The document discusses the implementation of a programmable logic controller (PLC) for controlling and automating a conveyor sorting system. It highlights the benefits of using PLCs over traditional relay systems, detailing the components and programming methods involved in creating an efficient sorting mechanism for metals and non-metals. The proposed system aims to enhance production efficiency and reduce the labor required in manufacturing environments.

![IDL - International Digital Library Of
Technology& Research
Volume 1, Issue 7, July 2017 Availableat: www.dbpublications.org
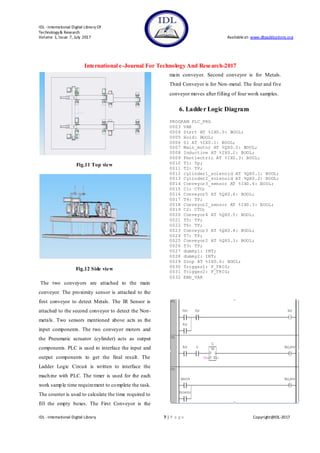
International e-Journal For Technology And Research-2017
IDL - International Digital Library 2 | P a g e Copyright@IDL-2017
the ladder, between these two vertical lines. In
drawing a ladder diagram, certain conventions are
adopted implementing of Delta PLC for shorting of
machine has greatly reduced the complexity
involved in completing this project. Every
production unit of mass production can make use of
this king of system. Many more industries can be
identified for the application of the system[1].
Chitra.S, and Vijaya Raghavan, PLCs are well-
adapted to a range of automation tasks. These are
typically useful in industrial processes in
manufacturing where the cost of developing and
maintaining the automation system is high relative
to the total cost of the automation, and where
changes to the system would be expected during its
operational life. PLCs contain input and output
devices compatible with industrial pilot devices and
controls; little electrical design is required, and the
design problem centres on expressing the desired
sequence of operations in ladder logic (or function
chart) notation. PLC applications are typically
highly customized systems so the cost of a
packaged PLC is low compared to the cost of a
specific custom-built controller design. On the
other hand, in the case of mass-produced goods,
customized control systems are economic due to
the lower cost of the components, which can be
optimally chosen instead of a "generic" solution,
and where the non-recurring engineering charges
are spread over thousands of places [2].
Sanjay Prakash Dabadea, Rohan Prakash Chumble
The automatic sorting machine using conveyor belt
is basically useful for sorting the products in the
industry specifically large scale industries where
mass production is carried out. The machine also
reduces the efforts of the workers by reducing the
time spent for material handling. The application
area of this machine is very wide in industries
where automation is built [3].
Ganesh B.Shinde, Vishal P.Ghadage, Akshay A.
Gadhave, and Dr.D.k.Shedge In industry the
production speed should be high because the
demand of the product is more. But when we check
weight of the object manually then it will take more
time for checking the weight and overall speed the
production will decrease. So by using this auto
weighing control system we totally overcome this
problem.PLC will handled all the operation
regarding the weight of the job. And operate the
pneumatic cylinder according to the weight of the
job. The pneumatic cylinder will remove the faulty
job from the conveyor belt and pass the accurate
job successfully [4].
Shreeya V, Kulkarni Swati R, Bhosale Priyanka P,
Bandewar, G.B.Firame, Kashibai Nava In most of
the industries the sorting system runs by PLC
which is expensive and only can be used in large
industries. This system is less expensive as
microcontroller is used. The system is compact and
quick in operation so can be used in small scale
industries, ware houses, currier services. Raspberry
pi is used so the controlling is easy and effective.
The response time of raspberry pi is less so image
detected and decoded in short period of time. The
sorting speed is 12 box/min i.e. 720 box/ hour, it is
faster than existing system[5].
