Downloaded 13 times








![15
a process-orientation approach to organizational analysis centered around a horizontal review of all
activities involved in the process, or set of activities, in the delivery of a product or service to the
customer. BPR is concerned with the total restructuring of the organization. It starts from how one
would like the organization to be and works backward in an effort to achieve real gains in
organizational performance and delivery of products or services.
1.3.4.3 Relationship with TQM
What is the relationship between BPR and TQM? Both are concerned with organizational
processes that lead to customer satisfaction. However, while TQM tends to seek continuous
incremental improvement within a specific framework, BPR seeks major advances in performance
from a horizontal, cross-functional anatomy of performance perspective. It involves a challenge to
traditional structure, relationships, boundaries or barriers. TQM requires a supportive environment
and relies on teamwork, participation and commitment BPR takes a more strategic approach and
needs to be driven, at least initially, by top management. Some commentators appear to suggest
that TQM has been taken over by BPR although others argue that it can be seen as complementary
to and/or a forerunner for BPR.
1.3.4.4 Kaizen and Re-Engineering
The aim is to do what we already do, only to do it better. Quality improvement seeks steady
incremental improvement to process performance. Reengineering, as we have seen, seeks
breakthroughs, not by enhancing existing processes, but by discarding them and replacing them
with entirely new ones. (Michael Hammer and James Champy, Reengineering the Corporation: A
Manifesto for Business Revolution [New York: HarperBusiness, 1993], 49.) The logic of kaizen is
that breakthroughs result not from massive reorganizations or large-scale investment projects but
from the cumulative effects of successive incremental improvements. "Rebuilding a factory," wrote
William H. Davidow and Michael S. Malone (The Virtual Corporation [New York: Harper
Business, 1992], 118), "requires replacing almost every brick in the old plant. Do that too quickly
and the structure will collapse. The only practical way is through kaizen."](https://image.slidesharecdn.com/kaizenberhanutadesstayeedited-211005180132/75/Kaizen-berhanu-tadess-taye-edited-15-2048.jpg)















































![[ T y p e t h e c o m p a n y a d d r e s s ]
Chapter Two Summary
From this reference book, there is very scanty information on Kaizen implementation and
accruing benefits especially concerning promotion of organization effectiveness in any
organization. How to use kaizen from level one to application to managing kaizen as level V
curriculum as a modular approach?
3.1 Meaning and concept
According to Wikipedia, Kaizen, Japanese for "improvement", or "change for the better" refers to
philosophy or practices that focus upon continuous improvement of processes in manufacturing,
engineering, and business management. It has been applied in healthcare, psychotherapy, life-
coaching, government, banking, and other industries. When used in the business sense and applied
to the workplace, kaizen refers to activities that continually improve all functions, and involves all
employees from the chief executive to the assembly line workers. It also applies to processes, such
as purchasing and logistics, which cross organizational boundaries into the supply chain. By
improving standardized activities and processes, kaizen aims to eliminate waste. Kaizen was first
implemented in several Japanese businesses after the Second World War, influenced in part by
American business and quality management teachers who visited the country. It has since spread
throughout the world and is now being implemented in many other venues besides just business and
productivity
Kaizen is a system of continual undertaking by an enterprise to improve its business activities and
processes with the goal to always improve quality of products and services so that the organization
can meet fully customer satisfaction. KAIZEN can be built in and run with an integrated and
company-wide approach through collaboration of all the levels of the organization that are top
management, middle managers and front-line employees. Commitment, genuine participation and
motivation of all the three actors are critical factors. KAIZEN normally places the foremost
importance in improvements at the front-line workplaces as the foundation of all the improvements
efforts.](https://image.slidesharecdn.com/kaizenberhanutadesstayeedited-211005180132/75/Kaizen-berhanu-tadess-taye-edited-91-2048.jpg)
![[ T y p e t h e c o m p a n y a d d r e s s ]
KAIZEN encompasses all the areas that are related to quality, cost, and delivery, whose
simultaneous improvements are essential in achieving customer satisfaction and success of the
organization, KAIZEN, as undertaken by an enterprise, involves continual, dynamic and self-
disciplined practice in the quest of improvements towards ever higher quality and productivity. In
this perspective, the practice of KAIZEN is conducive to creation of a corporate culture in which
the organization’s members are endogenously self-motivated to work together to continually self-
innovative and improve their organization. It also promotes the realization of human potentials of
all the members of the organization.
Kaizen is a philosophy and approach for the continuous incremental improvement of performance.
The main thing you need to know to begin a continuous improvement program is how important it
is- how the smallest ideas can lead to the greatest results. Kaizen involves every employee in
making change—in most cases small, incremental changes. It focuses on identifying problems at
their source, solving them at their source, and changing standards to ensure the problem stays
solved.
These continual small improvements add up to major benefits. They result in improved
productivity, improved quality, better safety, faster delivery, lower costs, and greater customer
satisfaction. On top of these benefits to the company, employees working in Kaizen-based
companies generally find work to be easier and more enjoyable—resulting in higher employee
moral and job satisfaction, and lower turn-over. Kaizen is a system that involves every employee -
from upper management to the cleaning crew. Everyone is encouraged to come up with small
improvement suggestions on a regular basis. This is not a once a month or once a year activity. It is
continuous. Japanese companies, such as Toyota and Canon, a total of 60 to 70 suggestions per
employee per year are written down, shared and implemented.
In most cases these are not ideas for major changes. Kaizen is based on making little changes on a
regular basis: always improving productivity, safety and effectiveness while reducing waste.
Suggestions are not limited to a specific area such as production or marketing. Kaizen is based on
making changes anywhere that improvements can be made. Western philosophy may be
summarized as, “if it isn’t broke, don't fix it.” The Kaizen philosophy is to do it better, make it](https://image.slidesharecdn.com/kaizenberhanutadesstayeedited-211005180132/75/Kaizen-berhanu-tadess-taye-edited-92-2048.jpg)
![[ T y p e t h e c o m p a n y a d d r e s s ]
better, and improve it even if it isn't broken, because if we don't, we can't compete with those who
do.
Kaizen involves setting standards and then continually improving those standards. To support the
higher standards Kaizen also involves providing the training, materials and supervision that is
needed for employees to achieve the higher standards and maintain their ability to meet those
standards on an on-going basis.
The ten principles for improvement shown below describe the spirit you need to have in order to
be successful in your kaizen activities.
3.1.1 Phase one: - Planning and preparation phase
This phase leads you thorough the steps of preparing for Kaizen event. Upper management will
have given guidelines to the event coordinator. The coordinator and the plant manager, dividing
responsibilities as appropriate, schedule the event, select the area and the problem for improvement,
and choose the team leader (or leaders, if the event will include more than one area.)
3.2 Select an area
The first step is to choose where you will conduct your first Kaizen event. You want to choose an
area that will have an impact but not pose too many difficult problems to solve in the beginning.
Each event will teach you things that will make the next event smoother and easier to run
successfully. Also, each event provides a training ground for new team leaders. As people gain
experience in running events, and as measureable results accumulate in the areas where events have
been run, it will become possible to tackle more complex lines and difficult problems. Start slowly
and build momentum as you gain confidence and experience. You will get each time you do an
event and so will your teams.
You can choose several areas where you would like to start and compare the merits of each. But
during the implementation of the Kaizen event in the selected area the enterprise can disseminate to
other work station, and finally the enterprise will have the all compound Kaizen implemented. This
will ensure that you start with the best one first, based on several criteria, and help you determine](https://image.slidesharecdn.com/kaizenberhanutadesstayeedited-211005180132/75/Kaizen-berhanu-tadess-taye-edited-93-2048.jpg)
![[ T y p e t h e c o m p a n y a d d r e s s ]
what will be next. Each Kaizen event should be chosen in order to create a progression of results
that support the enterprise the implementation of Kaizen. There are a number of things to consider
during area selection.
3.2.1 Toyota Production System
The idea of integration of production processes in a continuous flow came from Henry Ford in
the beginning of the 20the
Century. His practices were benchmarked by Kiichiro Toyoda, Taiichi
Ohno and others at Toyota, and further developed the concept know as Toyota Production
System (TPS).
KAIZEN EVENT AREA SELECTION MATRIX
Criteria Area/line A Area/line B Area/Line C
Deluged with WIP
Activities occur all over the plant
Significant bottlenecks
Frequent, major production stoppages
Everything is mess
Product is medium to high volume
Cell of no more than 12 operators
Complete, not a partial process
4-6 processes to complete the part
Visible, robust process
Process can be copied in other areas
Significant market or financial impact
Operational problems(not management issues)
to resolve
Operators have already been cross-trained
Operators have been exposed to kaizen events
Most employees are familiar with the area](https://image.slidesharecdn.com/kaizenberhanutadesstayeedited-211005180132/75/Kaizen-berhanu-tadess-taye-edited-94-2048.jpg)
![[ T y p e t h e c o m p a n y a d d r e s s ]
Table 8 Kaizen Event Area Selection Matrix
Toyota Production System is based on the idea of optimization of production through complete
elimination of waste, which leads to work efficiency and lower costs. Its name and origin come
from the Japanese Toyota Motor Corporation and is also referred to as ‘’Lean Manufacturing
system’’ or ‘’Just-In-Time (JIT) system’’. The term also became known as ‘’Lean Thinking’’ or
‘’Lean Philosophy’’, which is due to the wide-optional nature of applicability of the improvement
concept. Examples of the implementation of the concept come from, but are not restricted to
health care sector, service sector, sales, maintenance, and government.
The fundamentals of TPS are visualized in the model developed by Toyota, known as Toyota
Production System House (Figure 2-2).](https://image.slidesharecdn.com/kaizenberhanutadesstayeedited-211005180132/75/Kaizen-berhanu-tadess-taye-edited-95-2048.jpg)
![[ T y p e t h e c o m p a n y a d d r e s s ]
Figure 10 Toyota Production System House
(Source: http://www.gembutsu.com/system_files/library/15.pdf )
TPS is based on two concepts – ‘’Jidoka’’ and ‘’Just –In-Time’’, which are occupied with the
elimination of the defective products and wasteful practices. The first concept is translated as
‘’automation with a human touch’’ and referrers to the visualization of the problems during
production, i.e. the ability of the machine to recognize and stop the production in case defects occur,
which ultimately leads to improved quality in the production. The concept of JIT refers to the
consistency and reliability of production in a continuous flow with elimination of waste e.g. extra](https://image.slidesharecdn.com/kaizenberhanutadesstayeedited-211005180132/75/Kaizen-berhanu-tadess-taye-edited-96-2048.jpg)
![[ T y p e t h e c o m p a n y a d d r e s s ]
inventory, extra material handling et cetera.
TPS lays ground on stability - through work standardization and the tools of continuous improvement
(Kaizen), and waste reduction - through production leveling (Heijunka). Toyota’s business
philosophy is based on motivation and training of the personnel, therefore central role in Toyota
Production System, Source: http://www2.toyota.co.jp/en/vision/production_system/ (07.03.2010) the success
of the processes, the continuous improvement, and the system sustainability play the commitment and
good training of the personnel. Continuous improvement and stability can be sustained through
techniques such as 5S, Standardization, Visual control and management. Liker (2004) suggests that
Lean has four dimensions and in order to create a Lean organization, all of them have to be applied.
These four dimensions are captured in the Toyota model of successful management style and
uniqueness known as the ‘’4P’’ model (Liker 2004).](https://image.slidesharecdn.com/kaizenberhanutadesstayeedited-211005180132/75/Kaizen-berhanu-tadess-taye-edited-97-2048.jpg)
![[ T y p e t h e c o m p a n y a d d r e s s ]
Figure 11 The Toyota Way - '4P Model' (Liker 2004, p.6)
Liker (2004) asserts further, that despite employing variety of TPS tools, it is possible to follow
only a select few of the Toyota Way principles, which will lead to short-term, non-stable jumps
on performance measure, while truly practice of the full set of Toyota Way principles will be in
accordance with TPS and will lead to sustainable competitive advantage.
TPS has become well known and studied worldwide. Toyota 4P model has been applied
successfully in different types of organizations for the improvement not only of production
but also of various business processes, and despite the fact that is a relatively new
philosophy it has already been proven as efficient. The Toyota model and TPS have laid the
foundation of a completely new paradigm - Lean Thinking and Lean Production.
3.2.2 Select the team members
The team leader’s first responsibility is to select the team members. The team members are the people
who actually conduct the kaizen event. There should be a maximum of 15 people on the team. Team
members must be created depend on the task that each member is doing and also chosen for their ability
to work together and also because they understand and support the potential of the kaizen event. Those
who complain or belittle the potential will slow down or even block success, especially for the first few
events you implement.
3.2.3 Select the team leaders
After choosing the area and the problem focus for the team leader must be identified. The team leader
lead conducting event; he or she chooses the team members prepare for the event, creates the schedules,
gathers the materials and tools, and follows all event activities, reobstacles and helping with
documentation and report leader keeps the team on target, ensuring that they make objectives of the
event. Team leaders should be selected enough ahead of the event so that they can rearrange their
schedules to make leading the event their top priority.](https://image.slidesharecdn.com/kaizenberhanutadesstayeedited-211005180132/75/Kaizen-berhanu-tadess-taye-edited-98-2048.jpg)
![[ T y p e t h e c o m p a n y a d d r e s s ]
3.2.4 Prepare the Team Leader
Team leaders will need to know the goals and objectives of the event, the production requirements, and
the expectations of team members. Information from past events should be shared with the team leader,
such as past problems encountered and gains achieved. The team leader should also be given information
about what to do in an emergency, safety rules related to the area, what to do when things bog down,
how to handle personality conflicts, and where to access needed data. In addition to sustain the team
members, the leader has a number of response and activities before, during, and after the event.
In order to have a big impact right away choose an area:
That is deluged with WIP
That has activities that occur all over the plant
That has a significant bottleneck or other major hindrance production flow
Where everything is a mess
3.2.5 Train the team
Potential team members with a positive outlook may in the fundamentals of Kaizen. All team members
and the team leader need to be trained in the methods that will be used or implemented during the event.
Team leader is responsible for scheduling and coordinating required training in advance of the event and
for provision for the team members to discuss and absorb what they learned. Training will be conducted
mainly by the human resources but it can also conducted by the training coordinator and team leader
also.
3.2.6 Select a problem for improvement
Once the area has been selected, the focus for the kaizen event must be decided. Be sure that you mark
the boundaries of the chosen area clearly and that you set and maintain the boundaries during the kaizen
event. Talk to the people who work in the selected area about the project and work with them in deciding
on the problem to be improved.](https://image.slidesharecdn.com/kaizenberhanutadesstayeedited-211005180132/75/Kaizen-berhanu-tadess-taye-edited-99-2048.jpg)
![[ T y p e t h e c o m p a n y a d d r e s s ]
The reasons you chose this particular area for a Kaizen event probably included some understanding of
what is needed in this area. Now it is time to check your assumptions and examine the conditions and the
process used in this area more closely. In selecting a focus for the Kaizen event several things need to be
considered. Has 5S been conducted there? Should that be the focus of the first event in this area or do
you want to implement 5S more gradually before conducting the event?
Seven types of waste
The main seven types of waste are-
1. Overproduction
2. Excess Inventory
3. Waiting
4. Transporting
5. Defect-making
6. Unnecessary Motion
7. Excess Processing
3.2.6.1 Overproduction
Cause
Workforce and facilities in excess of production needs
Big lot production
Anticipatory production
Machines that turn out parts too quickly
Big and fast production machine](https://image.slidesharecdn.com/kaizenberhanutadesstayeedited-211005180132/75/Kaizen-berhanu-tadess-taye-edited-100-2048.jpg)
![[ T y p e t h e c o m p a n y a d d r e s s ]
Products are produced on and on
3.2.6.2 Outcome
Disturbance of flow
Increase in inventory(products, stock in- progress)
Outbreak of defects
Deterioration of turn-over ratio of funds
Advance preparation of materials and parts
Disturbance of flexibility in planning
3.2.6.3 How to Eliminate Overproduction
Full work
Line balancing
One-piece flow
Pull production
Quick-change over productions
Level production
3.2.6.4 Excess Inventory
Cause
Weak inventory control awareness
Bad facility layout
Big lot production](https://image.slidesharecdn.com/kaizenberhanutadesstayeedited-211005180132/75/Kaizen-berhanu-tadess-taye-edited-101-2048.jpg)
![[ T y p e t h e c o m p a n y a d d r e s s ]
Bottle-neck process
Anticipation production
Speculative production
Outcome
Lengthened delivery time
Nipping an improvement in the bud
Waste of space
Needs for inspection for transportation
Expansion of working capital needs
How to eliminate excess inventory
U-shaped manufacturing cells, layout of equipment by process instead of operation
Production leveling
Regulatory the flow of production
Pull production using Kaizen
Quick changeover productions
3.2.6.5 Waiting
Idle time caused by both human and machine waiting. The need to wait may be caused by many things,
including conveyance delays, machine failures, or some operators working too fast or too slow. It is
important to examine the causes of idle time.
Cause](https://image.slidesharecdn.com/kaizenberhanutadesstayeedited-211005180132/75/Kaizen-berhanu-tadess-taye-edited-102-2048.jpg)
![[ T y p e t h e c o m p a n y a d d r e s s ]
Bottle-neck process
Bad facility layout
Obstruction of flow
Trouble at previous process
Capacity imbalance
Big lot production
Outcome
Waste of manpower, time, and machines.
Increase in the In-process Inventory
How to eliminate waiting (idle time)
production leveling
product-specific layout
Mistake-proofing
Human automation
Quick changeover
Automation maintenance
Line balancing
1. Transporting
Cause](https://image.slidesharecdn.com/kaizenberhanutadesstayeedited-211005180132/75/Kaizen-berhanu-tadess-taye-edited-103-2048.jpg)
![[ T y p e t h e c o m p a n y a d d r e s s ]
Bad facility layout
Big lot production
Single-skilled worker (over-specialization)
Sedentary operation
Low morale
Outcome
Waste of space
Production deterioration
Increase I transportation processing
Expansion of transportation
Occurrence of scratches and dents
How to eliminate transporting waste
U-shaped manufacturing cells, layout of equipment by process instead of operation
3.2.6.6 Defect-Making
Defect waste includes the defects themselves, the costs of inspecting for defects, responding to customer
complaints, and making repairs all of which increase because of the defects themselves. Human errors
create defects, as does variance in upper/lower tolerances in machine operations. When defects occur,
customer complaints increase. This is one measure of defect rate. Stockpiles of defective products are
another measure of this type of waste. When defects occur at a significant rate, inspection staff is often](https://image.slidesharecdn.com/kaizenberhanutadesstayeedited-211005180132/75/Kaizen-berhanu-tadess-taye-edited-104-2048.jpg)
![[ T y p e t h e c o m p a n y a d d r e s s ]
increased so that the defects are not passed on to the customer and inventory may be increased to make
up for the defective part produced. In addition, productivity decreases and the cost of materials rise.
