Downloaded 150 times
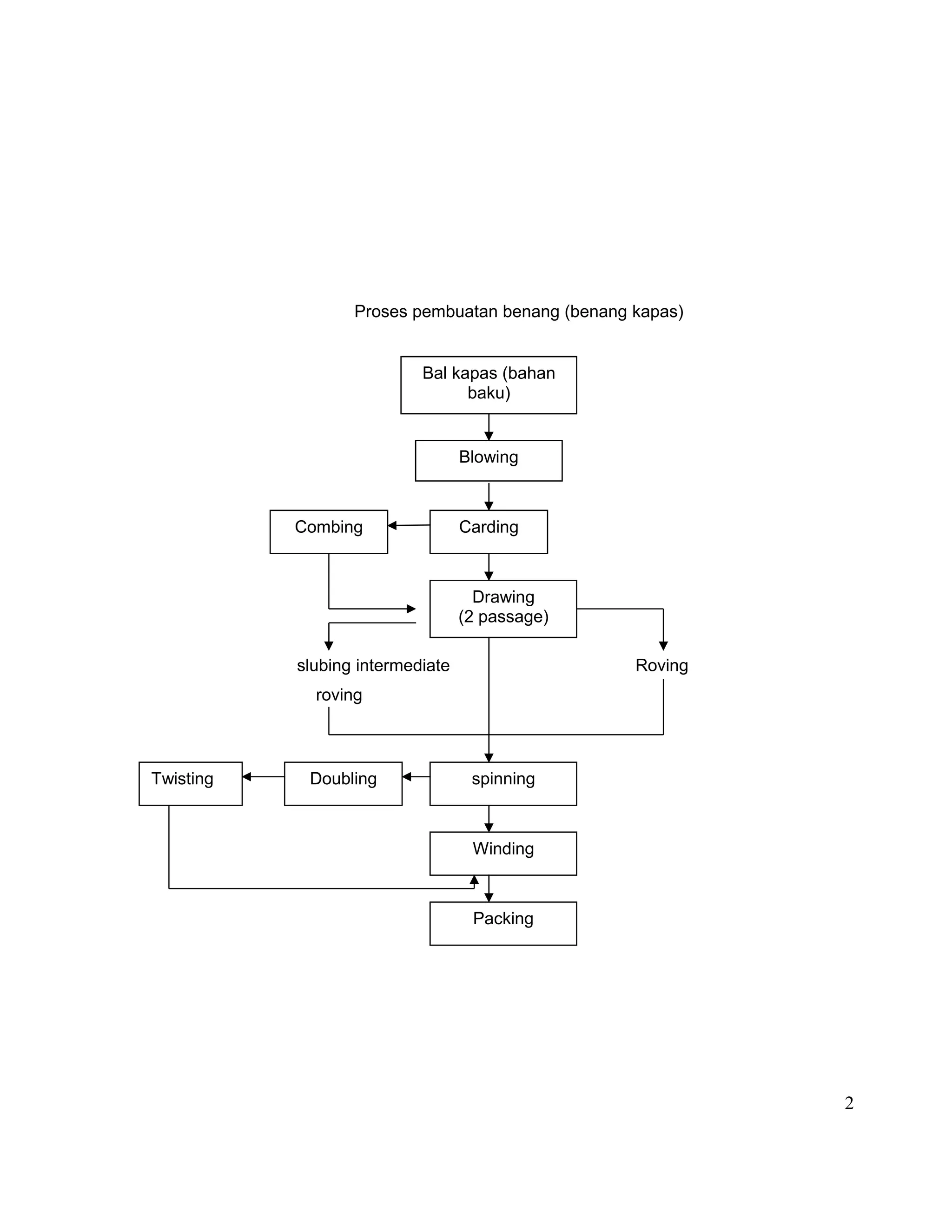




Dokumen ini menjelaskan proses pemintalan benang dari serat, termasuk fungsi berbagai mesin seperti blowing, carding, drawing, dan roving. Setiap mesin memiliki peranan penting dalam mengolah serat menjadi benang dengan memastikan serat terpisah, bersih, dan sejajar. Pemahaman tentang mesin dan proses ini penting untuk menghasilkan benang berkualitas tinggi.















