G. Sujatha, and V. Perasiriyan, The designed
conveyor sorting module can be used for different](https://image.slidesharecdn.com/tr00125-170818123457/85/PLC-Controlled-Automated-Multiple-Conveyor-System-for-Sorting-Process-2-320.jpg)
![IDL - International Digital Library Of
Technology& Research
Volume 1, Issue 7, July 2017 Availableat: www.dbpublications.org
International e-Journal For Technology And Research-2017
IDL - International Digital Library 3 | P a g e Copyright@IDL-2017
logics that can be applied in conveyer sorting. To
sense the object and sort the small one to Right bin,
Large one to middle bin and Medium one to centre
bin. To sense the object only the medium size
object to centre or left or right bin and if small or
big object is sensed stop conveyer-2 immediately
and blink Cycle on LED DO-0 at interval. Once the
object is removed from the conveyer, stop blinking
and wait to accept the Object Loading again. To
sort only Small and Medium height Object so that
once the big object is sensed stop the conveyer. To
sort the Small object 4 nos, Medium object 4 nos.
and big object 4 no. to the bin and stop sensing till
reset button is sensed. To sort the objects in
ascending order according to the size and stop the
conveyer if the sequence is wrong [6].
Vitthal G. Chikte, Priyanka D. Ughade. They have
tried best to create a setup that will decrease human
effort and succeeded to an extent by using the low
cost automation system (LAC).Avoid risk at
hazardous places, improve accuracy, and increase
speed of production. Limitations will be there due
to the practical difficulties in programming of the
project according to the availability of the materials
and components. The setup can be further
improved to a Sorting system that sorts the items
based on the colour and height simultaneously.
This can be achieved using the sensors that can
emit light radiation of different wavelengths. In
industry it can be used for sorting of various
objects, tools, with high degree of accuracy and
quality with an automation. Operations in food
processing industries which used to be carried out
under totally hygienic conditions from the report
have gained knowledge to some extent and thus it
acts as a learning tree. Comments that which ration
itemhe is going to buy [7].
Kunhimohammed.C.K, Muhammed Saifudeen
K. K, Sahna S, Gokul M. S and Shaeez Usman