Cause
Emphasizing down-stream processes by inspection
Poor methods and standards for inspection
Excessive quality requirements
Material handling and conveyance
Lack of standard operation
Outcome
Increase in material cost
Productivity deterioration
Increase in personnel and processes for inspection
Increase in defects and claims
How to eliminate Defects
Standard operations
Mistake-proofing devices
Full-lot inspection
Building quality in at each process
Flow production
Elimination of the need to pick up and set down work pieces](https://image.slidesharecdn.com/kaizenberhanutadesstayeedited-211005180132/75/Kaizen-berhanu-tadess-taye-edited-105-2048.jpg)
![[ T y p e t h e c o m p a n y a d d r e s s ]
Improvement of jigs using human automation
Promotion of value analysis and value engineering.
3.2.6.7 Unnecessary Motion
More inventories naturally leads to more motion. Motion refers to any transport or transference of
materials, parts, finished goods, from one place to another for any case. Material handling is one part of
motion.
Causes
Isolated operation
Craftsmanship traits prevail
Bad layout
Large lot production
No education or training
Outcome
Increase in manpower and processing
Minimization of skills
Unstable operation
Unnecessary movement
How to eliminate unnecessary motion
U-shaped manufacturing cells](https://image.slidesharecdn.com/kaizenberhanutadesstayeedited-211005180132/75/Kaizen-berhanu-tadess-taye-edited-106-2048.jpg)
![[ T y p e t h e c o m p a n y a d d r e s s ]
Flow production
Multi-skilled operations
Standing to perform operations
Higher utilization rate
3.2.6.8 Excess Processing
Processing waste refers to operations and processes that may not be necessary. An increase in defects
may result from inappropriate or outdated operations or processes. Increased worker hours may result in
process waste and defects. Lack of training or standardization may also produce process waste. Design
changes may eliminate the need for certain operations, yet workers may continue to do those operations
because they don’t yet understand the change. For instance, screw holes may continue to be drilled even
though the fastening method has changed to welding or glue, or too many screws may be used.
Outcome
Unnecessary processing and operation
Incomplete standardization
Materials are not studied
Increasing in manpower and processing
Lower work efficiency
Increase in defects
Cause
Lack of analysis of proper order of processing
Inadequate study of processes](https://image.slidesharecdn.com/kaizenberhanutadesstayeedited-211005180132/75/Kaizen-berhanu-tadess-taye-edited-107-2048.jpg)
![[ T y p e t h e c o m p a n y a d d r e s s ]
Inadequate study of operations
Lack of analysis of contents of operation
Improper jig and its use
Insufficient standardization
Lack of analysis of materials
How to eliminate excess processing
U-shaped manufacturing cells
Flow production
Multi-skilled operations
Standing to perform operations
Higher utilization rate
3.3 Kaizen board
KAIZEN continuous improvement board](https://image.slidesharecdn.com/kaizenberhanutadesstayeedited-211005180132/75/Kaizen-berhanu-tadess-taye-edited-108-2048.jpg)
![[ T y p e t h e c o m p a n y a d d r e s s ]
STAFF PERFORMANCE
RECORD
IMPOROVEMENT/SUCCESS
CORNER
Picture of well performing
employee...
PROBLEM/IDEA CORNER
One weeK>>>
SOLUTION CORNER
One week>>>
Table 9Kaizen board KAIZEN continuous improvement board
N.B. The size of the stand should be 2 times a flipchart paper.
Additional to the stand we need space for:
Green;blue;red sticker
Marker
Idea and solutions formats
Tape
How to use the “KAIZEN continuous improvement board”?
0%
100%
C…
C…
S
e
r
i…
Idea
A
Problem
2
Idea
B
Idea
C
Problem
1
Solution
A
Solution
B](https://image.slidesharecdn.com/kaizenberhanutadesstayeedited-211005180132/75/Kaizen-berhanu-tadess-taye-edited-109-2048.jpg)
![[ T y p e t h e c o m p a n y a d d r e s s ]
This board is the main source of information regarding KAIZEN and the actual status of improvement
and activities leading to further improvements. For every working group or team such a board has to be
developed and kept up to date. Therefore an enterprise can be divided in many small units which should
be encouraged to work “as independent as possible”. A team has to focus on how they can contribute to
the company’s overall set of targets. As long as the team is able to transform their ideas and small
problems into solution, they should do this immediately without asking for help from outside the team.
This is real KAIZEN!!! Only if a problem is too big, too much money needed or other departments or
experts needed for realizing a solution, the team has to transfer the idea/problem (a reason how a solution
contributes to improvement should be part) to the next higher hierarchy level.
As soon as every small unit or team is with such a KAIZEN board, it’s easy for the whole management
to be informed at any time, just be walking around and check the information given on the KAIZEN
boards. This is the 5th
s – sustain!!! Make sure that the reached improvement level will stay in future.
The information on the board is divided into four corners:
The “Staff performance record corner” shows the actual staff performance as well as the gaps and
need of training on the actual task of the process flow
The “Improvement/success corner” shows the actual status of the three to five most important
improvement targets for this team. Additional you can put samples of success (picture of best
performer from this team, letter of thanks from the GM and the comment from GM (see the
format in the annex)
The “Idea/problem corner” is the place where every team member is expected to place his ideas
or small problems(see the format in the annex)
The “Solution corner” covers the solution actually developing by the team(see the format in the
annex)
Roles for using the board:](https://image.slidesharecdn.com/kaizenberhanutadesstayeedited-211005180132/75/Kaizen-berhanu-tadess-taye-edited-110-2048.jpg)
![[ T y p e t h e c o m p a n y a d d r e s s ]
1. The staff performance is visible by three different colours red = newcomer; blue = average
performer with space of improvement; green = best performer able to do his process step
independent without outside help)
2. The improvement graphs have to be updated on a weekly basis. As soon as the result is below the
target, the team has to search for a reason why and find an idea or solution for improvement
3. Everybody from the team is invited to put his ideas on the board! After maximum one week time,
the idea/problem should be transferred into a solution! So the Idea paper has to go to the solution
corner!
4. After another week, small solutions have to be put into reality! Bigger solutions/problems have to
be sent to the next hierarchy level for realisation.](https://image.slidesharecdn.com/kaizenberhanutadesstayeedited-211005180132/75/Kaizen-berhanu-tadess-taye-edited-111-2048.jpg)
![[ T y p e t h e c o m p a n y a d d r e s s ]
3.3.1 SPMT (Sample Staff Performance Maintenance Tool)
Enterprise logo
Record of staff performance
Maintenance Department Electrical
Employee is able to do the job independent
Employee is able to do the job under supervision
Employee not trained on this job
/ Employee not involved in this job
Name of workers
Name of occupation /job
Managi
ng
depart
ment
Machi
ne
operat
ion
Elec
trica
l/ele
ctro
nic
mai
nten
anc
e
Buildi
ng
electr
icity
win
din
g
M
ac
hin
e
ins
tall
ati
on
Elect
rical
supe
rvisio
n
Mech
anic
supe
rvisio
n
Utility
supe
rvisio
n
Tsegazeab Mehari green / / / / / green green green
Rezene Alemayehu Red Blue Red Blue / / green / Red
Weldeyas Abraha / Blue Blue Blue Blue Red / / /
Gezahegn Libanos / Blue Blue green Blue Red / / /
No of trained staff 1 0 0 1 0 0 2 1 1
No of need staff 2 3 3 3 2 2 2 1 2
Date when trained staff is
needed
Jan oct oct dec feb oct jan jan oct
Gap 1 3 3 2 2 2 0 0 1
Table 10SPMT (Sample Staff Performance Maintenance Tool)](https://image.slidesharecdn.com/kaizenberhanutadesstayeedited-211005180132/75/Kaizen-berhanu-tadess-taye-edited-112-2048.jpg)
![[ T y p e t h e c o m p a n y a d d r e s s ]
3.3.2 The Deming improvement cycle
Table 11the Deming improvement cycle
Plan – Kaizen Lead works with management to gather information and objectives for improvement.
This includes process area of focus, resources, management and customer complaints about the
process, and any current process performance data that is available.
Do – Kaizen Lead facilitates “Kaizen Event” with assigned resources to analyze current process and
implement improvements to meet management objectives.
Check – Kaizen Lead and team members gather data on the effects of the changes and present results to
management and organization.
Plan
Do
Act
Check](https://image.slidesharecdn.com/kaizenberhanutadesstayeedited-211005180132/75/Kaizen-berhanu-tadess-taye-edited-113-2048.jpg)
![[ T y p e t h e c o m p a n y a d d r e s s ]
Act – Kaizen Lead and team members document and standardize new process and develop a
monitoring plan to ensure improvement gains are sustained.
3.3.3 Ten basic principles for improvement
1. Throw out all of your fixed ideas about how to do things.
2. Think of how the new method will work-not how it won’t
3. Don’t accept excuses. Totally deny the status quo.
4. Don’t seek perfection. A 50-percent implementation rate is first as long as it’s done on the spot.
5. Correct mistakes the moment they are found.
6. Don’t spend a lot of money on improvements.
7. Problems give you a chance to use your brain.
8. Ask ‘why? ‘at least five times until you find the ultimate cause.
9. Ten people’s ideas are better than one person’s.
3.3.4 ‘Improvement knows no limits Kaizen approach the steps that we have to follow
during Kaizen approach are:
1. Project selection - Projects should be selected that are important and have the right scope to
ensure success
2. Owner involvement – owners are involved in the decision making and implementation
3. Data driven – out comes are driven by facts and data, not opinions and assumptions
4. Quick wins – implement quick wins immediately to show success and generate momentum
5. Simple calculations – always provide feedback and praise to team members](https://image.slidesharecdn.com/kaizenberhanutadesstayeedited-211005180132/75/Kaizen-berhanu-tadess-taye-edited-114-2048.jpg)
![[ T y p e t h e c o m p a n y a d d r e s s ]
6. Celebrate success – always provide feedback and praise to team members
3.3.4.1 Importance of kaizen
1. Kaizen eliminates the hidden costs that result from the seven types of waste that can exist in the
production process.
2. Kaizen improves the value-added operations in the production process so that the product
delivered to the customer is of the high quality, lowest cost, and shortest delivery time possible.
3. A kaizen event allows major changes to be made in practical area quickly and ‘with minimum
loss of production time.
4. ‘Kaizen Improves space utilization, product quality, use of capital, communications, production
capacity and employee retention.
5. Kaizen provides immediate results. Instead of focusing on large, capital intensive improvements,
Kaizen focuses on creative investments that continually solve large numbers of small problems.
Large, capital projects and major changes will still be needed, and Kaizen will also improve the
capital projects process, but the real power of Kaizen is in the on-going process of continually
making small improvements that improve processes and reduce waste.
6. Kaizen Reduces Waste in areas such as inventory, waiting times, transportation, worker motion,
employee skills, over production, excess quality and in processes.
7. Employees working in Kaizen-based companies generally find work to be easier and more
enjoyable-resulting in higher employee moral and job satisfaction, and lower turn-over
8. Kaizen provides immediate results; creative investments that continually solve large numbers of
small problems.
9. The real power of Kaizen is in the on-going process of continually making small improvements
that improve processes.](https://image.slidesharecdn.com/kaizenberhanutadesstayeedited-211005180132/75/Kaizen-berhanu-tadess-taye-edited-115-2048.jpg)
![[ T y p e t h e c o m p a n y a d d r e s s ]
Table 12Kaizen events
There are a number of important things to consider in determining the people who will be involved in
making Kaizen events a success. Of course, the team and the team leader are the principal participants,
but there are many others whose roles will provide the necessaries backup and follow-through that the
team will need before, during and after the event so that their efforts take hold and bring measurable and
lasting result. Everyone involved will need a general commitment to Kaizen event to make it return
optimal improvements to the plant.
KAIZEN
EVENTS
MANAGEMENT
KAIZEN LEAD
(TEAM LEADER)
COORDINATOR
EVENT TEAM
MEMBERS](https://image.slidesharecdn.com/kaizenberhanutadesstayeedited-211005180132/75/Kaizen-berhanu-tadess-taye-edited-116-2048.jpg)
![[ T y p e t h e c o m p a n y a d d r e s s ]
Roles and responsibilities-Management
Management is comprised of executive, process owners, managers of the process being improved.
3.3.4.2 Main responsibilities are
The plant manager’s primary role is to communicate wholehearted support for the kaizen teams
Driven Kaizen or continuous improvement culture
Work with Kaizen lead to identify the process area to be improved and objectives of Kaizen
activities
Attend all kick-off Kaizen events and participates in Kaizen Events as needed for
approval/feedback by the team
Identify resources and provide time and materials to execute activities
Publicly endorse Kaizen improvements activities
Remove barriers to Kaizen team success and empower the kaizen team
Recognize the team for their efforts
Keep on eye on the continues availability of employees ideas and make sure that is implemented
Be committed to give feedback on the implementation of Kaizen continuously and to make the
given solutions implemented according to their schedule.
Knowing that the whole company is backing you up makes it possible for you to put your whole
attention and best thinking it in to a Kaizen event.
3.3.4.3 Roles and responsibilities-The human resource manager](https://image.slidesharecdn.com/kaizenberhanutadesstayeedited-211005180132/75/Kaizen-berhanu-tadess-taye-edited-117-2048.jpg)
![[ T y p e t h e c o m p a n y a d d r e s s ]
Human resources should participate from the start in identifying team members and helping with pre-
training. This pre-training should occur before the event to help team members be prepared for the
changes that will take place in their work areas during and after the event. They can be given guide lines
about how to handle those changes, and how to help the co-workers do so as well.
3.3.4.4 Roles and responsibilities – Coordinator
He/she is the responsible person for the implementation of Kaizen event in the whole compound
of the enterprise.
Lead the team leaders
Has to organize the training equipment, facilities and handouts
Is the way between team leaders and executive managers
Participate in Kaizen Events as needed
Team player in application of Kaizen methodology
Provide process expertise and feedback during all Kaizen activities
Help manage implementation of solutions and ensure transition of improved process to the
business
Act as a change catalyst
He she is the responsible person for the never ending P-D-C-A circle
3.3.4.5 Roles and Responsibilities – Kaizen Lead (team leader)
Lead all Kaizen activities and facilities the Kaizen event
Train team members in Kaizen principles and techniques
Work with management to define process area, resources, and problem and goal statements for
Kaizen improvements efforts
Schedule all meetings for completing Kaizen deliverables](https://image.slidesharecdn.com/kaizenberhanutadesstayeedited-211005180132/75/Kaizen-berhanu-tadess-taye-edited-118-2048.jpg)
![[ T y p e t h e c o m p a n y a d d r e s s ]
Clearly define desired outcomes of Kaizen activities with management and team members
Accountable for reporting event progress and coordinating communication to management and
stakeholders
Manage implementation of solutions and ensure transition of improved process to the business
Maintain all documentation from the event, prepare and submit all deliverables
Train the team members about the Kaizen event
Keep the staff performance record sheet up to date permanently
Hand over the training need information to the training coordinator
Carry out assessment after a defined period of time
3.3.4.6 Roles and responsibilities – Team members
Participatory in all Kaizen activities(recommended number of team members does not exceed 15)
Team player in application of the Kaizen methodology
Provide process expertise and feedback during all Kaizen activities
Are responsible for tasks within the team action plan
Delivery regular updates to team and management on status of action steps
Help manage implementation of solutions and ensure transition of improved process to the
business
Act as a change catalysts](https://image.slidesharecdn.com/kaizenberhanutadesstayeedited-211005180132/75/Kaizen-berhanu-tadess-taye-edited-119-2048.jpg)
![[ T y p e t h e c o m p a n y a d d r e s s ]
Toyota Production System and what it means for business
TOYOTA MATERIAL HANDLING EUROPE,
MANAGING THE TOYOTA AND BT MATERIALS
HANDLING BRANDS IN EUROPE.
Introduction
This project covers starting from Toyota production system and what it means from business perspective,
Toyota material handling Europe, managing the Toyota and BT materials handling brands in Europe.
Toyota way, Toyota production system definition, and TPS history, Just-in-Time Jidoka, Kaizen, The
Environment, Health and Safety, What TPS Means for your Business the Toyota Way
This unit of competence covers the exercise of good workplace practice and effective participation in
quality improvement teams. Personnel are required to ensure the quality and integrity of their own work,
detect non-conformances and work with others to suggest improvements in productivity and quality.
Satisfy quality system requirements in daily work, Access information on quality system requirements
for own job function, Record and report quality control data in accordance with quality system, Follow
quality control procedures to ensure products, or data, are of a defined quality as an aid to acceptance or
rejection, Recognize and report non-conformances or problems, Conduct work in accordance
with sustainable energy work practices, Promote sustainable energy principles and work practices to
other workers, Analyze opportunities for corrective and/or optimization action, Compare current work
practices, procedures and process or equipment performance with requirements and/or historical data or
records, Recognize variances that indicate abnormal or sub-optimal performance, Collect and/or evaluate
batch and/or historical records to determine possible causes for sub-optimal performance, Use](https://image.slidesharecdn.com/kaizenberhanutadesstayeedited-211005180132/75/Kaizen-berhanu-tadess-taye-edited-120-2048.jpg)
![[ T y p e t h e c o m p a n y a d d r e s s ]
appropriate quality improvement tools and techniques to rank the probabilities of possible causes,
Recommend corrective and/or optimization actions, Analyze causes to predict likely impacts of changes
and decide on the appropriate actions, Identify required changes to standards and procedures and
training, Report recommendations to designated personnel, Participate in the implementation of
recommended actions,Implement approved actions and monitor performance following changes to
evaluate results, Implement changes to systems and procedures to eliminate possible causes,
Document outcomes of actions and communicate them to relevant personnel, Participate in the
development of continuous improvement strategies, Review all relevant features of work practice to
identify possible contributing factors leading to sub-optimal performance, Identify options for removing
or controlling the risk of sub-optimal performance, Assess the adequacy of current controls, quality
methods and systems, Identify quality improvement opportunities to continuously improve performance,
Develop recommendations for continual improvements of work practices, methods, procedures
and equipment effectiveness, Consult with appropriate personnel to refine recommendations before
implementation of approved improvement strategies, Document outcomes of strategies and communicate
them to relevant personnel.
