removing unwanted material from a block of metal. in the form of chips. This process is most important since almost all the products get their final shape and size by metal removal. either directly or indirectly.
The major drawback of the process is loss of material in the form of chips. In this chapter. we shall have a fundamental understanding of the basic metal process.
Fundamentals of Metal cutting and Machining Processes
MACHINING OPERATIONS AND MACHINING TOOLS
Turning and Related Operations
Drilling and Related Operations
Milling
Machining Centers and Turning Centers
Other Machining Operations
High Speed Machining
Unit 2 Machinability, Cutting Fluids, Tool Life & Wear, Tool MaterialsMechbytes
Concept of machinability, machinability index, factors affecting machinability
Different mechanism of tool wear types of tool wear (crater, flank etc.), Measurement and control of tool wear
Concept of tool life, Taylor's tool life equation (including modified version)
Different tool materials and their applications including effect of tool coating
Introduction to economics of machining
Cutting fluids: types, properties, selection and application methods
One of the welding processes that used in Engineering field is the TIG welding. There are several types of welding processes similar to this, but tig welding has its unique features.
Thanks for the colleagues who give this slides to publish.
Advanced machining processes
Utilize chemical, electrical, and high-energy beams
Situations where traditional machining processes are
unsatisfactory or uneconomical:
– Workpiece material is too hard, strong, or tough.
– Workpiece is too flexible to resist cutting forces or too difficult
to clamp.
– Part shape is very complex with internal or external profiles
or small holes.
– Requirements for surface finish and tolerances are very high.
– Temperature rise or residual stresses are undesirable or
unacceptable.
So to eliminate this disadvantages non conventional machines can be used
Welding process
Arc Welding
Resistance Welding
Oxy fuel Gas Welding
Other Fusion Welding Processes
Solid State Welding
Weld Quality
Weld ability
Design Considerations in Welding
this presentation is about ultrasonic welding ,it shows what is ultra sonic welding and how does it work with some applications .
I am a student at port said university ,faculty of engineering ,production and mechanical design department .
About
Indigenized remote control interface card suitable for MAFI system CCR equipment. Compatible for IDM8000 CCR. Backplane mounted serial and TCP/Ethernet communication module for CCR remote access. IDM 8000 CCR remote control on serial and TCP protocol.
• Remote control: Parallel or serial interface.
• Compatible with MAFI CCR system.
• Compatible with IDM8000 CCR.
• Compatible with Backplane mount serial communication.
• Compatible with commercial and Defence aviation CCR system.
• Remote control system for accessing CCR and allied system over serial or TCP.
• Indigenized local Support/presence in India.
• Easy in configuration using DIP switches.
Technical Specifications
Indigenized remote control interface card suitable for MAFI system CCR equipment. Compatible for IDM8000 CCR. Backplane mounted serial and TCP/Ethernet communication module for CCR remote access. IDM 8000 CCR remote control on serial and TCP protocol.
Key Features
Indigenized remote control interface card suitable for MAFI system CCR equipment. Compatible for IDM8000 CCR. Backplane mounted serial and TCP/Ethernet communication module for CCR remote access. IDM 8000 CCR remote control on serial and TCP protocol.
• Remote control: Parallel or serial interface
• Compatible with MAFI CCR system
• Copatiable with IDM8000 CCR
• Compatible with Backplane mount serial communication.
• Compatible with commercial and Defence aviation CCR system.
• Remote control system for accessing CCR and allied system over serial or TCP.
• Indigenized local Support/presence in India.
Application
• Remote control: Parallel or serial interface.
• Compatible with MAFI CCR system.
• Compatible with IDM8000 CCR.
• Compatible with Backplane mount serial communication.
• Compatible with commercial and Defence aviation CCR system.
• Remote control system for accessing CCR and allied system over serial or TCP.
• Indigenized local Support/presence in India.
• Easy in configuration using DIP switches.
Event Management System Vb Net Project Report.pdfKamal Acharya
In present era, the scopes of information technology growing with a very fast .We do not see any are untouched from this industry. The scope of information technology has become wider includes: Business and industry. Household Business, Communication, Education, Entertainment, Science, Medicine, Engineering, Distance Learning, Weather Forecasting. Carrier Searching and so on.
My project named “Event Management System” is software that store and maintained all events coordinated in college. It also helpful to print related reports. My project will help to record the events coordinated by faculties with their Name, Event subject, date & details in an efficient & effective ways.
In my system we have to make a system by which a user can record all events coordinated by a particular faculty. In our proposed system some more featured are added which differs it from the existing system such as security.
Quality defects in TMT Bars, Possible causes and Potential Solutions.PrashantGoswami42
Maintaining high-quality standards in the production of TMT bars is crucial for ensuring structural integrity in construction. Addressing common defects through careful monitoring, standardized processes, and advanced technology can significantly improve the quality of TMT bars. Continuous training and adherence to quality control measures will also play a pivotal role in minimizing these defects.
Democratizing Fuzzing at Scale by Abhishek Aryaabh.arya
Presented at NUS: Fuzzing and Software Security Summer School 2024
This keynote talks about the democratization of fuzzing at scale, highlighting the collaboration between open source communities, academia, and industry to advance the field of fuzzing. It delves into the history of fuzzing, the development of scalable fuzzing platforms, and the empowerment of community-driven research. The talk will further discuss recent advancements leveraging AI/ML and offer insights into the future evolution of the fuzzing landscape.