Abdulla. They have developed a sorting machine
using PLC for automatic colour sorting, taking in to
consideration three colours namely Green, Red and
Black. It consumed two months to produce the
prototype with the expense of Rs.2000. It may
note that the green object and the red object lying
in different sections of the container placed on the
second conveyor belt [8].
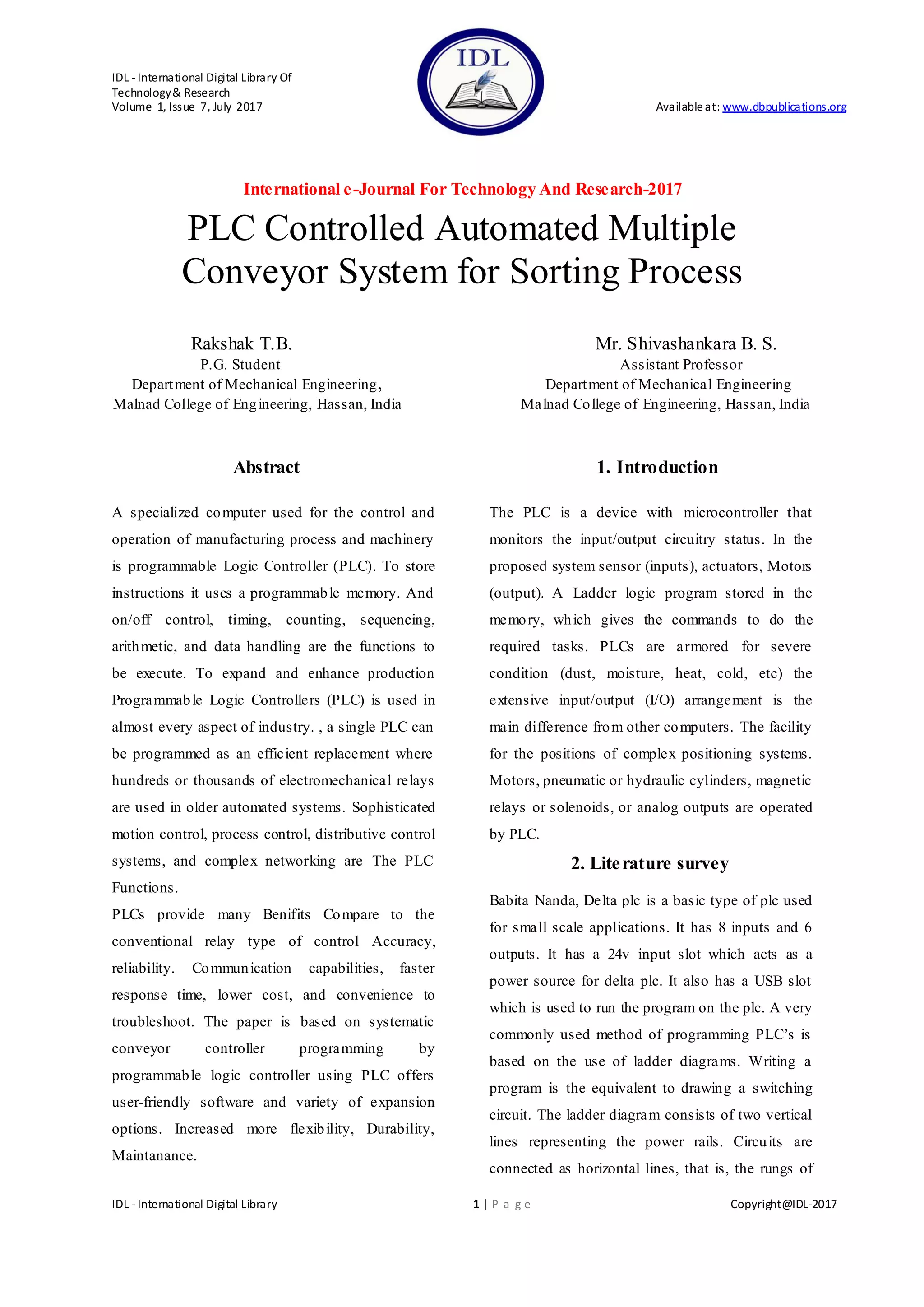
3. Block Diagram and Flow Chart](https://image.slidesharecdn.com/tr00125-170818123457/85/PLC-Controlled-Automated-Multiple-Conveyor-System-for-Sorting-Process-3-320.jpg)
![IDL - International Digital Library Of
Technology& Research
Volume 1, Issue 7, July 2017 Availableat: www.dbpublications.org
International e-Journal For Technology And Research-2017
IDL - International Digital Library 5 | P a g e Copyright@IDL-2017
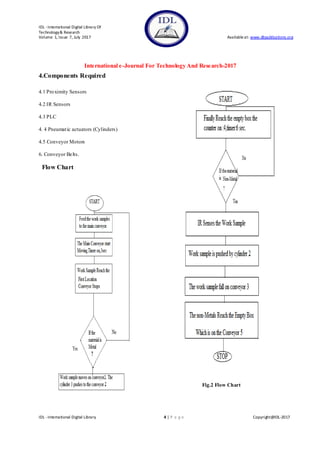
4.1 Proximity sensors
These are used to detect metals. In the proposed
system the proximity sensors are fixed at the first
position.
Fig.3 Structure of an inductive proximity sensor
[13]
4.2 IR sensors
These are used to sense the Non-metals. The
working principle is as shown in the fig.3
Fig.4 IR Sensor [4]
4.3 Programmable logic controller
This is used to interface the inputs and output
Devices. The ladder logic circuit is used to
interface Process. (PLC)
Fig.5 PLC kit [13]
4.4 Pneumatic actuators (Cylinders)
The cylinder acts as an output devices which are
used to push the work samples to the conveyors
which are attached to the main conveyor.
Fig.6 Cylinder [13]
4.5 Conveyor Motors
Motor is an electric device which converts
Electrical energy into mechanical Energy. In the
proposed system the mechanical force is used to
move the conveyors.
Fig.7 Pulley and DC Motor in the Prototype
[13]
4. 6 Conveyor Belts](https://image.slidesharecdn.com/tr00125-170818123457/85/PLC-Controlled-Automated-Multiple-Conveyor-System-for-Sorting-Process-5-320.jpg)
![IDL - International Digital Library Of
Technology& Research
Volume 1, Issue 7, July 2017 Availableat: www.dbpublications.org
International e-Journal For Technology And Research-2017
IDL - International Digital Library 6 | P a g e Copyright@IDL-2017
Fig.8 (a) Belts of Conveyor, (b) Belts of
Conveyor with Pulley [13].
These are used to move the work samples From
initial position to final position.