Toyota Production System and what it means for business
Toyota Motor Corporation is the largest automobile manufacturer (by sales) in the world. The workforce
of the company over 314,000 “To maintain a long-term vision and meet all challenges with the courage
and creativity needed to realize that vision.” KAIZEN“ Continuous improvement. As no process can
ever be declared perfect, there is always room for improvement.”
GENCHI GENBUTSU
“Going to the source to find the facts to make correct decisions build consensus and achieve goals.”
RESPECT
“Toyota respects others, makes every effort to understand others, accepts responsibility and does its best
to build mutual trust.”](https://image.slidesharecdn.com/kaizenberhanutadesstayeedited-211005180132/75/Kaizen-berhanu-tadess-taye-edited-121-2048.jpg)
![[ T y p e t h e c o m p a n y a d d r e s s ]
TEAMWORK
“Toyota stimulates personal and professional growth, shares opportunities for development and
maximizes individual and team performance.”
Toyota Production System Definition
The Toyota Production System empowers team members to optimize quality by constantly improving
processes and eliminating unnecessary waste in natural, human and corporate resources. TPS influences
every aspect of Toyota’s organization and includes a common set of values, knowledge and procedures.
It entrusts employees with well-defined responsibilities in each production step and encourages every
team member to strive for overall improvement.
TPS History
Sakichi Toyoda founded the Toyoda Spinning and Weaving Company in 1918. He developed the first
steam-powered loom that could detect a broken thread and stop itself automatically. This innovation led](https://image.slidesharecdn.com/kaizenberhanutadesstayeedited-211005180132/75/Kaizen-berhanu-tadess-taye-edited-122-2048.jpg)
![[ T y p e t h e c o m p a n y a d d r e s s ]
to the wider principle of jidoka, or automation with a human touch – later to become one of the two
pillars of TPS.
Some years later in 1937, Sakichi’s son Kiichiro founded the Toyota Motor Corporation. Kiichiro took
his father’s concept of jidoka and developed his own complementary philosophy – just in time –,
which would become the other pillar of TPS. He visited Ford’s mass production plants in Michigan to
study their use of assembly lines.
Taiichi Ohno
After World War II, the need to be able to manufacture vehicles efficiently was greater than ever.
Kiichiro’s younger cousin, Eiji – later to become president and chairman of Toyota Motor
Manufacturing – tasked one of Toyota’s young engineers, Taiichi Ohno, with the job of increasing
productivity.
Ohno’s achievement was to marry the just-in-time concept with the principle of jidoka. In 1953, Ohno
also visited the USA to study Ford’s production methods, but he was much more inspired by American
supermarkets. He noticed how customers would take from the shelves only what they needed at that
time, and how those stocks were quickly and precisely replenished. Ohno had the insight that a
supermarket was essentially a well-run warehouse, with ‘goods-in’ closely matching ‘goods-out’, and](https://image.slidesharecdn.com/kaizenberhanutadesstayeedited-211005180132/75/Kaizen-berhanu-tadess-taye-edited-123-2048.jpg)
![[ T y p e t h e c o m p a n y a d d r e s s ]
no space for long-term storage. On his return to Japan, Ohno developed the same idea into the kanban
concept. Ohno also learnt from the American pioneer of quality control, Dr. W. Edwards Deming.
The aim of Deming’s method was to improve quality at every stage of a business, from product design,
through manufacturing, to aftersales service. Deming taught that each stage in a manufacturing process
should be thought of as the previous stage’s customer, which fitted very well with Kiichiro’s just-in-time
philosophy, and the principle of kaizen. Today, Ohno is considered the true architect of TPS, having
developed it into a practical method and, crucially, having made it work on the shop floor.
The Toyota Production System as it is today has been developed and refined over several decades.
However, the benefits that can be derived from the techniques and management processes at its heart
can equally be applied to other types of business as we progress further into the 21st century. TPS has
been implemented throughout Toyota, giving tangible benefits in the quality and reliability of Toyota’s
products and services.
The Toyota Production System has established a global reputation as a leading business philosophy that
delivers measurable benefits in terms of efficiency and quality in manufacturing. Many manufacturers
have aimed to adopt TPS principles, and academics and management consultants worldwide have
developed strategies and business improvement programmes based on TPS.
Just in Time – smooth, continuous, optimized workflows
The Toyota Production System fulfils customer demand efficiently and promptly by linking all
production activity to real marketplace demand. Just-in-time production relies on finely tuned processes
in the assembly sequence using only the quantities of items required, only when they are needed.
Imagine a process designed to produce six different types of product, where the total weekly demand for
the range of products varies up and down by 25%, and the daily mix of product types is continuously
changing.
A planning challenge, but also a typical scenario in many types of business in which the process
(manufacturing or otherwise) has to continuously respond to demand. TPS has responded to this reality
of life by developing an approach that can meet the challenge in an efficient, cost-effective way.](https://image.slidesharecdn.com/kaizenberhanutadesstayeedited-211005180132/75/Kaizen-berhanu-tadess-taye-edited-124-2048.jpg)
![[ T y p e t h e c o m p a n y a d d r e s s ]
HEIJUNKA – LEVELLING THE FLOW
The term heijunka describes the foundation of the TPS approach to just-in-time processes – ones in
which inventory costs are minimised by having the parts required arrive at their point of use only as they
are needed.
Unevenness in workload is known as mura. Heijunka is the elimination of mura by levelling the
volumes to allow a smooth, continuous and efficient flow. It is the opposite of mass- production series,
in which high volumes of a single product are produced, often significantly unrelated to demand.
With heijunka a process is designed to switch products easily, producing what is needed when it is
needed, and relying on production. Any variations in volumes are accommodated by establishing a
level-average demand rate.
The practice of heijunka also eliminates Muri – overburden or strenuous work that can also lead to safety
and quality problems. Both Mura and Muri are thought of as types of Muda, or waste, and should be
eliminated.
Push and TPS pull-system
ELIMINATION OF WASTE – MUDA](https://image.slidesharecdn.com/kaizenberhanutadesstayeedited-211005180132/75/Kaizen-berhanu-tadess-taye-edited-125-2048.jpg)
![[ T y p e t h e c o m p a n y a d d r e s s ]
Waste – defined as anything that does not add value – includes things that might not normally be
considered as waste such as overproduction, holding too great an inventory, the need for rework, and
unnecessary movement, processing and waiting.
TAKT TIME – THE HEARTBEAT OF PRODUCTION
Time planning is central to TPS. Takt is the rate of customer demand – essentially, what the market is
requiring be produced. Takt time is the term given to a work-cycle that fulfils each customer’s demand.
The key is that the work-cycle should be synchronized with demand to avoid under- or overproduction.
Takt time determines the flow-rate and allows the calculation of how much work can be accomplished.
Optimisation of takt time reduces waste and inefficiency by eliminating the risk of time delays, or excess
production, throughout the process. Takt time and heijunka mean having the ability to be flexible
according to demand and ensuring the process is smooth, continuous and measurable.
KANBAN CARD
In order to have flexibility and efficient, smooth workflows, it is necessary to have the right things at the
right place at the right time. In TPS it means having just the right components to build the product.
The kanban card is the simple, highly visible device that TPS uses to call-up components, as they are
required. This means only a minimum stock of components is held in the assembly area. Before stocks
need replenishing, a kanban card instruction from the operator ensures a just-in-time delivery. The
process is based on a ‘pull’ principle – with items called only as they are required, as opposed to a ‘push’
principle that may not take account of actual need.
Kanban card… and what it means for business
A smooth, continuous and optimised workflow, with carefully planned and measured work-cycle times
and on-demand movement of goods, reduces the cost of wasted time, materials and capacity. Team](https://image.slidesharecdn.com/kaizenberhanutadesstayeedited-211005180132/75/Kaizen-berhanu-tadess-taye-edited-126-2048.jpg)
![[ T y p e t h e c o m p a n y a d d r e s s ]
members can concentrate on their tasks without interruption, which leads to better quality, timely
delivery, and peace-of-mind for Toyota’s customers.
Jidoka – building in quality
When it comes to quality, there is no room for compromise in the Toyota Production System. The TPS
principle of jidoka builds quality checks into each step of the production process. By ensuring that all
processes are visible, jidoka helps ensure that abnormalities are made visible and addressed immediately.
Andon board
Jidoka translates as “autonomation” and can be described as “automation with a human touch”. Quality
is monitored throughout, with each team member being responsible for performing quality checks before](https://image.slidesharecdn.com/kaizenberhanutadesstayeedited-211005180132/75/Kaizen-berhanu-tadess-taye-edited-127-2048.jpg)
![[ T y p e t h e c o m p a n y a d d r e s s ]
delivering the goods-in-process to the next point in the production line. If a defect or error is identified it
is addressed immediately – even if this means temporarily stopping production.
GENCHI GENBUTSU – GOING TO THE SOURCE
Improvements are often made as a result of discovering problems. Therefore, problems need to be
properly understood through genchi genbutsu, which means ‘going to the source’ of the problem and
assessing it for yourself rather than relying on information supplied by others, in order to gain a
complete and accurate understanding.
ANDON BOARD
The andon board is a simple but highly-visible electronic sign displaying the status of production lines.
It notifies management immediately if a worker has identified a fault, precisely identifying its location.
Workers take responsibility for production quality, with the power to stop the production line as
required. The production line will not be restarted until the reason for the fault has been resolved.
STANDARDIZATION
Another key element for quality assurance is a focus on standardization. Developing and relying on
standardized work tasks not only ensures consistently high levels of quality, but also maintains
production pace and provides a benchmark for implementing continuous improvement.](https://image.slidesharecdn.com/kaizenberhanutadesstayeedited-211005180132/75/Kaizen-berhanu-tadess-taye-edited-128-2048.jpg)
![[ T y p e t h e c o m p a n y a d d r e s s ]
MISTAKE-PROOFING AND LABELING
Devices that make it difficult or impossible for a worker to make typical errors at his or her workstation
are a common sight on Toyota production lines. Known as poka-yoke, this principle is a simple but
creative and reliable way to reduce errors and maintain quality. Furthermore, all commonly used items
are clearly labelled so that they can be found and used by everyone with the same ease… and what it
means for business
Maintaining quality throughout the production process has helped to build its reputation for quality. TPS
empowers each Toyota team member to check for quality, to point out and fix any inconsistencies or
defects, and to prevent inferior quality products from being passed on to the customer. And the TPS
advantage does not end when the customer takes delivery. Toyota’s high-quality products mean
customers benefit from better productivity, less downtime and a greater return on their investment.
Kaizen – improvement is a continuous process
In many organizations, the process of change can be challenging. At Toyota change is a way of life,
thanks to the company’s fundamental philosophy of continuous improvement known as kaizen. Kaizen
means that all team members throughout the organization are continuously looking for ways to improve
operations and people at all levels in the company support this process of improvement.](https://image.slidesharecdn.com/kaizenberhanutadesstayeedited-211005180132/75/Kaizen-berhanu-tadess-taye-edited-129-2048.jpg)
![[ T y p e t h e c o m p a n y a d d r e s s ]
Kaizen also requires clarity in terms of what is to be achieved – setting clear objectives and targets for
improvement. It is very much a matter of positive attitude, with the focus on what should be done rather
than what can be done.
TPS – THE ‘THINKING PEOPLE SYSTEM’
In TPS, team members are invited to think about the process and make timely decisions in order to keep
it running smoothly, rather than merely operating like machines. This involvement creates responsibility
for the success of the process, increasing both morale and quality. This is also essential for the success
of kaizen. Every morning an asa-ichi meeting is held to discuss quality deviations and eliminate their
causes.
Kaizen is not just based on improvements only being developed and implemented by experts or
management. Instead, it involves everybody, relying on the extensive knowledge, skills and experience
of the people working directly in the process.
For example, at Toyota Material Handling Europe’s production sites about 3,000 proposals for
improvements are made in a typical year.
TESTING THE LOGIC – ‘5 WHYS?’](https://image.slidesharecdn.com/kaizenberhanutadesstayeedited-211005180132/75/Kaizen-berhanu-tadess-taye-edited-130-2048.jpg)
![[ T y p e t h e c o m p a n y a d d r e s s ]
Kaizen requires the logic and benefit of all improvements to be carefully evaluated before
implementation. The concept of ‘5 whys?’ is employed to achieve this. Every planned improvement
needs to be tested by questioning ‘why?’ at five levels to ensure that the logic and value of the
improvement is clear. This reduces the risk of making changes without sufficient justification.
A CULTURE OF CONTINUOUS IMPROVEMENT – ‘5S’
The Toyota Production System goes beyond principles that are purely related to production processes. It
also extends to the whole organization – sales and marketing, administration, product development and
management.
Every employee, regardless of position, receives the same treatment. Toyota takes care to nurture a sense
of pride and efficiency in the workplace. This is supported by ‘5S’:
• SEIRI – Sifting
• SEITON – Sorting
• SEISO – Sweeping and cleaning
• SEIKETSU – Spic-and-span
• SHITSUKE – Sustain
These principles ensure that every team member is actively involved in keeping processes as effective
and efficient as possible… and what it means for business](https://image.slidesharecdn.com/kaizenberhanutadesstayeedited-211005180132/75/Kaizen-berhanu-tadess-taye-edited-131-2048.jpg)
![[ T y p e t h e c o m p a n y a d d r e s s ]
Kaizen is one of the foundations of the Toyota Production System – not only a process but also an
attitude. Toyota’s constant striving for improvement ensures that its customers will always enjoy
excellent products that use the most advanced and reliable technologies. Toyota also works with its
customers to achieve improvements in its services to them, to optimize their investment in Toyota
products.
The Environment – Toyota’s commitment
Throughout its wide range of activities Toyota always considers the environment as part of its daily
operations. Its policy is to analyse the effects of every stage in its products’ lives: development,
manufacturing, operation, and recycling.
TPS philosophy also includes the 3Rs – reduce, reuse, recycle. With respect to manufacturing, the
reduction of waste (muda) is one of the key principles and, therefore, benefits of TPS. Reduction of
waste in processing, inventory, conveyance, overproduction, motion, waiting, and manufacturing defects
delivers direct environmental benefits.](https://image.slidesharecdn.com/kaizenberhanutadesstayeedited-211005180132/75/Kaizen-berhanu-tadess-taye-edited-132-2048.jpg)
![[ T y p e t h e c o m p a n y a d d r e s s ]
At a lower level, waste sorting has long been practised at Toyota Material Handling Europe’s
manufacturing plants. TMHE’s manufacturing sites have all achieved ISO 14001 certification… and
what it means for business Toyota has a policy in place to reduce CO2 emissions, use resources more
efficiently, and reduce environmental risk factors. Considering the environment at all four stages of a
product’s life is the responsible approach and leads to real environmental benefits for Toyota’s
customers with respect to their responsibilities towards environmental issues.
TPS is concerned with Health and Safety
Safety is always the focus in all of the complementary philosophies and practices that make up TPS. Not
just a priority but a necessity. The tireless effort to do things in the best possible way could never
progress if safety were to be compromised by apparent efficiencies. When processes are improved to
increase quality, safety is also improved.](https://image.slidesharecdn.com/kaizenberhanutadesstayeedited-211005180132/75/Kaizen-berhanu-tadess-taye-edited-133-2048.jpg)
![[ T y p e t h e c o m p a n y a d d r e s s ]
Manufacturing sites have achieved OHSAS 18001 certification – the international standard for
occupational health and safety management. They work to anticipate and reduce potential risks factors
efficiently and strive to prevent workplace accidents.
The maintenance or improvement of health, safety and ergonomy are essential when processes are
revised or new equipment is considered.
This is not new, however. TPS has always used automation and process improvement to protect workers.
The flexibility required of team members in TPS helps them to be alert and better focused as their tasks
change. In all cases, workstations are designed to be easy-to-use, making work quick, comfortable and
efficient.
As with kaizen, all team members, from management to the shop floor, participate in safety training and
in making suggestions for improvements in safety across all processes… and what it means for business
Toyota maintains health and safety for its team members so they can concentrate on their jobs delivering
the best quality products and be more efficient.](https://image.slidesharecdn.com/kaizenberhanutadesstayeedited-211005180132/75/Kaizen-berhanu-tadess-taye-edited-134-2048.jpg)
![[ T y p e t h e c o m p a n y a d d r e s s ]
What TPS Means for your Business
TPS is an essential part of what makes Toyota different and makes Toyota’s products a profitable
investment for its customers’ businesses. Toyota’s customers know what to expect when they buy from
Toyota – a business partner with the strength and flexibility to meet the needs of a changing market.
• Quality inherent in Toyota’s products, thanks to the company’s constant striving for
improvement, has direct benefits for their customers…
• Costs are kept to a minimum thanks to a good return on investment based on the productivity and
reliability of Toyota’s products…
• Delivery is on time, and to the expected standard, allowing Toyota’s customers to plan and
maintain their operations successfully…
• Environmental concerns are shared by Toyota and its customers, from manufacturing through to
recycling at end-of-life. Choosing Toyota products is a good choice for the environment…
• Safety is Toyota’s constant concern – both for its employees and for those of its customers.
Toyota’s processes and products have safety built-in, with clear benefits for productivity and cost](https://image.slidesharecdn.com/kaizenberhanutadesstayeedited-211005180132/75/Kaizen-berhanu-tadess-taye-edited-135-2048.jpg)
![[ T y p e t h e c o m p a n y a d d r e s s ]
The Toyota Production System – a proven excellent system– benefiting all of Toyota’s products – and all
of its clients. TPS – an Excellent System
Conceptual Overview and Definitions of Kaizen
Kaizen is a Japanese word that has become common in many Western companies. Kaizen culture an
organizational culture based on the three super ordinate principles namely process and results, systemic
thinking, nonjudgmental and non-blaming (Mullins, 2010). The word indicates a process of continuous
improvement of the standard way of work. It is a compound word involving two concepts: Kai (mean
change) and Zen (mean for the better). The term also comes from ‘Gemba Kaizen‘meaning ‗continuous
improvement‘(CI). Continuous Improvement is one of the core strategies for excellence in production,
and is considered vital in today‘s competitive environment (Robinson, 1991). It calls for endless effort
for improvement involving everyone in the organization.
Principle1: Kaizen is process oriented. Processes need to be improved before results can be improved.
Principle2: Improving and maintaining standards. Combining innovations with the on-going effort to
maintain and improve standard performance levels is the only way to achieve permanent improvements.
