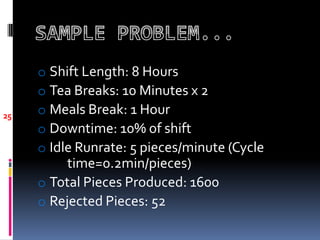
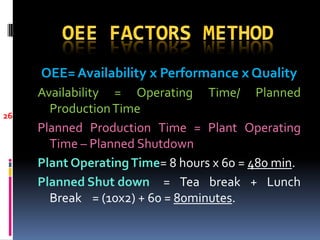
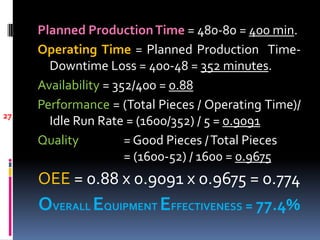
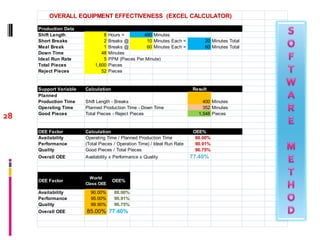
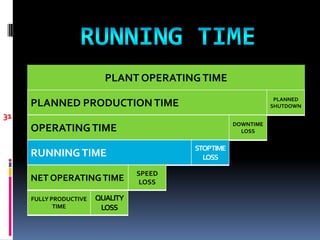
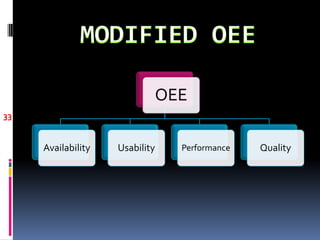
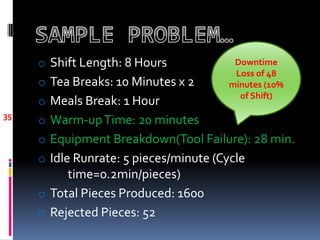
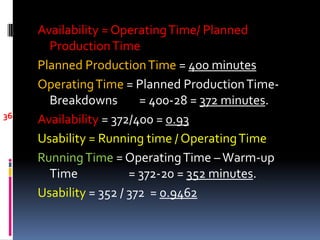
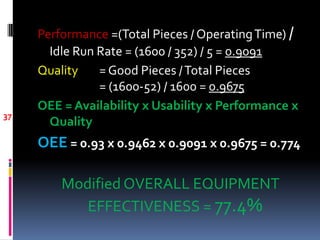
This document provides an introduction to Overall Equipment Effectiveness (OEE) including definitions of key terms and calculations. It discusses the six big losses that reduce productivity, and how OEE is calculated based on availability, performance, and quality. An example calculation is shown to demonstrate how OEE, availability, performance, and quality are determined based on production data. Finally, it compares the calculated OEE to world class benchmarks.