5. 3D-Modelling
Fig.9 (a) Isometric View of a Model
Fig.9 (b) Isometric View of a Model
Fig.10 Front view of a model](https://image.slidesharecdn.com/tr00125-170818123457/85/PLC-Controlled-Automated-Multiple-Conveyor-System-for-Sorting-Process-6-320.jpg)

![IDL - International Digital Library Of
Technology& Research
Volume 1, Issue 7, July 2017 Availableat: www.dbpublications.org
International e-Journal For Technology And Research-2017
IDL - International Digital Library 9 | P a g e Copyright@IDL-2017
References
[1] G. Sujatha and V. Perasiriyan “Conveyor
Control and Sorting Module Controlled by
Programmable Logic Controller”, International
Journal of Applied Engineering and Technology
ISSN: 2277-212X (Online) An Open Access,
Online International Journal Available. Vol. 4 (2)
April-June 2014, pp.12-18.
[2]. Babita Nanda “Automatic Sorting Machine
using DELTA PLC”, International Journal of
Innovative Research in Advanced Engineering
(IJIRAE) Volume 1 Issue 7 (August 2014), pp.
235-242.
[3]. Ganesh B.Shinde, Vishal P.Ghadage, Akshay
A. Gadhave, Dr.D.k.Shedge “PLC Based Auto
Weighing Control System”, International Journal of
Engineering and Technical Research (IJETR),
Volume-3, Issue-03, March 2015, pp. 213-216.
[4]. Chitra.S, Vijaya Raghavan “Conveyor Control
Using Programmable Logic Controller”,
International Journal of Advancements in Research
& Technology, Volume 3, Issue 8, August-2014,
pp. 25-31.
[5]. Kunhimohammed C. K, Muhammed Saifudeen
K. K, Sahna S, Gokul M. S and Shaeez Usman
Abdulla “Automatic Colour Sorting Machine Using
TCS230 Colour Sensor And PIC Microcontroller”,
International Journal of Research and Innovations
in Science and Technology Volume 2 .2015, pp.33-
38.
[6]. Shreeya V. Kulkarni Swati R. Bhosale
Priyanka P. Bandewar, Smt.Kashibai “Automatic
Box Sorting Machine”, IJSRD - International
Journal for Scientific Research & Development,
Vol. 4, Issue 04, 2016, pp.57-58.
[7]. Vitthal G.Chikte Priyanka D.Ughade
“Industrial Automation of Object Sorting System
Using Programmable. Logic Controller (PLC)”,
International Journal of Engineering Applications
and Technology.
[8]. Mr. Akshay K. Naphade, Prof.Manish J.
Deshmukh,” A Review of Improved Automated
Conveyor with auto Separated System for Oil
Packaging Industry”, International Journal of
Research in Advent Technology, Vol.5, No.2,
February 2017, pp.19-23.
[9]. Agaskar Ankit, Joshi Shreyas, Annaldas
Lalitkumar, Ajgaonkar Prachi,” MATLAB –
Arduino based Industrial Conveyor Belt”,
International Journal of Computer Applications
(0975 – 8887), pp.7-11.
[10]. Prof.Nilima Bargal, Aditya Deshpande, Rucha
Kulkarni, Rucha Moghe, “PLC Based Object
Sorting Automation”, International Research
Journal of Engineering and Technology (IRJET)
Volume: 03 Issue: 07 July-2016, pp.103-108.
[11]. Vishnu R. Kale, V. A. Kulkarni, “Object
Sorting System Using Robotic ARM”, International
Journal of Advanced Research in Electrical,
Electronics and Instrumentation Engineering Vol.
2, Issue 7, July 2013,pp. 3400-3407.
[12]. Ashwini Bhiungade, “Automation of
Conveyor Using PLC”, International Journal of
Current Engineering and Science Research
(IJCESR)”, Volume-2, Issue-4, 2015.pp. 39-42.
[13]. Alhade A. Algitta , Mustafa S., Ibrahim F.,
Abdalruof N and Yousef M”Automated Packaging
Machine Using PLC” IJISET - International
Journal of Innovative Science, Engineering &
Technology, Vol.3, Issue: 3, March 2015, pp.282-
288.](https://image.slidesharecdn.com/tr00125-170818123457/85/PLC-Controlled-Automated-Multiple-Conveyor-System-for-Sorting-Process-9-320.jpg)