Here, kaizen focuses on small improvements of work standards coming from on-going efforts. There can
be no improvement if there are no standards. The PDCA Cycle (Plan-Do-Check-Act) is used to support
the desired behaviours. This cycle of continuous improvement has become a common method in Kaizen;
it is used to generate improvement‘s habits in employees. Principle3: People Orientation. Kaizen should
involve everyone in the organization, from top management to workers. One of the strongest
mechanisms aligning with this third principle is Group-oriented Kaizen. Kaizen teams focus primarily on
improving work methods, routines and procedures usually identified by management (Imai, 1986).
Kaizen Application and Implementation Kaizen implementation is not once in a month or once in a year
activity. It is continuous. Imai (1997) expressed that the rate of the worker participation in terms of
providing important suggestion for their organization and Japanese companies, (such as Toyota and](https://image.slidesharecdn.com/kaizenberhanutadesstayeedited-211005180132/75/Kaizen-berhanu-tadess-taye-edited-136-2048.jpg)
![[ T y p e t h e c o m p a n y a d d r e s s ]
Canon, a total of 60 to 70 suggestions per employee per year are written down, shared and implemented).
In most cases these are not ideas for major changes. Kaizen is however, based on making little changes
on a regular basis namely, always improving productivity, safety and effectiveness while reducing waste.
Suggestions are not limited to a specific area such as production or marketing. Kaizen is generally based
on making changes anywhere that improvements can be made. A Western philosophy may be
summarized as; they say goes if it isn‘t broken, don't fix it." The Kaizen philosophy is to "do it better,
make it better, and improve it even if it isn't broken, because if we don't, we can't compete with those
who do." Kaizen in Japan is a system of improvement that includes both home and business life. Kaizen
even includes social activities. It is a concept that is applied in every aspect of a person's life. In business
Kaizen encompasses many of the components of Japanese businesses that have been seen as a part of
their success. Quality circles, automation, suggestion systems, Just-In-Time delivery, Kanban and 5S are
all included within the kaizen system of running a business. Kaizen involves setting standards and then
continually improving those standards. To support the higher standards kaizen also involves providing
the training, materials and supervision that is needed for employees to achieve the higher standards and
maintain their ability to meet those standards on an on-going basis. Kaizen is focused on making small
improvements on a continuous basis (Imai, 1997). Many scholars in the field believe that there are
certain minimal conditions which have to be met for successful implementation of kaizen. This includes
conducive political framework, harmonious social relations, compassionate and sympathetic attitude, and
capacity to take individual, as well as collective responsibility, and ability to work collectively or high
social capital (Ohno, I., Ohno, K., Uesu, S., Ishiwata, A., Hosono, A., Kikuchi, T., et al., 2009)
The System, Technique and Implementation of Kaizen Family
Indeed an integral part of Total Quality Management (TQM) is Kaizen therefore the term is
reciprocally related. When an organization/company want to maintain a level of quality that satisfy their
customers at the appropriate time and price then that organization must follow some quality management
techniques to fulfill those principles and planning. According to Imai (1986) the techniques associated](https://image.slidesharecdn.com/kaizenberhanutadesstayeedited-211005180132/75/Kaizen-berhanu-tadess-taye-edited-137-2048.jpg)
![[ T y p e t h e c o m p a n y a d d r e s s ]
with Kaizen included are, total quality control (TQC)/TQM, just in time (JIT), total productivity
maintenance (TPM), five ‖s‖ (5s), Benchmarking, skill gap analysis, six sigma the information about it
found under TQM, Policy Deployment, a Suggestion System, Small-group activity, etc. For this research
only use some of them than all organizational performance and effectiveness.
Under Organizational performance and effectiveness also it has, TQM/Kaizen, Six Sigma and BPR are
the meagre ones according to (Mullines, 2010). These are generally expressed in terms of a way of life
for an organization as a whole, committed in total customer satisfaction through continues process of
improvement or an application of radical change, and the contribution and involvement of people. This
topic also emphasize on explanation about the features of TQM and kaizen in detail.
Total Quality Management (TQM)
One particular approach to improved organizational performance and effectiveness is the concept of the
Japanese inspired total quality management (TQM). There are numerous definitions about TQM. These
are generally expressed in terms of a way of life for an organization as a whole, committed to total
customer satisfaction through a continuous process of improvement and the contribution and
involvement of people according to (Mullines,2010)5. A major influence on the establishment and
development of TQM was the work of Deming, who emphasized the importance of visionary leadership
and the responsibility of top management for initiating change. A mathematician by training, he was
interested in statistical measurement of industrial processes and attempted to persuade the American
manufacturing industry to improve quality, and to create constancy of purpose for improvement of
products and service. Deming cited in, (Ibid), drew attention to the importance of pride in work and
process control, and made constant reference to the importance of ‗good management‘ including the
human side of quality improvement and how employees should be treated. The successful organization
should perform effectively with organizational matter on policy issues it is constantly seeking
opportunities to improve the quality of its products and/or services and processes. The organization must
also couple quality with a required level of productivity. The chartered management institute gives the
following definition: (Ibid: 782.) TQM is a way of managing which gives everyone in the organization
responsibility for delivering quality to the final customer; quality being described as ‗fitness for purpose‘
or as ‗delighting the customer‘. TQM views each task in the organization as fundamentally a process](https://image.slidesharecdn.com/kaizenberhanutadesstayeedited-211005180132/75/Kaizen-berhanu-tadess-taye-edited-138-2048.jpg)
![[ T y p e t h e c o m p a n y a d d r e s s ]
which is in a customer/supplier relationship with the next process. The aim at each stage is to
define and meet the customer‘s requirements with the aim of maximizing the satisfaction of the
final consumer at the lowest possible cost.
Implementation of TQM and Kaizen
If TQM is to be implemented successfully it must be seen as a total process involving all operations of
the organization and the active participation including top management. It demands a supportive
organizational culture and a programme of management change. TQM places emphasis on the
involvement of people as
the key to improved quality. It involves changes to the traditional structure with greater emphasis on
natural 5 Laurie J. Mullins is lecturer in Portsmouth University of United Kingdom (UK) he wrote a book Management and
organizational Behavior, the TQM information can get in the themes of organizational performance and effectiveness. work
groups, multi-discipline working and team-based management. Attention must be given to effective
education and training, empowerment and the motivation to take ownership of quality, and systems of
communications at all levels of the organization. A related strategy to achieve a long-term aim, hence,
management authors‘and researchers agreed that the successor of TQM is the balanced scorecard.
According to Drummond cited in, Ibid, puts forward an interesting debate on comparing the philosophies
and ideas of Deming with Taylor‘s Scientific Management, and questions whether Deming‘s ideas are as
radical as they seem. Drummond suggests: cited in (Mullins, 2010)
The theme Kaizen is integral part of a total quality approach is the Japanese concept of Kaizen, which
literally means ‗improvement‘ or is often interpreted as gradual progress or incremental change. Kaizen
was introduced in several Japanese organizations after the Second World War and is particularly
associated with Toyota. The approach analyses every part of a process down to the smallest detail; Sees
how every part of the process can be improved; Looks at how employees‘ actions, equipment and
materials can be improved; and Looks at ways of saving time and reducing waste it includes social life
outside the working environment according to (Mullins, 2010).
Kaizen’s Just-In-Time (JIT) System and organization effectiveness](https://image.slidesharecdn.com/kaizenberhanutadesstayeedited-211005180132/75/Kaizen-berhanu-tadess-taye-edited-139-2048.jpg)
![[ T y p e t h e c o m p a n y a d d r e s s ]
The Just-In-Time concept was founded in Japan in part due to the contribution of Dr. Shingo Shigeo and
Mr. Taichii Ohio of Toyota Motor Co. from 1949 to 1975. During this period, Dr. Shigeo took charge of
industrial engineering and factory improvement training at Toyota Motor Corporation. The essential
element in developing JIT was the use of the Ford System along with the realization that factory workers
had more to contribute than just muscle power (Strategos,
2013). Hitherto, enormous defects existed in the manufacturing systems in Japan that related to inventory
problem, product defects, rising cost of production through wastes and production delays (Adeyemi,
2010). In the late 1970s and early 1980s, many non-Japanese firms began adopting the Just-in-Time
philosophy and subsequently, many studies dealing with Just-in-Time implementation in several
countries have been conducted and reported (Moreira & Alves, 2008)
According to Teeravaraprug, Kitiwanwong, & SaeTong (2011), JIT is a manufacturing system with the
primary goal of continuously reducing and ultimately eliminating all forms of waste with a focus on
minimizing raw material, work-in-process, and finished goods inventory with a view to cutting inventory
costs and helping to expose other more serious inefficiencies in the manufacturing cycle. (Kisemb,
2007), refers to JIT as a management philosophy, rather than another production technique, composed of
collection of concepts and techniques for improving productivity which has widely been implemented in
both supply and manufacturing industries as a survival strategy against global market competition with
remarkable success
JIT emphasizes waste reduction, continuous improvement and customer responsiveness. There are seven
wastes in JIT, which are waste from overproduction, waste of waiting time, transportation
Waste, inventory waste, waste of motion, and waste from product defects (Teeravaraprug, Kitiwanwong,
& SaeTong, 2011). It is the elimination of these wastes that make JIT a reality by eliminating bottlenecks
in the manufacturing process. According to Gupta(2012) and (Gupta,
2011), JIT focuses on the process and not on the product. It can therefore be applied to any](https://image.slidesharecdn.com/kaizenberhanutadesstayeedited-211005180132/75/Kaizen-berhanu-tadess-taye-edited-140-2048.jpg)
![[ T y p e t h e c o m p a n y a d d r e s s ]
group of processes whether manufacturing or service. The philosophy behind JIT is continuous
improvement of processes. The ultimate goal of JIT is to attack waste.JIT is a business
approach/philosophy of supplying a product or service when it is needed, how it is needed and in the
exact quantity it is needed. however for JIT to work, the following elements need to be put in place as
enumerated by (Nameer, 2008) they are 5S, pull system, Leveled Production, Pull System, Continuous
Flow Processing, , Flexible Work Force (Shojinka), 5Ss (Sifting, Sorting, Sweeping, Spick-n-Span and
Sustenance).
Balakrishnan, Linsmeier, & Venkatachalam, (1996), analyzed a sample of 46 firms that publicly
disclosed adoption of JIT production. Using a matched pair sample of non-JIT firms, they found no
significant differences in inventory utilization for the two samples prior to JIT adoption. JIT firms,
however, showed superior utilization of overall and work in process inventories relative to their control
firm counterparts after adopting JIT production.
Another study carried out in Nigeria by Adeyemi (2010) among 16 firms practicing JIT found that 69%
of the firms experienced significant reduction in Inventory Cost, 69% of the firms’ experienced large
space saving while 50% experienced increased flexibility. In Portugal, a study carried out by Moreira &
Alves(2008) showed that Portuguese firms have the following basic perspectives about the Just-in-Time
system: it is perceived as a tool to reduce inventories, to increase quality and to eliminate waste, it highly
depends on suppliers’ performance, it helps improve quality and thus reduce scrap and defectives, and it
is a tool for production planning and control.
Kaizen’s Strategic management and organization effectiveness
Employee Strategic Managements (or employee suggestion schemes) are the oldest form of employee
involvement. Management about 100 years ago in Scotland first used the practice of soliciting
suggestions from workers. William Denny, a Scottish shipbuilder, asked his workers to suggest methods](https://image.slidesharecdn.com/kaizenberhanutadesstayeedited-211005180132/75/Kaizen-berhanu-tadess-taye-edited-141-2048.jpg)
![[ T y p e t h e c o m p a n y a d d r e s s ]
for building ships at low cost to (Cuc & Tripa, 2008), and (Arif M. , Aburas, Al Kuwaiti, & Kulonda,
2010). In the United States, records show that an Easman Kodak employee named William Connors
received a price of two dollars in 1898 for suggesting that windows be washed to keep the workplace
brighter (Cuc & Tripa, 2008).
One of the main vehicles for involving all employees in kaizen is using the suggestion system, but the
suggestion system does not always provide immediate economic payback, but is looked at as more of a
morale booster. (Arif M. , Aburas, Al Kuwaiti, & Kulonda, 2010). According to (Verdinejad, Mughari,
& Ghasemi, 2010), The best ideas can come from any employee, anytime, anywhere; people naturally
think of ways to make their jobs easier, faster, and more productive. Although these words are a truism,
few organizations have effective systems to solicit ideas and then implement the best ones. In many
Companies when ideas are accepted from employees, it happens because the idea creator was persistent
and vocal, and exerted a lot of personal energy. (Neagoe & KLEIN, 2009), argues that when a constant
stream of small improvements flows from all the employees, a powerful force is set in motion.
Suggestion system plays an important role on increasing management capabilities on learning through
feedback received and improving the entire system. An effective suggestion system could easily unveil
any existing shortcomings in the system and helps management team find better solutions to overcome
troubles (Nouri & Ahanchi, 2012). In many Japanese companies, the number of suggestions made by
each worker is looked at as a reflection of the supervisor’s kaizen efforts. It is a goal of managers and
supervisors to come up with ways to help generate more suggestions by the personnel (Arif M. ,
Aburas, Al Kuwaiti, & Kulonda, 2010). Employees’ ideas and innovations are so important in any
organization because they are on the shop floor and are experiencing the advantages or disadvantages of
what they are doing (Wilson, DuPlessis, & Marx, 2010)](https://image.slidesharecdn.com/kaizenberhanutadesstayeedited-211005180132/75/Kaizen-berhanu-tadess-taye-edited-142-2048.jpg)
![[ T y p e t h e c o m p a n y a d d r e s s ]
The success factors related to suggestion systems according to (Arif M. , Aburas, Al Kuwaiti, &
Kulonda, 2010) can be divided into the following six main areas: 1) Ease of use; 2) Supervisory support;
3) Colleague support; 4) Clarity of scope; 5) Rewards and 6) Feedback. As stated by Charles & Chucks
(2012), long term and short-term benefits of adopting suggestion system are customer satisfaction,
improved productivity index, attainment of world-class system, improved satisfaction and employees’
citizenship and growth in corporate revenue. It is imperative that several key elements of employee
suggestion programs include senior staff support, a simple easy process for submitting suggestions, a
process for evaluating and implementing them, an effective program for publicizing and communicating
the program and a fair and motivating award scheme. (Wilson, DuPlessis, & Marx, 2010)
Kaizen’s Quality Circle System and Organization Effectiveness
A kaizen strategy includes small-group activities informal, voluntary, intra company groups organized to
carry out specific tasks in a workshop environment. The most popular type of small group activity is
quality circles, designed to address not only quality issues but also such issues as cost, safety, and
productivity, quality circles may be regarded as group-oriented kaizen activities (Imai, 1997).The origin
of Quality Circle can be traced to lectures of J. Juran Starting in 1954, which emphasized participation of
middle and top management in the implementation of quality control systems. The Japanese studied
these lecturers recommendations and put them into practice on large scale basis from 1955 to 1960, with
an important modification: instead of allowing quality control to remain the province of quality control
engineers, management made it the responsibility of all rank and file employees as well (Munchus,
1983).
Kannan & Rajan (2011) says that quality circles consists of small group of employees from all levels of
the existing hierarchical structure within an organization, voluntarily involved in the process of
identifying, analyzing and formulating solutions to various technical, manual and automation related
problems encountered in daily work life. Another definition of Quality Circles by Khond, Devatwal,
& Gorade (2012) refers to quality circles as a small group of employees of the same work area, doing](https://image.slidesharecdn.com/kaizenberhanutadesstayeedited-211005180132/75/Kaizen-berhanu-tadess-taye-edited-143-2048.jpg)
![[ T y p e t h e c o m p a n y a d d r e s s ]
similar work that meets voluntarily and regularly to identify, analyze and resolve work related
problems. Quality Circle revolves around the principles of voluntary participation and collaborative
decision making.
According to Chaudhary & Yadav (2012), the basic principles behind quality circle activities are to
contribute for improvement & development of the organization, to exercise human capability fully and to
explore hidden capabilities and to respect humanity & build a worthwhile to live in happy positive
environment. The main tools used to solve problems using quality circles are brainstorming, collection
of data, cause-effect diagram, pareto analysis and cumulative line diagram (Chaudhary & Yadav,
2012)Included among the extensive list of organizational and individual outcomes that are claimed to be
affected by the quality circle process are productivity, quality, absenteeism, grievance rates, job
satisfaction, organization commitment, and morale. (Barrick & Alexander, 1987). A study carried out by
Chaudhary& Yadav(2012) at M/s. Sangam Spinners Ltd., Bhilwara in India to determine the Impact of
Quality Circle Towards Employees
& Organization reported that practicing quality circle increased productivity by 2%, an outcome benefit
totaling Rs. 22.16million/annum, increasing positive attitude of the employee, morale of the employees
was boosted, and job satisfaction boosted. In another unrelated study, done to examine the relationship of
organizational effectiveness and employee performance and motivation in the telecommunication and
banking sector of Pakistan, A sample of 103 respondents was taken and Pearson correlation was
applied. The results showed that there exists significant positive correlation (0.287) between employee
motivation and organizational effectiveness (Manzoor, 2012).
Kaizen’s Total Productive Maintenance (TPM) System and organization effectiveness
The concept of TPM was developed in Denso, A tier one automotive supplier in the Toyota](https://image.slidesharecdn.com/kaizenberhanutadesstayeedited-211005180132/75/Kaizen-berhanu-tadess-taye-edited-144-2048.jpg)
![[ T y p e t h e c o m p a n y a d d r e s s ]
group of suppliers, during 1960s and 70s in Japan. The central thrust of the program was the complete
elimination of the “six major equipment losses”. The key concept behind effective improvements was
autonomous maintenance (Dogra, Sharma, Anish, & Dureja, 2011).
Nakajima, a major contributor of TPM, has defined TPM as an innovative approach to maintenance that
optimizes equipment effectiveness, eliminates breakdowns, and promotes autonomous maintenance by
operators through day-to-day activities involving the total workforce (Ahuja & Khamba, 2008). It
focuses on improving equipment quality and seeks to maximize equipment efficiency through a total
system of preventive maintenance spanning the lifetime of the equipment (Imai, 1997).
Figure: Pillars of Total Productive Maintenance; Source (Ahmed, Ali, Allama, & Parvez,
2010)
TPM concepts involve commitments to long-range planning, especially on the part of senior
management. Typically, TPM is initiated as a “top-down” exercise, but only implemented successfully
via “bottom-up” participation. (Dogra, Sharma, Anish, & Dureja, 2011).The four key components of
TPM are worker training, operator involvement, teams and preventive maintenance (Ahuja & Khamba,](https://image.slidesharecdn.com/kaizenberhanutadesstayeedited-211005180132/75/Kaizen-berhanu-tadess-taye-edited-145-2048.jpg)
![[ T y p e t h e c o m p a n y a d d r e s s ]
2008).The aim of the program is to markedly increase production while at the same time increasing
employee morale and job satisfaction. It brings maintenance into focus as a necessary and vitally
important part of the business. It is no longer regarded as a non-profit activity (Ahmed, Ali, Allama, &
Parvez, 2010).
