Downloaded 262 times

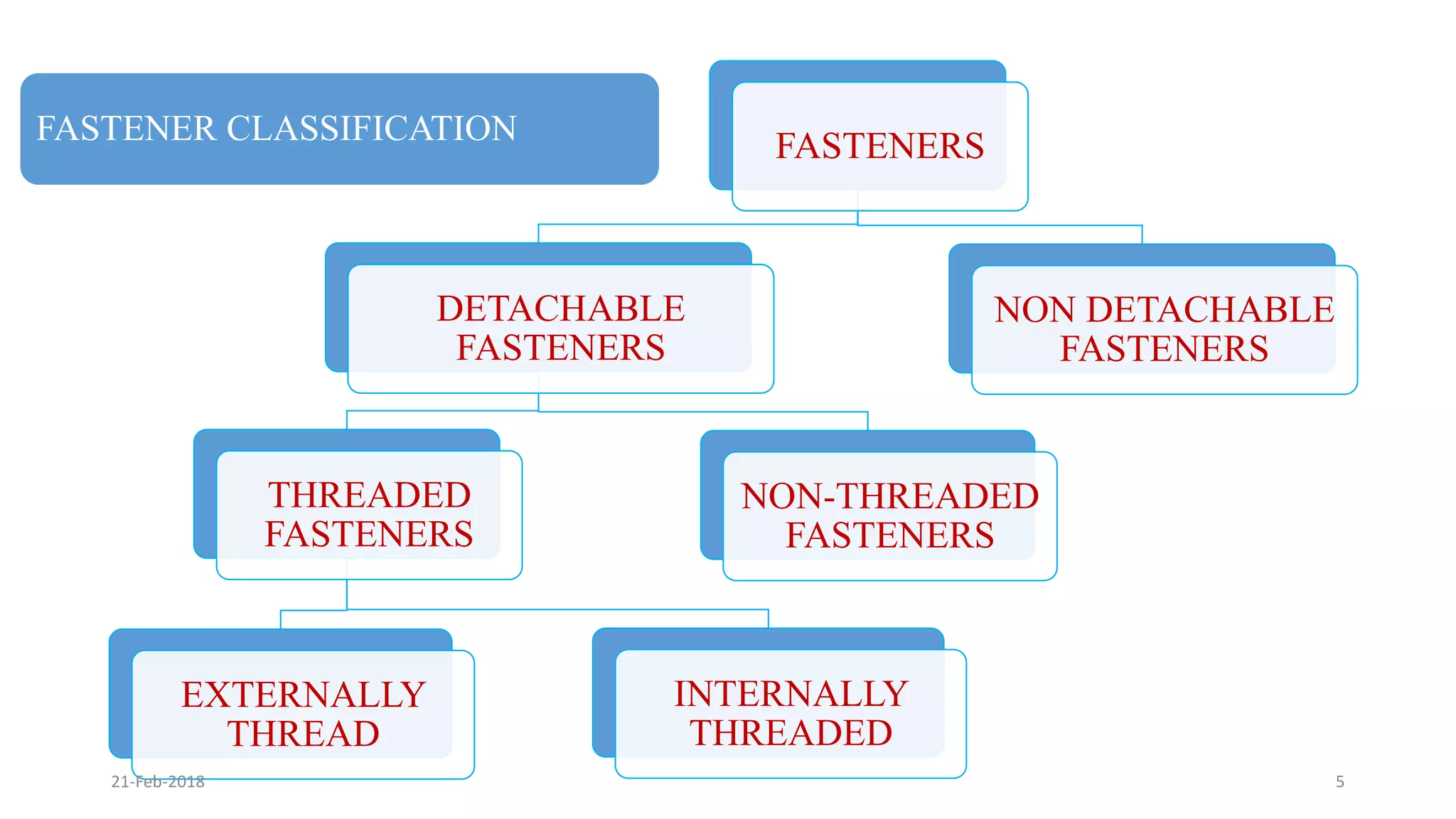





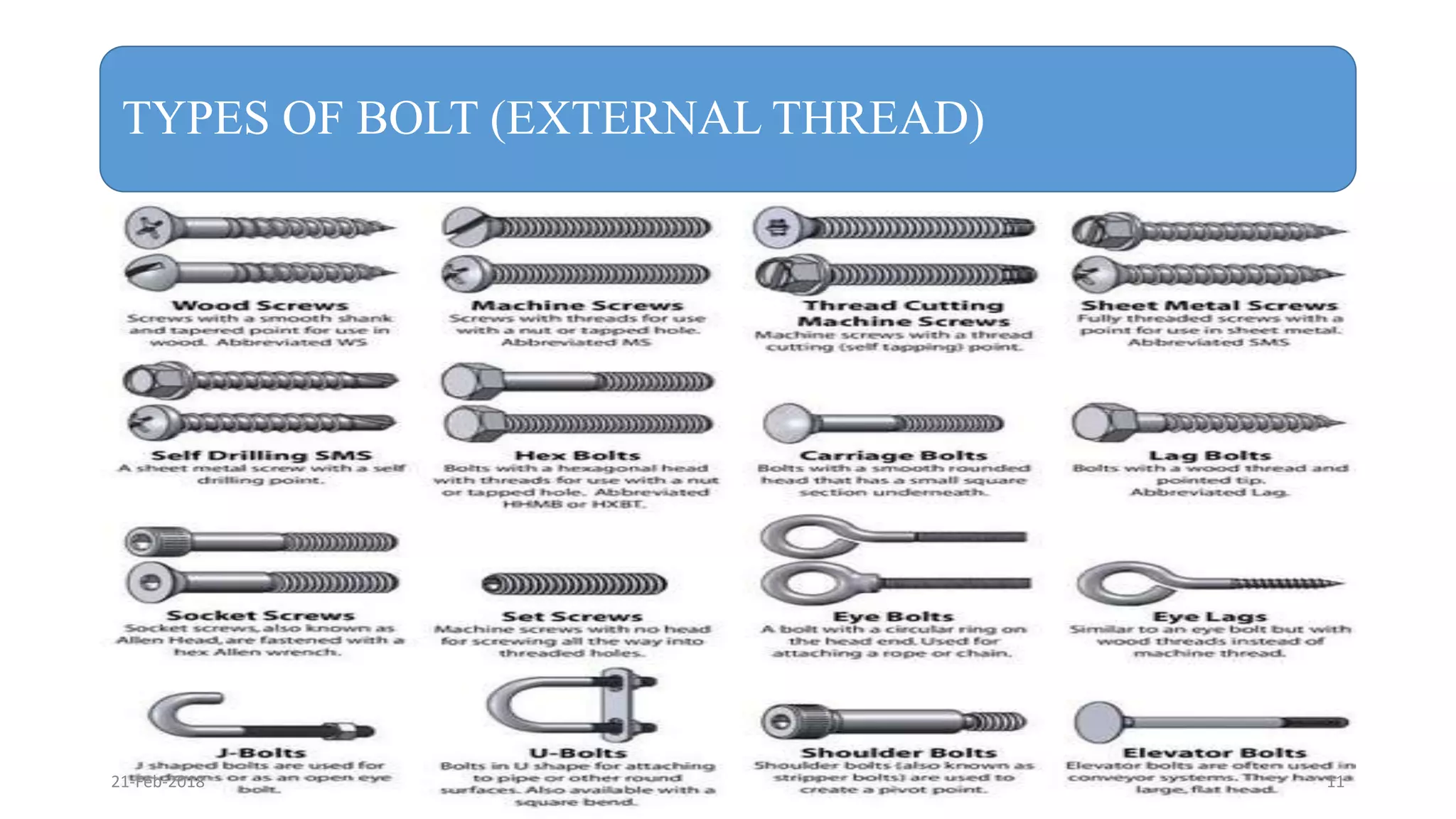







































The document discusses various types of mechanical fasteners. It begins by defining fasteners and classifying them as detachable or non-detachable. Detachable fasteners are further divided into threaded and non-threaded types. Threaded fasteners can have external or internal threads. Common threaded fasteners are nuts and bolts, while rivets and press fits are examples of non-detachable fasteners. The document also covers thread nomenclature, types of threads and bolts, and methods of manufacturing and representing threads.



































