Vaccine management system project report documentation..pdfKamal Acharya
The Division of Vaccine and Immunization is facing increasing difficulty monitoring vaccines and other commodities distribution once they have been distributed from the national stores. With the introduction of new vaccines, more challenges have been anticipated with this additions posing serious threat to the already over strained vaccine supply chain system in Kenya.
Sachpazis:Terzaghi Bearing Capacity Estimation in simple terms with Calculati...Dr.Costas Sachpazis
Terzaghi's soil bearing capacity theory, developed by Karl Terzaghi, is a fundamental principle in geotechnical engineering used to determine the bearing capacity of shallow foundations. This theory provides a method to calculate the ultimate bearing capacity of soil, which is the maximum load per unit area that the soil can support without undergoing shear failure. The Calculation HTML Code included.
Explore the innovative world of trenchless pipe repair with our comprehensive guide, "The Benefits and Techniques of Trenchless Pipe Repair." This document delves into the modern methods of repairing underground pipes without the need for extensive excavation, highlighting the numerous advantages and the latest techniques used in the industry.
Learn about the cost savings, reduced environmental impact, and minimal disruption associated with trenchless technology. Discover detailed explanations of popular techniques such as pipe bursting, cured-in-place pipe (CIPP) lining, and directional drilling. Understand how these methods can be applied to various types of infrastructure, from residential plumbing to large-scale municipal systems.
Ideal for homeowners, contractors, engineers, and anyone interested in modern plumbing solutions, this guide provides valuable insights into why trenchless pipe repair is becoming the preferred choice for pipe rehabilitation. Stay informed about the latest advancements and best practices in the field.
Overview of the fundamental roles in Hydropower generation and the components involved in wider Electrical Engineering.
This paper presents the design and construction of hydroelectric dams from the hydrologist’s survey of the valley before construction, all aspects and involved disciplines, fluid dynamics, structural engineering, generation and mains frequency regulation to the very transmission of power through the network in the United Kingdom.
Author: Robbie Edward Sayers
Collaborators and co editors: Charlie Sims and Connor Healey.
(C) 2024 Robbie E. Sayers
CFD Simulation of By-pass Flow in a HRSG module by R&R Consult.pptxR&R Consult
CFD analysis is incredibly effective at solving mysteries and improving the performance of complex systems!
Here's a great example: At a large natural gas-fired power plant, where they use waste heat to generate steam and energy, they were puzzled that their boiler wasn't producing as much steam as expected.
R&R and Tetra Engineering Group Inc. were asked to solve the issue with reduced steam production.
An inspection had shown that a significant amount of hot flue gas was bypassing the boiler tubes, where the heat was supposed to be transferred.
R&R Consult conducted a CFD analysis, which revealed that 6.3% of the flue gas was bypassing the boiler tubes without transferring heat. The analysis also showed that the flue gas was instead being directed along the sides of the boiler and between the modules that were supposed to capture the heat. This was the cause of the reduced performance.
Based on our results, Tetra Engineering installed covering plates to reduce the bypass flow. This improved the boiler's performance and increased electricity production.
It is always satisfying when we can help solve complex challenges like this. Do your systems also need a check-up or optimization? Give us a call!
Work done in cooperation with James Malloy and David Moelling from Tetra Engineering.
More examples of our work https://www.r-r-consult.dk/en/cases-en/
Cosmetic shop management system project report.pdfKamal Acharya
Buying new cosmetic products is difficult. It can even be scary for those who have sensitive skin and are prone to skin trouble. The information needed to alleviate this problem is on the back of each product, but it's thought to interpret those ingredient lists unless you have a background in chemistry.
Instead of buying and hoping for the best, we can use data science to help us predict which products may be good fits for us. It includes various function programs to do the above mentioned tasks.
Data file handling has been effectively used in the program.
The automated cosmetic shop management system should deal with the automation of general workflow and administration process of the shop. The main processes of the system focus on customer's request where the system is able to search the most appropriate products and deliver it to the customers. It should help the employees to quickly identify the list of cosmetic product that have reached the minimum quantity and also keep a track of expired date for each cosmetic product. It should help the employees to find the rack number in which the product is placed.It is also Faster and more efficient way.
Cosmetic shop management system project report.pdf
Resistance welding
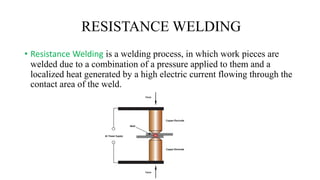
1. RESISTANCE WELDING
• Resistance Welding is a welding process, in which work pieces are
welded due to a combination of a pressure applied to them and a
localized heat generated by a high electric current flowing through the
contact area of the weld.
2. APPLICATION IN AUTOMOBILE
• USE
Spot welding is widely used in automotive
industry for joining vehicle body parts.
4. The following metals may be welded by
Resistance Welding
• Low carbon steels - the widest application of Resistance Welding
• Aluminum alloys
• Medium carbon steels, high carbon steels and Alloy steels (may be
welded, but the weld is brittle)
5. Advantages of Resistance Welding
• High welding rates;
• Low fumes;
• Cost effectiveness;
• Easy automation;
• No filler materials are required;
• Low distortions
6. Disadvantages of Resistance Welding
• High equipment cost;
• Low strength of discontinuous welds;
• Thickness of welded sheets is limited - up to 1/4” (6 mm);