Quality Management
Quality management is a set of ‘coordinated activities that direct and control an organisation with regard
to quality’ (International Organization for Standardization 2000a, p. 8). Quality management is a generic
term used collectively to describe different philosophies, phenomena and methodologies, such as quality
planning, quality improvement (QI) and quality control (QC). The scope of quality management extends
from simple techniques such as inspection, a suggestion system, quality circles and Kaizen, to advanced
concepts such as
Lean, Six Sigma, TQM and the Balance Scorecard. Hence, managing quality is significant for the
success of businesses (Dale 1999). Quality management received immense attention in the post-war
reconstruction of Japan (Fisher & Nair 2009). Fisher and Nair (2009) state that quality management
turned out to be the most significant economic contribution for Japan. Experts such as Dr Shewhart and
Dr Deming introduced the concepts of quality and statistics (Petersen 1999; Wilcox 2004), which later
proved to be the backbone of Japan’s surprisingly improved and developed economy (Glassop 1995).
Extensive focus on quality assisted Japan not only to recover from the devastating effects of the war, but
it also facilitated the country’s emergence as a leading world economy. This also resulted in turning the
focus of the entire world to quality and quality management (Dahlgaard & Dahlgaard-Park 2006).
Quality is a relative term and no one definition exists (Dale 1994, 1999; Van der Wiele, Dale & Williams
1997). Garvin (1984) presented eight product quality dimensions: performance, features, reliability,
conformance, durability, serviceability, aesthetics and perceived quality. Further, it is important to note
that any product can be checked for quality against these dimensions singly or collectively. As for the
conceptual development of quality, Dale (1999) and van der Wiele, Dale and Williams (1997) present a](https://image.slidesharecdn.com/kaizenberhanutadesstayeedited-211005180132/75/Kaizen-berhanu-tadess-taye-edited-146-2048.jpg)
![[ T y p e t h e c o m p a n y a d d r e s s ]
transitional model. According to Dale (1999) and van der Wiele, Dale and Williams (1997), the
evolutionary steps of the quality concept show a complete conceptual transition,
moving from inspection to QC to QA, and then to TQM. However, as shown in Figure 2.1, quality
evolution can also be described as starting from inspection and moving to QC, then to QA, and then
perhaps to quality management Phase I (QM Phase I), quality management Phase II (QM Phase II) and
possibly quality management Phase III (QM Phase III), thus highlighting how all these stages are closely
interrelated (Khurshid, Waddell & Glassop 2010). In other words, the journey to measure and improve
quality begins with product inspection and leads to process control, system management, incorporating
cultural change and, finally, performance management or, perhaps, sustainable organisation, (see Figure
2.1).
Figure 2.1: Evolution of Quality as Collated by Author from Dale (1994, 1999); van der Wiele, Dale
and Williams (1997); and Khurshid, Waddell and Glassop (2010)](https://image.slidesharecdn.com/kaizenberhanutadesstayeedited-211005180132/75/Kaizen-berhanu-tadess-taye-edited-147-2048.jpg)
![[ T y p e t h e c o m p a n y a d d r e s s ]
In examining the sequence, one can perceive that, to achieve performance enhancement effectively, it is
essential to follow the sequence. This is because all the transitional stages are interlinked and omission of
any stage could result in the development of an ineffective quality management system. For example, at
the stage of process control, QC cannot be carried out without product inspection; similarly, QA activity
includes QC and so on. Most of the time, the industry adopts the latest version of quality management
without proper execution of the prior stages, which is why the majority of implementations turn out to be
sour experiences and the methodology is usually termed as a fad (Ponzi & Koenig 2002; Ramberg 2000;
Zhivago 2007). This seems to be true in the case of SMEs in which quality management adoption is
largely the result of push by their customers and not by choice of the SMEs themselves (Brown, van der
Wiele & Loughton 1998). Further, the absence of theoretical foundations for the implementation of
quality management in SMEs is another gap to be considered. Although Anderson, Rungtusanatham and
Schroeder (1994) tried to establish the theoretical basis for quality management, overall the literature is
silent. As a result, most often, SMEs show an absence of proper conceptual understanding of quality
management; thus, an ineffective quality management system, without any proper strategy to improve
the performance, is established and implemented. Critical analysis suggests that, for the most part, in
SMEs, there is nothing wrong with any of the quality management techniques and much is dependent on
the intention behind its adoption along with the commitment of the top management. As discussed
earlier, the term quality management is quite broad and it includes a variety of methodologies and
philosophies. Among various quality management programs, ISO 9000, discussed in the next passage
and are overviewed in the following sections.
ISO 9000 Standard
The ISO 9000 standard series is the most implemented quality management standard in the world
(British Standards Institution [BSI] 2011), across all types of organisations, large as well as SMEs. BSI
(2011) reports that over one million organisations in 178 countries are using the ISO 9000 standard to
address their quality management needs. The implementation of ISO 9000 standard is more as compared
to other quality management programs in organisations belonging to Organisation for Economic Co-
Operation and Development (OECD) countries, as identified by Mellor and Hyland (2005). The ISO](https://image.slidesharecdn.com/kaizenberhanutadesstayeedited-211005180132/75/Kaizen-berhanu-tadess-taye-edited-148-2048.jpg)
![[ T y p e t h e c o m p a n y a d d r e s s ]
9000 standard series has also received recognition in the literature (Antony, Kumar & Madu 2005;
Wessel & Burcher 2004). ISO 9000 is helpful and essential for understanding the basic philosophy of
quality management. ISO 9000 is based on a process approach model with the intention of implementing
it with the help of the Deming Cycle that is, Plan (P), Do (D), Check (C) and Act (A) (ISO 2008; Moosa
& Sajid 2010). The International Organization for Standardization (ISO) describes eight quality
management principles that provide a basis for establishing and implementing quality management in
any organisation, regardless of type, size and product they produce (ISO 2008; Pfeifer, Reissiger &
Canales 2004). Table 2.1 presents the eight quality management principles mentioned in the ISO 9000
standard (ISO 2000a, pp. v–vi).
Table 1: Quality Management Principles
EIGHT QUALITY MANAGEMENT PRINCIPLES
1) Customer focus: Organizations depend on their customers and therefore should
understand current and future customer needs, should meet customer
requirements and strive to exceed customer expectations.
2)Leadership: Leaders establish unity of purpose and direction of the organization.
They should create and maintain the internal environment in which
people can become fully involved in achieving the organization's
objectives.
3) Involvement
of people:
People at all levels are the essence of an organization and their full
involvement enables their abilities to be used for the organization's
benefit.
4) Process approach: A desired result is achieved more efficiently when activities and related
resources are managed as a process.](https://image.slidesharecdn.com/kaizenberhanutadesstayeedited-211005180132/75/Kaizen-berhanu-tadess-taye-edited-149-2048.jpg)
![[ T y p e t h e c o m p a n y a d d r e s s ]
EIGHT QUALITY MANAGEMENT PRINCIPLES
5) System approach
to Management:
Identifying, understanding and managing interrelated processes as a
system contributes to the organization's effectiveness and efficiency in
achieving its objectives.
6) Continual
improvement: Continual improvement of the organization's overall performance
should be a permanent objective of the organization.
7) Factual approach
to decision making: Effective decisions are based on the analysis of data and information.
8) Mutually
beneficial supplier
relationships:
An organization and its suppliers are interdependent and a mutually
beneficial relationship enhances the ability of both to create value.
Source: Adapted from “Quality Management Systems—Fundamentals & Vocabulary (ISO
9000:2000)” by International Organisation for Standardization (2000)
Organizations are currently encountering a necessity to respond to rapidly changing consumer
needs, desires, and tastes. To compete in this continuously changing environment, these organizations
must seek out new methods allowing them to remain competitive and flexible simultaneously, enabling
their companies to respond rapidly to new demands. The contemporary industrial world is in a new era
termed the "third industrial revolution" (Black, 1991). The effect of this new era is dramatic to most
businesses because they have been forced into the global economy by emerging global competition. In
order for companies to remain competitive, retain their market share in this global economy, and satisfy
both external and internal customers, continuous improvement of manufacturing system processes has
become necessary (Kokuo, 1992; Shingeo, 1988; Yaruhiro, 1993). The method used to design a flexible,](https://image.slidesharecdn.com/kaizenberhanutadesstayeedited-211005180132/75/Kaizen-berhanu-tadess-taye-edited-150-2048.jpg)
![[ T y p e t h e c o m p a n y a d d r e s s ]
unique, controllable, and efficient cellular manufacturing system has become a topic that modern
industrial operations are eager to learn and implement. The Kaizen technique has been proven as an
effective tool for process improvement (Yung, 1996), process reengineering (Lyu, 1996), and even for
organizational designs (Berger, 1997). Kaizen now is further implemented in industries for designing
cellular manufacturing system to reduce cost and working space.
As an example of the successful implementation of Kaizen, take the case of a U.S. wood window
company in the state of Iowa. This company has been using Kaizen since 1991 to redesign their shop
floor, replacing expensive, nonflexible automation with low cost, highly flexible cellular applications.
This company uses Kaizen to respond rapidly to consumer needs and to resolve problems in their
manufacturing processes. Kaizen is used extensively in Product, Process, and Production (PPP)
development. The major strategy of this development is to design a new product while considering the
functions of products, the production processes used, and efficient production practices on the shop floor.
This approach is similar to concurrent engineering; however, the distinction between concurrent
engineering and Kaizen is that the latter calls for the creation of a team that includes cross-functional
employees, such as engineers, shop managers, and operators, working together on targeted areas. With a
set of goals and a series of brainstorming processes, this team is expected to obtain a solution for
resolving the problem within a week's time. During this week, the team concentrates on nothing but the
project at-hand. This wood window company has successfully undertaken hundreds of projects over the
past eight years. Achieving success in this way, the company has become a model for many local
industries.
The Kaizen process is successful because it employs the lean thinking approach of designing a
flexible, controllable, efficient, and unique manufacturing process (Womack & Jones, 1996). This article
describes an example of Kaizen's success in a pull cellular manufacturing system and addresses this
success in terms of cost, space, and improved worker satisfaction.
What Is Kaizen?](https://image.slidesharecdn.com/kaizenberhanutadesstayeedited-211005180132/75/Kaizen-berhanu-tadess-taye-edited-151-2048.jpg)
![[ T y p e t h e c o m p a n y a d d r e s s ]
Kaizen is a Japanese word that has become common in many Western companies; the word
indicates a process of continuous, incremental improvement of the "standard" way of work. This kind of
creative improvement is something that every employee is capable of contributing to. The front-line
employee is, in fact, most familiar with the actual work; there may be no one person to ask for
improvement ideas.
Kaizen thrives by being adopted into the organizational culture. Successful implementation results
in a cooperative atmosphere where everyone is aware of the key goals and measures of success. In this
type of environment, implementation of new concepts is readily achieved with a high degree of success.
Kaizen can be applied to any area in need of improvement. Kaizen is more than just a means of
improvement because it represents the daily struggles occurring in the workplace and the manner in
which those struggles are overcome (Kaizen Teian 1, 1992; Kaizen Teian 2, 1992). The flexibility
inherent in this approach makes it applicable to myriad corporate situations with only a few basic
requirements necessary before full implementation can be realized.
The Kaizen approach requires that all employees participate; therefore, everyone in the company is
encouraged to play a role in Kaizen activities. Kaizen has three major components:
Figure 1
The Kaizen Process Overview.](https://image.slidesharecdn.com/kaizenberhanutadesstayeedited-211005180132/75/Kaizen-berhanu-tadess-taye-edited-152-2048.jpg)
![[ T y p e t h e c o m p a n y a d d r e s s ]
.
1. Perceptiveness: All Kaizen projects are based on identified problems. If no
problem has been identified, there is no use for Kaizen.](https://image.slidesharecdn.com/kaizenberhanutadesstayeedited-211005180132/75/Kaizen-berhanu-tadess-taye-edited-153-2048.jpg)
![[ T y p e t h e c o m p a n y a d d r e s s ]
2. Idea development: This stage requires more than one person to provide better
innovative ideas; therefore, forming a Kaizen focus team for the identified
problem is very important. In this team-assembly process, one key is putting
employees who work in the problem area together in order to interact in this
innovative team.
3. Decision, implementation, and effect: Kaizen is only valuable if and when it is
implemented. In the decision-making process, the team identifies what appears to
be the best solution to the problem being dealt with, and then begins the
implementation process. Following implementation, the team is also responsible
for evaluating the effect of the Kaizen process once it has been implemented in the
shop flow of a factory.
Transferring these three stages into a systematic approach, Figure 1 shows the flow chart of the
Kaizen process employed in this case study. The following section of this article introduces, step-by-
step, how a Kaizen approach has been used to implement a pull cell design. The steps of this approach
are summarized as follows:
1. Identify a problem.
2. Form a team.
3. Gather information from internal and external customers, and determine goals for
the project.
4. Review the current situation or process.
5. Brainstorm and consider seven possible alternatives.
6. Decide the three best alternatives of the seven.
7. Simulate and evaluate these alternatives before implementation.
8. Present the idea and suggestions to managers.
9. Physically implement the Kaizen results and take account of the effects.
The following case study demonstrates the Kaizen practice.](https://image.slidesharecdn.com/kaizenberhanutadesstayeedited-211005180132/75/Kaizen-berhanu-tadess-taye-edited-154-2048.jpg)
![[ T y p e t h e c o m p a n y a d d r e s s ]
Case Study
The focus of this project is the virtual manufacture of meat tenderizers. The full de sign of a meat
tenderizer is shown in Figure 2. The problem identified in this virtual situation is that the product is
currently too expensive to produce. After the cellular manufacturing system was introduced, a Kaizen
team was formed to design a cellular manufacturing system to reduce production costs and improve the
quality of every product. In order to address this system design problem, a design engineer, a
manufacturing engineer, a quality engineer, and two machining operators were invited to be team
members in this Kaizen project.[JCD1]
After identifying the problem, forming the team, and discussing the problem with all the employees
in that production area, the team met to discuss the goal of this project. A brainstorming process was
used to explore the team's goals. For this particular project, there were three goals: (a) reduce 25% of the
unit cost, (b) design a cellular manufacturing system, and (c) reduce floor space by 15%. With setting
these goals, the team could begin to review the current process of the product.
Figure 2
A Final Assembly Drawing for the Meat Tenderizer.](https://image.slidesharecdn.com/kaizenberhanutadesstayeedited-211005180132/75/Kaizen-berhanu-tadess-taye-edited-155-2048.jpg)
![[ T y p e t h e c o m p a n y a d d r e s s ]
Review of Current Situation/Process
Meat tenderizer production consists of machining four basic components followed by a final
assembly process (Figure 2). The facility is organized as a job shop with a separate assembly line. Flow
of material follows a push model: the up-stream operation pushes the work-in-progress (WIP) to the
down-stream operation and requests information from the down-stream operator. The current process
needs to be determined and developed into a Process at a Glance (Figure 3), displaying the current
method in a step-by-step flow.
The sequence of the manufacturing process begins with the cutting of raw stock. The operator is
given a cut sheet and a cut quantity for each part. Some setup time is necessary between the production](https://image.slidesharecdn.com/kaizenberhanutadesstayeedited-211005180132/75/Kaizen-berhanu-tadess-taye-edited-156-2048.jpg)
![[ T y p e t h e c o m p a n y a d d r e s s ]
of each part and is considered as internal setup time. Referring to Figure 2, the first cutting operation
produces the aluminum handle, the second produces the aluminum dowel, the third produces the plastic
grip, and the fourth produces the aluminum head. After a specified quantity of aluminum is cut for the
handle, it is delivered to the lathe operator, where the drilling and reaming operation is performed,
allowing the handle to accept the dowel insert. Then, the relief cut, diameter reduction, and threading
operations are performed. The proper length for the handle is established at this time. This process is
repeated until the batch quantity delivered from the cutting operation is completed. The operator then
performs the necessary setup required for the next operation.
The next part of the meat tenderizer to arrive at the lathe is the dowel. Both ends are faced, with one
end center-drilled to facilitate a milling operation later in the manufacturing process. Straight knurling is
also applied at this time.[j2] Once the batch quantity is completed, the setup for production of the plastic
grip is done. At the lathe, the plastic grip is faced on one end, drilled, and reamed[j3]. The grip is also
rotated to the opposite end to prepare it for a later machining operation. This operation is repeated until
the required batch size is produced. At this time, the operator returns to the first operation for turning the
aluminum handle.
Once the lathe operations on the aluminum handle and the dowel have been completed, the parts go
to a press operation in the assembly area. At the press, the aluminum dowel is inserted into the handle to
a specified depth of 2.375 inches. This operation is repeated until the predetermined batch size has been
produced. From this point, the handle and dowel move to the milling operation, where the nine flutes are
applied. When the complete batch is finished, the parts are moved to a polishing center where the
handles receive a final finish. These finished parts are then inventoried until delivered to the assembly
area.
Figure 3
The Process at a Glance of Production of the Meat Tenderizer.](https://image.slidesharecdn.com/kaizenberhanutadesstayeedited-211005180132/75/Kaizen-berhanu-tadess-taye-edited-157-2048.jpg)
![[ T y p e t h e c o m p a n y a d d r e s s ]
The next component to move through the process is the plastic grip (Figure 2). After being prepared
by the lathe operation, the grip is delivered to a milling process where 10 flutes are machined. Once this
process has been done on the batch quantity, the plastic grips are taken back to the lathe to go through
the final ball end-milling operation. From this point, the grips are cleaned and de-burred. Once this
deburring procedure is complete, the parts are passed to an inventory location, awaiting final assembly.
The meat tenderizer head (Figure 2) is produced concurrently with other parts of the product. Once
the cutting operation is complete, the batch quantity is delivered to the milling operation where the block
is faced on all sides and a pattern is cut on each end. Once the milling operation has been performed, the
head is transferred to the drilling and tapping process, where the hole is drilled and tapped. After this](https://image.slidesharecdn.com/kaizenberhanutadesstayeedited-211005180132/75/Kaizen-berhanu-tadess-taye-edited-158-2048.jpg)
![[ T y p e t h e c o m p a n y a d d r e s s ]
operation is finished, the meat tenderizer head is delivered to a de-burring and polishing station, and then
to inventory to await final assembly.
The assembly process operates around an assembly station consisting of four work-stations for each
of the meat tenderizer's four components (aluminum handles, dowels, plastic grips, and the tenderizer
head) with one worker at each station. First, the aluminum handle is threaded into a fixture to protect the
threads and align the part. The dowel is then pressed into the handle and the assembly is removed from
the fixture. This process is repeated until the lot size is complete. Next, the assembly is delivered to the
milling operation where the nine flutes are milled onto the handle. After the handle is milled and
polished, it is returned to the assembly area for final assembly. The aluminum handle is threaded into the
fixture as before, in order to protect the threads. To ensure proper alignment, the plastic grip is pressed
onto the handle. The assembly is then removed from the fixture and the tenderizer head is threaded onto
the handle assembly. The completed product is cleaned, packaged, and prepared for shipment to a retail
outlet.
Brainstorming and Consideration of Possible Alternatives
Once everyone on the team understands the current method, a brainstorming phase begins in order
to accumulate ideas determining seven new processes to be evaluated. No ideas are too bizarre, ranging
from doing nothing at all to viewing various ways to completely redesign the process. The number of
new processes changes depending on the project, but seven is the number typically used because it
creates a high degree of stimulation during the limited time allotted for the brainstorming phase.
Figure 4
The Seven Alternative Methods after Kaizen Brainstroming Process.](https://image.slidesharecdn.com/kaizenberhanutadesstayeedited-211005180132/75/Kaizen-berhanu-tadess-taye-edited-159-2048.jpg)
![[ T y p e t h e c o m p a n y a d d r e s s ]
The seven proposed methods should be displayed in a chart that allows everyone to view them
quickly and easily. The information provided also needs to be clear and concise, including a process
sketch, a brief explanation of the operation, a measuring gauge, a list of necessary tools, and required
fixtures. The seven methods for this project are summarized in Figure 4. Once these methods are
developed, an evaluation of these proposed processes must be undertaken.
Evaluation and Selection of Process
A group approach was implemented based on the three goals of this project to develop evaluation
criteria. The decision was made to evaluate this project based on the following criteria: (a) flexibility:
with two subcriteria: simplicity and ease of repetition; (b) cost: with five subcriteria: capital investment,
labor costs, tooling costs, known technology, and required maintenance costs; and (c) safety: with seven
subcriteria: safe, clean, ergonomic, of desired quality, required skills, defects per shift, and meets
customer specifications. The first column in Table 1 shows the criteria for evaluating the seven](https://image.slidesharecdn.com/kaizenberhanutadesstayeedited-211005180132/75/Kaizen-berhanu-tadess-taye-edited-160-2048.jpg)
![[ T y p e t h e c o m p a n y a d d r e s s ]
alternatives. In addition, the weight of each criterion and the value of the subcriteria are also determined
and shown in the second and third columns of Table 1.
The evaluation sheet determines how the seven proposed methods will be assessed. This sheet
should consist of categories that are appropriate for the project. Once the evaluation sheet is prepared,
each member of the team independently rates the seven proposed methods on a scale from 1 to 5, with 1
indicating strongly disagree and 5 indicating strongly agree. A value of X can be entered if the team
member feels that one of the proposed methods is not an acceptable solution. After each member has
voted, the results are tallied and entered into a chart as shown in the last seven columns of Table 1. From
this chart, the three best methods can be selected for simulation. The top three methods selected in this
study were Methods 5, 4, and 1. At this point, one method was chosen for simulation to determine how
effective it might be when implemented.
Prototype and Simulation
Alternative number 5 shown in Figure 4 was chosen for prototyping and simulation because it had
the highest score in the decision matrix (Table 2). The design of the cell was developed and carefully laid
out using measurements from actual machines involved. Tables, chairs, cardboard boxes, or any other
readily available material can be used to simulate the cell design. Members of the team used stop
watches to simulate the cycle time of each station in the cell. The workers in the cell could not move to
the next assignment in the process until signaled by the timekeeper. By following this example, the cycle
time of the cell was predicted very accurately relative to real-time values.
Table 1
The Evaluation Criteria, Weights, Values, and Overall Scores for the Seven
Alternatives.
Evaluation Weight Value Category
Proposed Process
1 2 3 4 5 6 7](https://image.slidesharecdn.com/kaizenberhanutadesstayeedited-211005180132/75/Kaizen-berhanu-tadess-taye-edited-161-2048.jpg)
![[ T y p e t h e c o m p a n y a d d r e s s ]
Flexible 25 5
1)
Simplicity
4 1 1 3 5 4 4
5
2) Easily
Repeatable
2 2 1 2 5 4 4
10
3)
Inexpensive
2 2 1 3 5 3 4
SUBTOTAL 50 35 20 55 100 75 50
Cost 25 10
1) Capitol
Investment
4 2 x 5 5 4 1
2 2) Labor 4 4 2 4 5 4 4
5 3) Tooling 3 2 1 4 4 3 1
5
4) Known
Technology
3 3 1 5 4 4 2
5
5)
Maintenance
Required
3 2 2 4 5 2 3
SUBTOTAL 105 75 ###### 135 140 105 60
Safety 25 10 1) Safe 4 3 1 4 4 4 2
5 2) Clean 4 3 1 4 5 3 2
5
3)
Ergonomic
3 3 1 4 4 1 3
SUBTOTAL 75 60 20 80 85 60 40
Quality 25 5
1) Skill
Required
3 2 2 4 5 3 2
10 2) Defects 2 3 1 4 5 4 5](https://image.slidesharecdn.com/kaizenberhanutadesstayeedited-211005180132/75/Kaizen-berhanu-tadess-taye-edited-162-2048.jpg)
![[ T y p e t h e c o m p a n y a d d r e s s ]
per Shift
10
3) Meets
Customer
Specs.
1 4 3 4 5 4 5
SUBTOTAL 45 80 50 100 125 95 110
TOTAL 227 217 ###### 317 355 263 214
Another important key to success under the Kaizen methodology is to generate a written description
of worker responsibilities. This key must be provided in order for everyone involved to be acutely aware
of what is going on in the process. A pictorial representation of the cell design can be seen in Figure 5.
Before worker responsibilities can be addressed, a few explanations of the cell are necessary.
Cell Design
The cell is a U-shaped pull design with a one-piece flow. A de-coupler is used between the workers
to break the dependency of the process and relax the need for precise line balancing (Black, 1991). It
holds one part with a specific input and output, and is not a storage area or buffer. Every part of the cell,
in each machine and in each de-coupler, is ready to be advanced. Work begins at the last process, and no
part can advance through the cell until the part is removed from the de-coupler. This signals the other
worker to begin. In other words, the work is "pulled" through the cell. The assignment of the work is as
follows.
Worker Responsibilities
WORKER 1
Starts at Station 4, and pulls the cleaned part from the de-coupler, signaling Worker 2 to begin the
process at Station 3. Worker 1 places the clean part in Station 4 and packages it, then walks to Station 1
and waits until the de-coupler is empty to begin work. When Worker 2 pulls the part from the de-](https://image.slidesharecdn.com/kaizenberhanutadesstayeedited-211005180132/75/Kaizen-berhanu-tadess-taye-edited-163-2048.jpg)
![[ T y p e t h e c o m p a n y a d d r e s s ]
coupler, Worker 1 places the finished part that was in Station 1 into the decoupler and begins this
process. When the operation at Station 1 has been completed, the worker walks back to Station 4 and
pulls the cleaned part from the de-coupler. The process is then repeated.
WORKER 2
Begins at Station 3 when Worker 1 pulls the part from the de-coupler. Worker 2 will move the
already cleaned part to the decoupler and will then move the part from Station 2 to Station 3 and clean it.
After it is cleaned, Worker 2 will move to Station 2 and pull the part from the de-coupler, signaling
Worker 1 to begin work at Station 1. Worker 2 will perform the process at Station 2 and then move back
to Station 3. When the de-coupler is emptied, Worker 2 repeats this procedure.
Figure 5
The Proposed Two-Worker Cell Layout.](https://image.slidesharecdn.com/kaizenberhanutadesstayeedited-211005180132/75/Kaizen-berhanu-tadess-taye-edited-164-2048.jpg)
![[ T y p e t h e c o m p a n y a d d r e s s ]
After physical simulation with this cell implementation, a cycle time of 27 to 29 seconds was
obtained through measurement. These results exceeded the goal of the team, allowing them to plan for
the presentation of this new alternative to upper management for approval before this approach could be
fully adopted on the shop floor.
Presentation and Implementation
Presentation to upper management is crucial for Kaizen to succeed because it allows upper
management to observe the impact Kaizen is having on the success of the organization while keeping
them in the information loop. Additionally, it provides an excellent method to train the entire
organization on Kaizen implementation. The presentation can also be used to provide feedback to
improve the implementation of the Kaizen methodology, resulting in the continuous improvement the
name Kaizen implies. This increase in visibility between upper management and the workforce
establishes a high level of communication, creating trust and understanding, eventually resulting in
improved employee relations and morale.
Results
The existing cycle time per assembly was 62 seconds. The new cycle time was about 28 seconds,
which constitutes an approximate 44% reduction in cycle time. The existing assembly area consisting of
workstations occupied 192 square feet. The proposed assembly area requires two cells, which use a space
of 160 square feet. The new plan reduces the workspace by 37%. Quality to the consumer is 100%
because the "make one check one pass one on" method provides 100% inspection, ensuring that no
inferior-quality products are passed on to the consumer. Scrap and re-work are minimized because
quality problems become visible immediately and can be addressed before additional defects may be
produced. Employee morale is improved because the cellular design makes it possible for workers to fill
multiple jobs. With Kaizen, workers rotate the tasks they undertake, raising satisfaction and morale.
Higher worker satisfaction and morale decrease boredom, resulting in increased productivity and higher
quality workmanship.](https://image.slidesharecdn.com/kaizenberhanutadesstayeedited-211005180132/75/Kaizen-berhanu-tadess-taye-edited-165-2048.jpg)
![[ T y p e t h e c o m p a n y a d d r e s s ]
Conclusion
The Kaizen process acknowledges the information at all levels of an organization through the
incorporation of a special type of intense teamwork. In addition, process steps that require seven
alternatives force teams to think "outside the box," which often results in major innovations. Finally, the
general guidelines are fundamentally sound manufacturing practices, such as "one piece flow" and the
elimination of non-value added practices.
When implementing the Kaizen approach, much of the responsibility lies with upper management.
Pitfalls include the tendency of upper management to micromanage the teams and a lack of initial
training in teamwork effectiveness.
The ability of an organization to respond to the rapidly changing global marketplace will eventually
determine the ultimate success of that organization. The implementation of Kaizen addresses many of the
needs that modern organizations face. While Kaizen brings continuous improvement, it also develops a
communications network throughout the organization that intrinsically supports a method of checks and
balances within daily operations. The daily trials and tribulations that upper management once
confronted on their own are now solved by the workforce, increasing morale and allowing upper
management to concentrate efforts on strategic planning.](https://image.slidesharecdn.com/kaizenberhanutadesstayeedited-211005180132/75/Kaizen-berhanu-tadess-taye-edited-166-2048.jpg)
![[ T y p e t h e c o m p a n y a d d r e s s ]
Warehouse
Management
Name:
Position:
Contact info:
What is/are the company’s goals/aims in connection with the
ongoing changes in the warehouse? (Comment: the goals will help
in/will support the choice of the KPIs. A KPI is a financial and non-
financial measure used to help an organization measure progress
towards a stated organizational goal or objective.)
How is the inventory of the warehouse tracked? (Comment: match
between the counted inventory v.s. the booked inventory?)
Is there a set time-frame for the implementation of 5S in the
warehouse? If the implementation of 5S is scheduled, describe the
Promotion Plan (e.g. steps/month).
Who is/are the implementation agent(s) of 5S? (Comment: apart
form the warehouse employees is there an appointed leader?)
How will/was the personnel prepared for the implementation of
the 5S and the changes? (Comments: materials created, in-house
education etc.?)
How will the innovation and continuous improvement be
supported?
How is the staff motivated for the (future) changes?](https://image.slidesharecdn.com/kaizenberhanutadesstayeedited-211005180132/75/Kaizen-berhanu-tadess-taye-edited-167-2048.jpg)


![[ T y p e t h e c o m p a n y a d d r e s s ]
ICT: Information Communication Technology
IGAs: Income Generating Activities
ILO: International Labour Organization
ISO: International Organization for Standardization
JICA: Japanese International and Cooperation Agency
JIKA: Japan International Kaizen Agency
JIT: Just in Time
JUSE: Union of Japanese Scientists and Engineers
MDGs: Millennium Development Goals
MFCSA: Micro Finance Credit and Saving Association
MSEs: Micro and Small Enterprises
KAB: Know about Business
MBE: Small Business & Enterprises
MoE: Ministry of Education
ODA: Official Development Assistance
OJT: On the Job Training
PDCA: Plan-Do-Check-Act
QA: Quality assurance
QC: Quality control
QC: Quality Circle
QCC: Quality Control Cycle
QFD: Quality function deployment
QI: Quality improvement](https://image.slidesharecdn.com/kaizenberhanutadesstayeedited-211005180132/75/Kaizen-berhanu-tadess-taye-edited-172-2048.jpg)
![[ T y p e t h e c o m p a n y a d d r e s s ]
QM Phase I: Quality management Phase I
QM Phase II: Quality management Phase II
QM Phase III: Quality management Phase III
R&R: Reward and Recognitions
MOTI: Ministry of Trade and Industry
NGO: Non-Governmental Organization
SMED: Single-Minute Exchange of Dies
SMEs: Small and Micro Enterprises
SQC: Statistical Quality Control
SDCA: Standardization-Do-Check-Act
SDPs: sustainable development plans
SPSS: Statistical Package for the Social Sciences
TICAD: Tokyo International Conference for African Development
TPM: Total Productive Maintenance
TQC: Total Quality Control
TQM: Total Quality Management
TPM: Total Productive Maintenance
TVETA: Technical and Vocational Education and Training Agency
UC: UNIT OF COMPETENCE
UNIDO: United Nations Industrial Development Organization
UNESCO: United Nations Educational, Science and Cultural Organization
WIE: Work-Integrated Learning
WACE: World Association for Cooperative Education](https://image.slidesharecdn.com/kaizenberhanutadesstayeedited-211005180132/75/Kaizen-berhanu-tadess-taye-edited-173-2048.jpg)
![[ T y p e t h e c o m p a n y a d d r e s s ]
ZD: Zero Defects
3Mu: three Mu, Muda (wastefulness), Muri (excessiveness), Mura (dispersion)
5S: Five S, (Sort, Set in Order, Shine, Standardize, and Sustain)
Japan’s words in to English language
On 5S
Seiri – Sorting
• Seiton – Stabilize
• Seiso – Shine
• Seiketsu – Standardization
• Shitsuke – sustain
Japanese 5Ss terms: translation in to English words
seiri - eliminating everything not required for the work being performed
(sort)
seiton - efficient placement and arrangement of equipment and material (set
in order)
seison - tidiness and cleanliness (shine)
seiketsu - ongoing, standardized, continually improving, standardize](https://image.slidesharecdn.com/kaizenberhanutadesstayeedited-211005180132/75/Kaizen-berhanu-tadess-taye-edited-174-2048.jpg)
![[ T y p e t h e c o m p a n y a d d r e s s ]
seiton, continue the situation in proper manner sustain
shitsuke - discipline with leadership](https://image.slidesharecdn.com/kaizenberhanutadesstayeedited-211005180132/75/Kaizen-berhanu-tadess-taye-edited-175-2048.jpg)





![For TVET level Trainees Tuesday April, 2019 By Berhanu Tadesse Taye Job Sheet and
information sheet level UC Kaizen
For TVET level Trainees Tuesday April, 2019 By Berhanu Tadesse Taye Job Sheet and
information sheet level UC Kaizen
Gasskov,V. (2000). Managing vocational training systems: A handbook for senior
administrators. Geneva: International Labour Office.
Gemechis, T. (2007). Attitude of college students towards entrepreneurship. A case study of
Addis Ababa University and Rift Valley university college Addis Ababa, Ethiopia
(Unpublished thesis).
Gembutsu Consulting, (2011). Lean manufacturing: Glossary, definitions and terms.
http://www.gembutsu.com/articles/leanmanufacturingglossary.html#l.
George, A.N. (2001). A Model for encouraging private sector collaboration in VET: A
developing world perspective. Jamaica: University of Technology.
Gondhalekar, S., Babu, S., and Godrej, N., (1995), Towards using kaizen process dynamics: a
Case study, International Journal of Quality & Reliability Management, V 12 (9),
pp.192-209. ,
Grierson, J.P. (1988). Vocational training and self employment: lessons from the field.
Cranfield/
London: Cranfield school of management/ ODA.
Gummesson, E. (1993). Case study research in management: Methods for Generating
Qualitative Data. Stockholm Sweden : Preliminary Script. Second Revised Version.
Hammer M., (1990). Re-engineering work: don’t automate, obliterate. Harvard Business
Review, Vol. 68, No. 4, pp. 104-112.
Hammer M. and Champy J., (1993). Re-engineering the corporation. Nicholas Brealey,
London.
Hammer M. and Champy J. (1993). Reengineering the corporation: A Manifesto for
Business Revolution. New York: HarperCallins.
Henery, D. W. Wand Michael S. Malone(1992). Free lean site. (The Virtual Corporation [New
York:], 118),www.free hyperlink "http://www.freeleansite.com/.../freeleansite_The
Kaizen
Attitude 12/08/2014
Huntzinger, J. (2002), The roots of lean. Training Within Industry: The origin of Kaizen,
Association for Manufacturing Excellence, 18, No. 2. pg. 9 - 22. Available on line at:
http://www.tdo.org/twi/RootsofLean.pdf, viewed February 10, 20013.
Hultgren, P. (2008). The motivating suggestion system. (Unpublished Master thesis). Blekinge
Institute of technology (BTH), Sweden
ILO.(2001). Modernization in vocational education and training in Latin and the
Caribbean Region. Montevideo.
ImaI, M., (1986). Masaaki Imai, Kaizen The Key to Japan's Competitive Success: New York:
McGraw Hill, Inc.
ImaI, M., (1997), Gemba kaizen. a common sense, low cost approach to management:.](https://image.slidesharecdn.com/kaizenberhanutadesstayeedited-211005180132/75/Kaizen-berhanu-tadess-taye-edited-181-2048.jpg)




![For TVET level Trainees Tuesday April, 2019 By Berhanu Tadesse Taye Job Sheet and
information sheet level UC Kaizen
For TVET level Trainees Tuesday April, 2019 By Berhanu Tadesse Taye Job Sheet and
information sheet level UC Kaizen
Weed, Julie (2010). "Factory Efficiency Comes to the Hospital". The New. http:nytimes.com
/20 business.Jun, 2013.
William, H. Davidow and Michael S. Malone (1992). ”Rebuilding a factory," kaizen attitude
free
lean site Harper (The Virtual Corporation [New York:], 118),
Wong Kam Loi, (2001). Total productive maintenance and effectiveness of Occupational
Health and Safety Management Systems University of Western Sydney. The Hong
Kong
Polytechnic University Master of Applied Science (Safety Management)
World Bank. (2007a). Ethiopia―urban labour market in Ethiopia: Challenges and prospects.
Volume I: Synthesis Report. Poverty reduction and economic management unit: Africa
Region. Retrieved from http://schoklandtvet.pbworks.com/f/Labour +market +vol+
1+feb +23.07.pdf
Worku M. (2009). Assessment of strategic management on Kale Advertising and Promotion
PLC.
Unity University School of Graduates Studies MBA Program, January 1-27
Unpublished
www.free HYPERLINK "http://www.freeleansite.com/.../freeleansite_The Kaizen Attitude
12/08/2014
www.dti.gov.uk/quality/benchmarking page 2 of 3 from Quality to Excellence Department of trade and
industry (DTI) United Kingdom retrieved September, 13, 2014 .
Yaruhiro, M. (1993). Toyota production system (2nd ed.). Norcross, GA: Industrial Engineering
and Management Press, Institute of Industrial Engineers.
Yin, R.K. (1989). Case study research: design and methods, Sage Publications, Newbury Park,
C.A.
Yin, R. K. (1994). Case study research: Design and Methods. Applied Social
Research Methods Series, Volume 5. 2nd Edition. Thousand Oaks. Sage Publications
Yin, R. K. (2004). Case study methods. COSMOS Corporation. Washington DC.
Yin, R. K. (2008) Case study research: Design and methods (Vol.5). Sage Publications,
Incorporated.
Yung, W. K. C. (1996). An integrated model for manufacturing process improvement. Journal
of Materials Processing Technology, 61(1), 39-43.
Womack, J. P., & Jones, D. T. (1996). Lean thinking. New York: Simon & Schuster.](https://image.slidesharecdn.com/kaizenberhanutadesstayeedited-211005180132/75/Kaizen-berhanu-tadess-taye-edited-187-2048.jpg)






















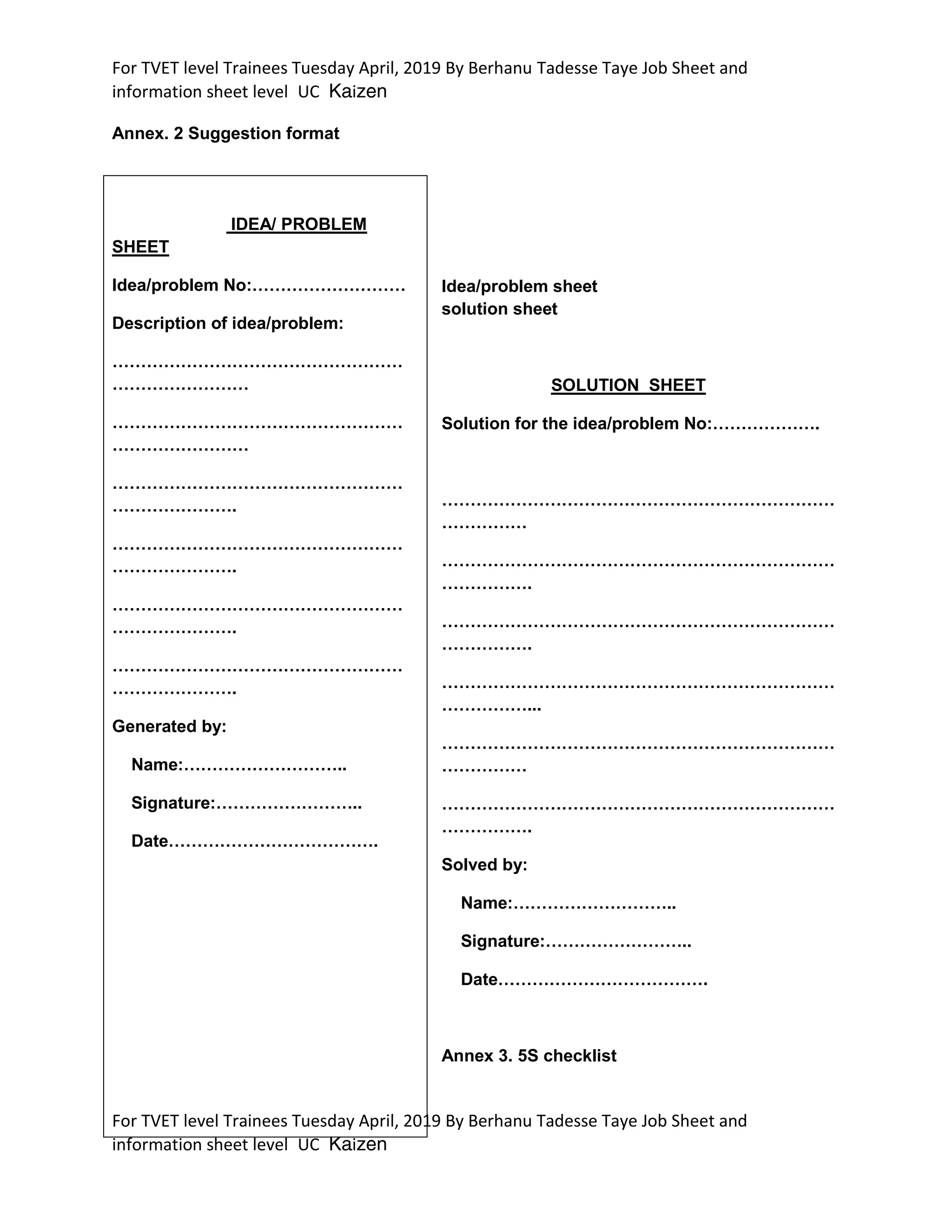
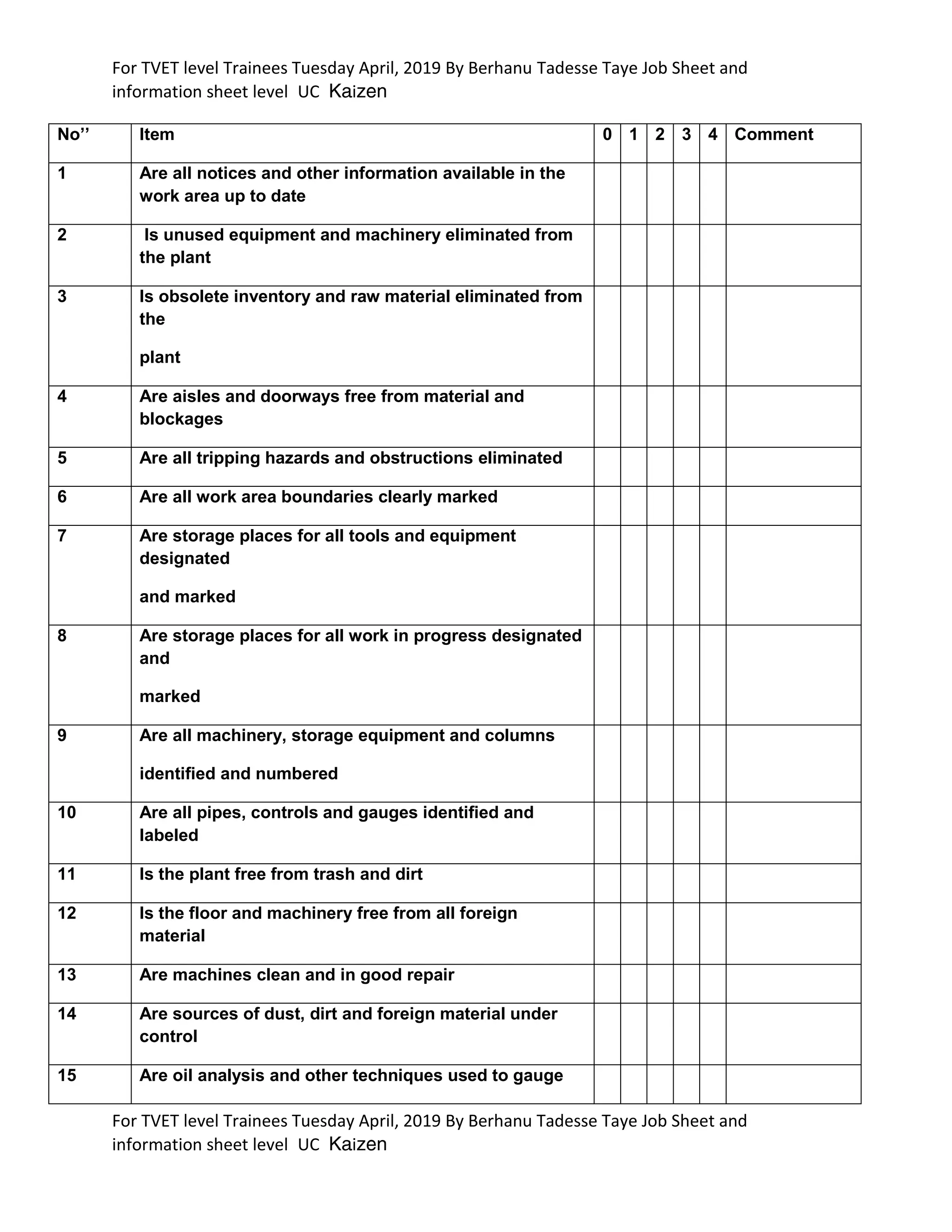









![For TVET level Trainees Tuesday April, 2019 By Berhanu Tadesse Taye Job Sheet and
information sheet level UC Kaizen
For TVET level Trainees Tuesday April, 2019 By Berhanu Tadesse Taye Job Sheet and
information sheet level UC Kaizen
and transfer”. I would like to add neither one nor more doubtful
“there is nothing more difficult to carry out more doubtful of success
or more dangerous to handle the initiate of a new order of this”.
(Machiavelli) July 24 at 4:08am ·
Samuel Tamene Dear Birhanu, I read your comments carefully with
regard to using renewable clean energy solutions. U replied that
innovation and entrepreneurship must be our driving forces to attain
clean energy security. To reach this level we need a paradigm shift
July 31 at 1:17am
Samuel Tamene Not only this, the government ought to encourage
private sector active involvement in every direction if we want clean
energy alternatives visible growth and sustainable achievement’s a
fish can't leave without water; this initiative should deploy local
talentJuly 31 at 1:25am]
Samuel Tamene Dear Mesfin, energy alone can't make any visible
difference w/o human capital. I want to remember you that once
Marx said that to have a production u need to have land, capital,
utilities, and labour. Now in the 21st century, u must have intuitive
idea. Face bookJuly 31 at 1:34am](https://image.slidesharecdn.com/kaizenberhanutadesstayeedited-211005180132/75/Kaizen-berhanu-tadess-taye-edited-239-2048.jpg)










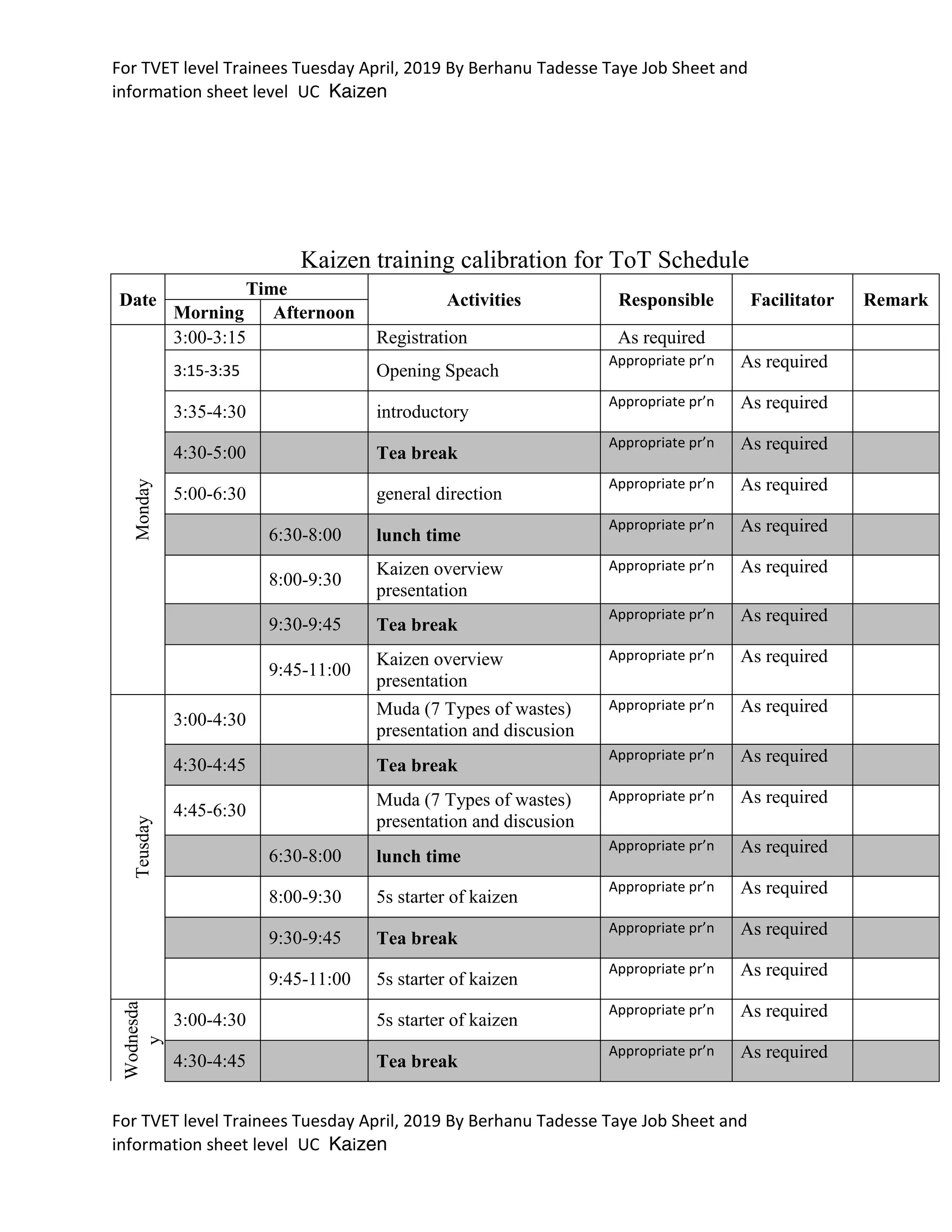


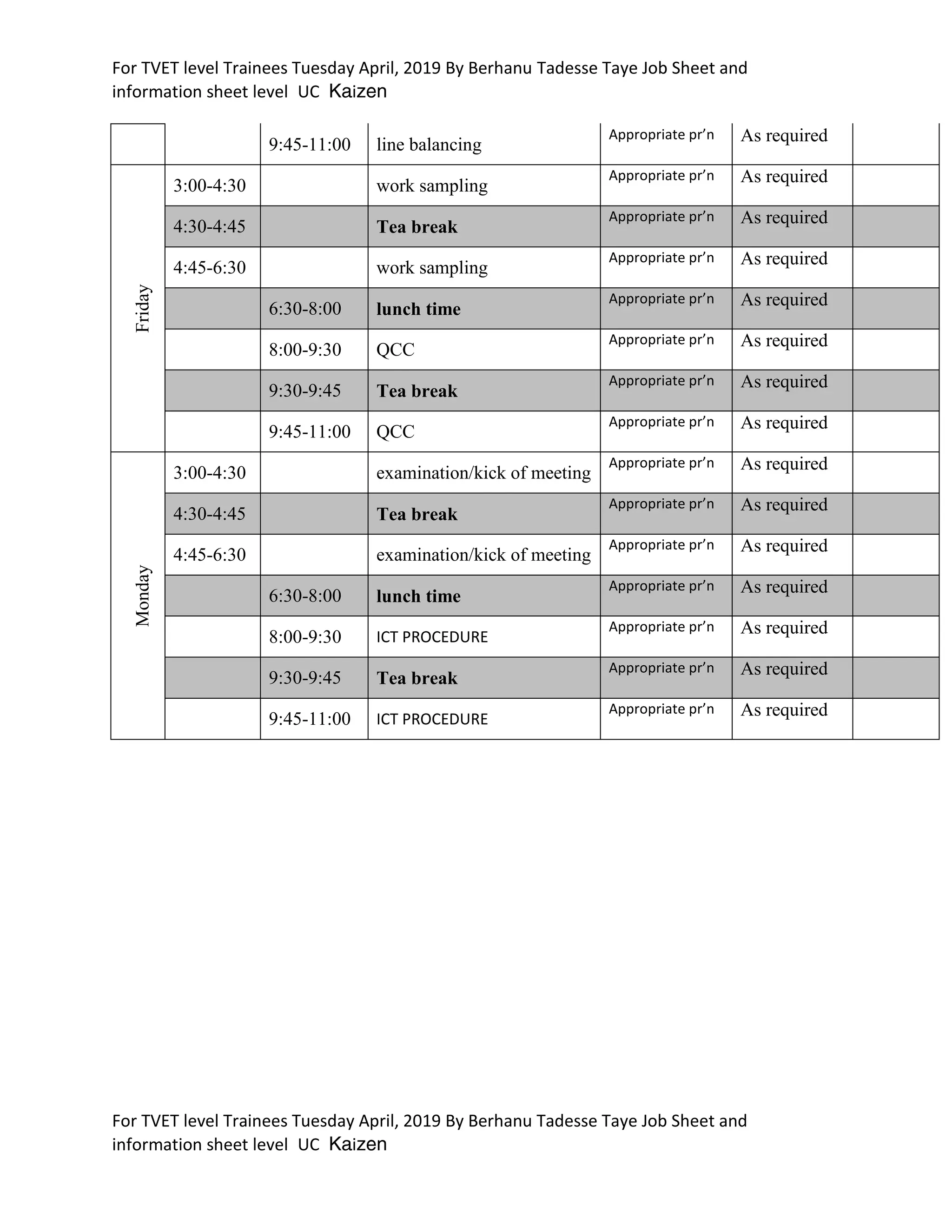








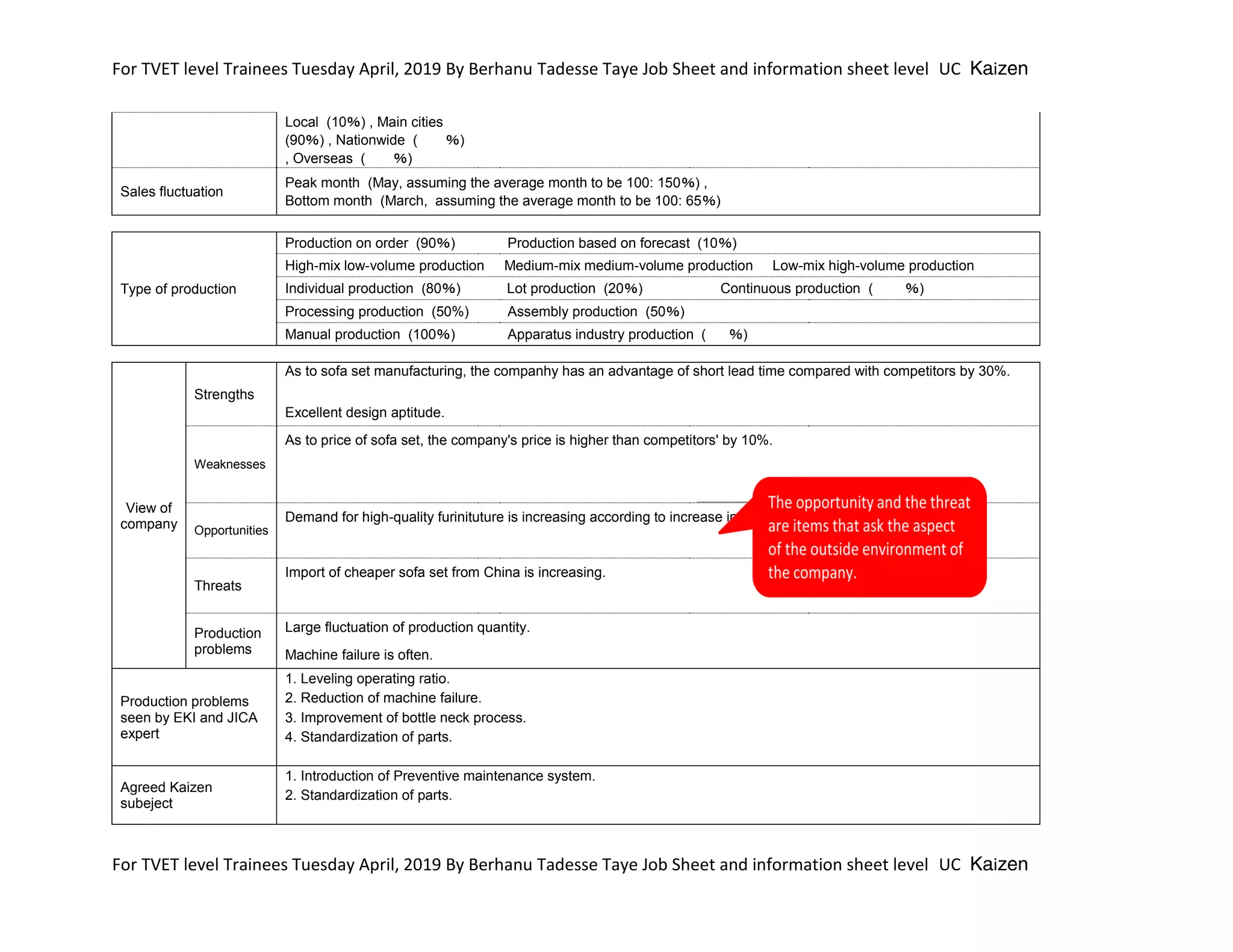
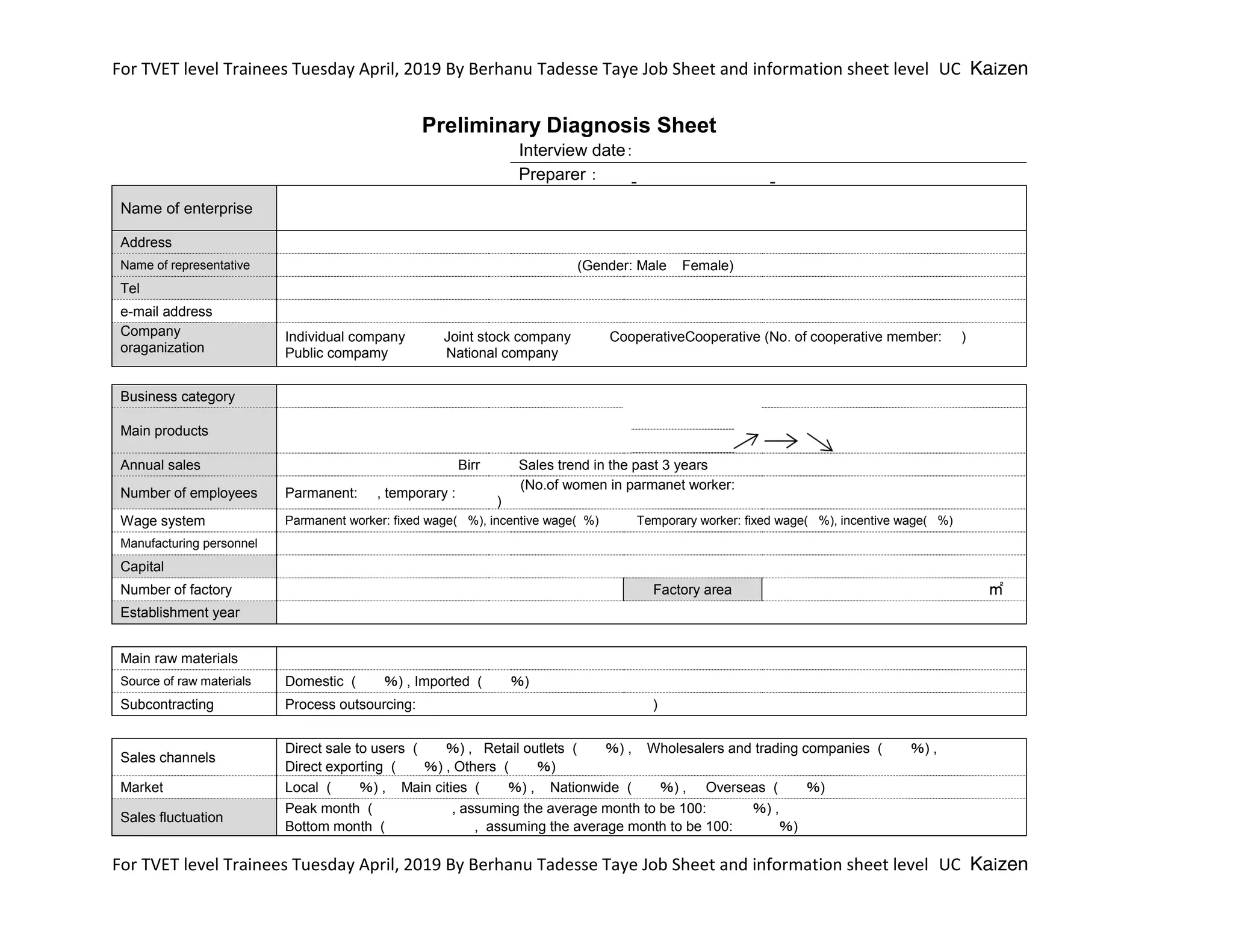
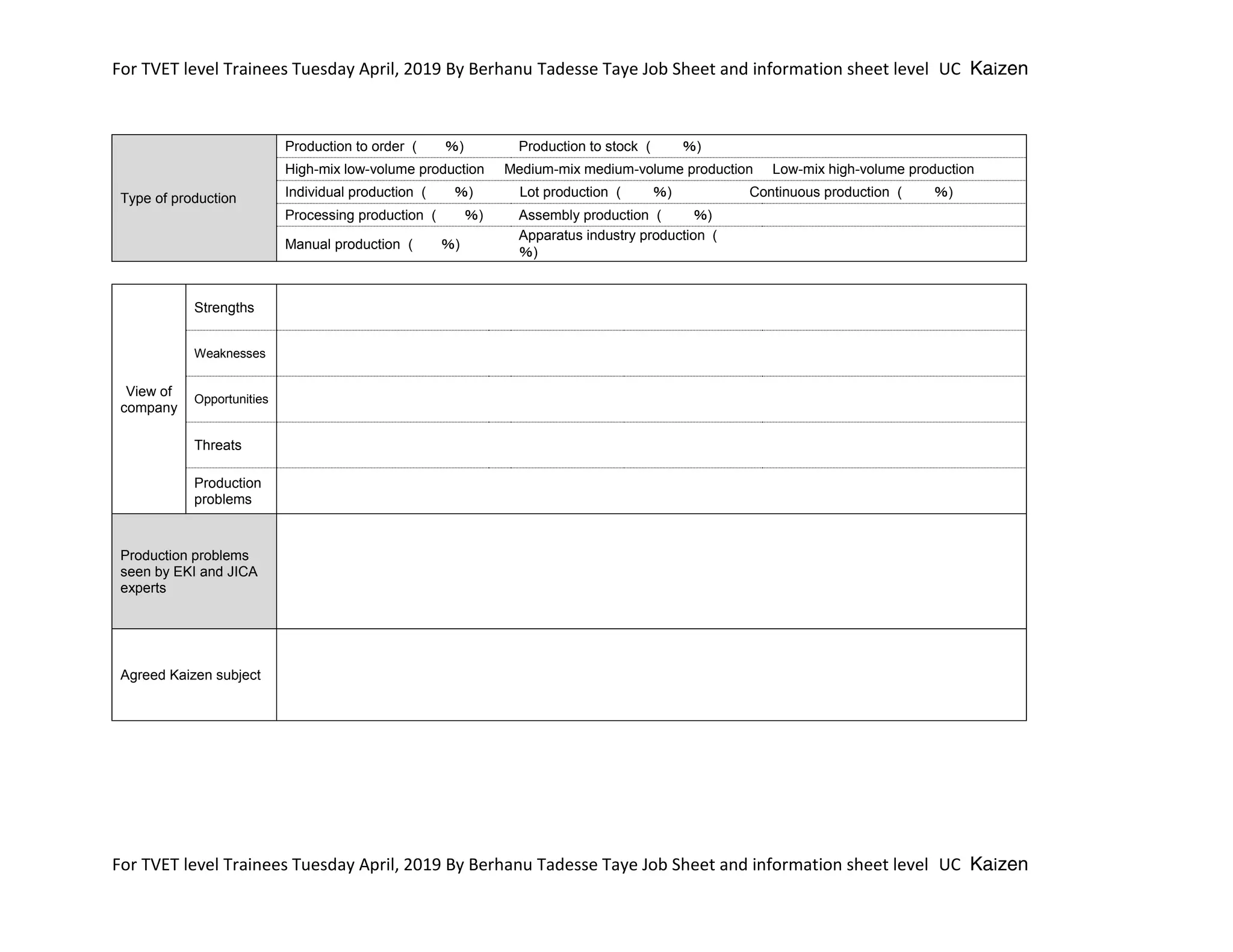
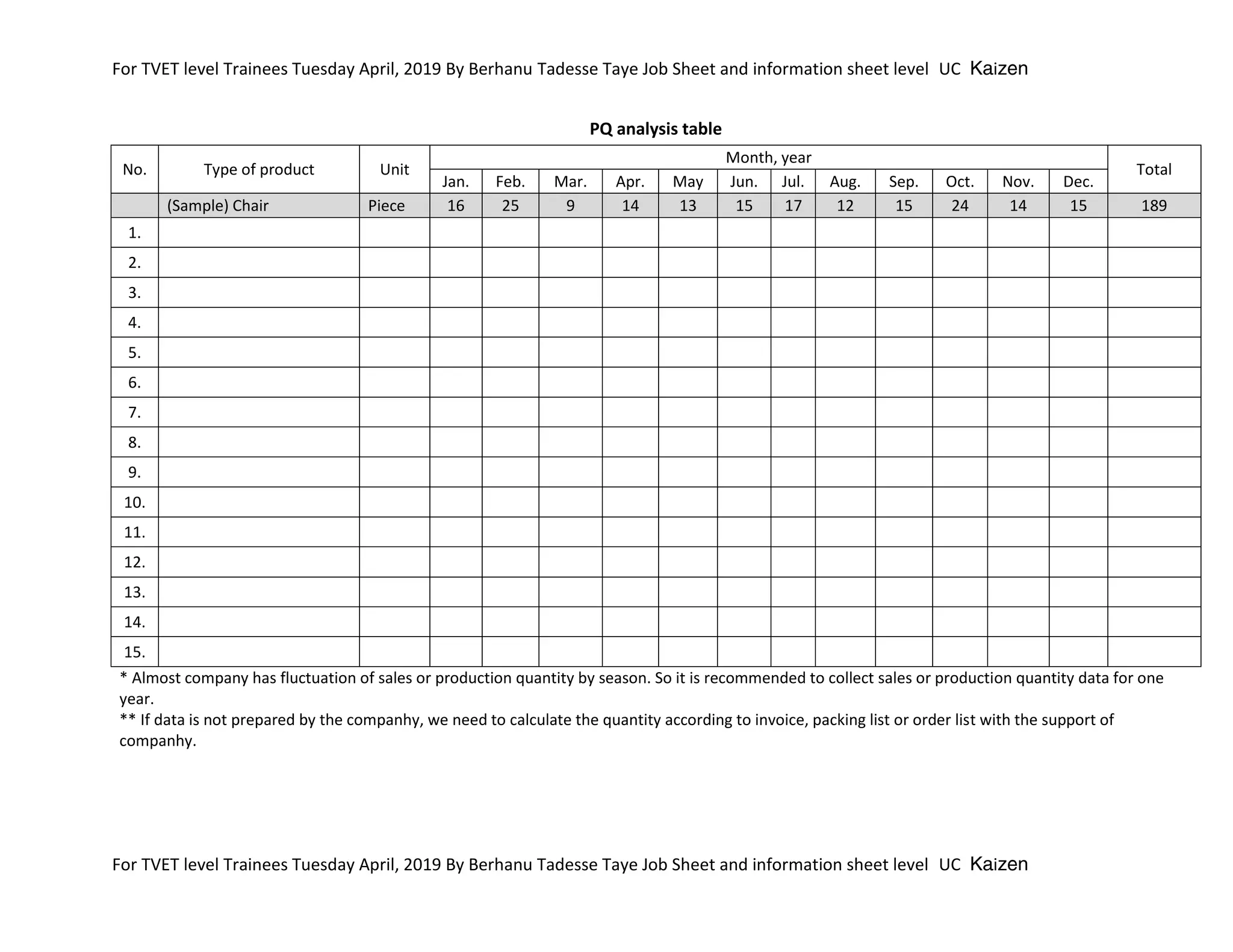
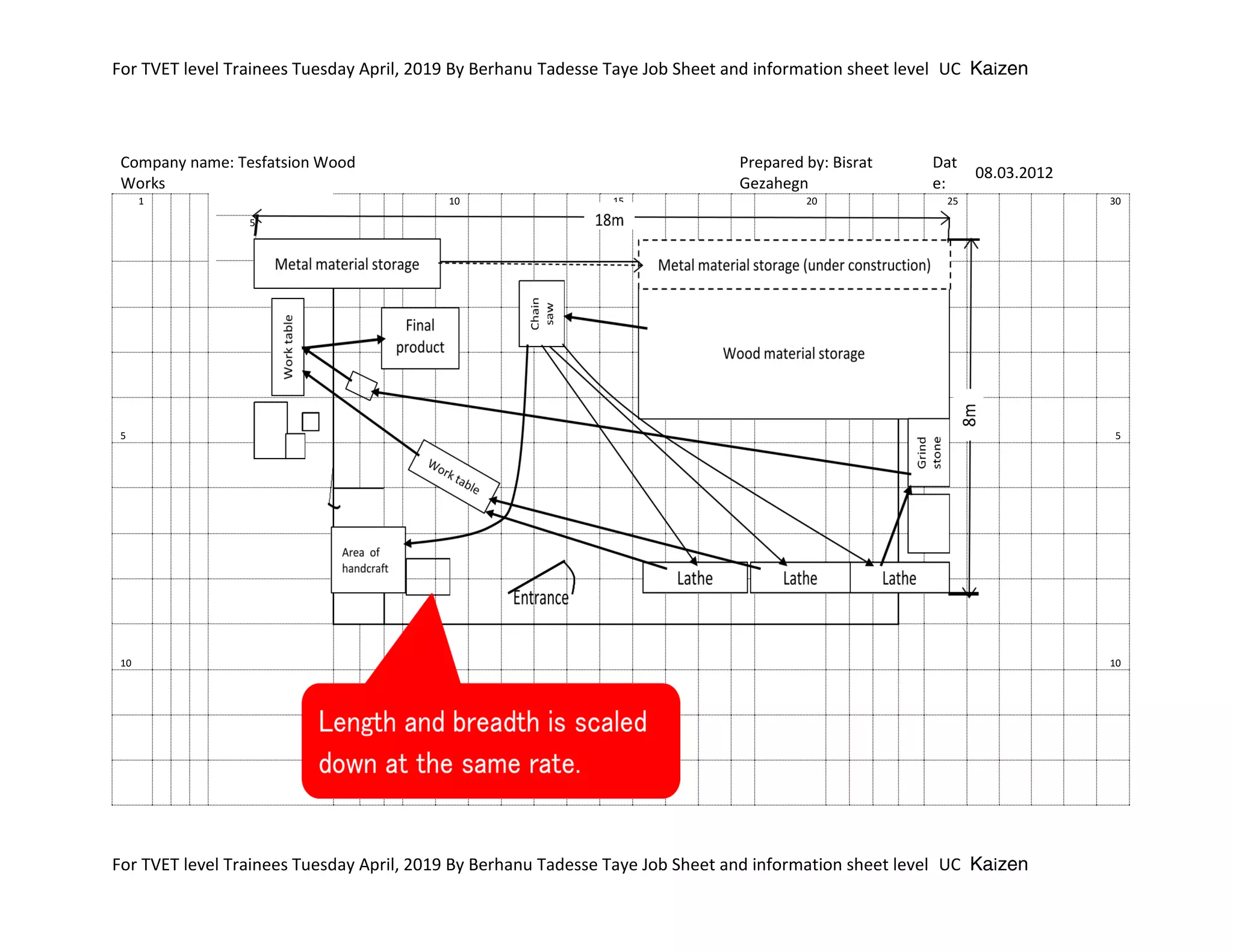
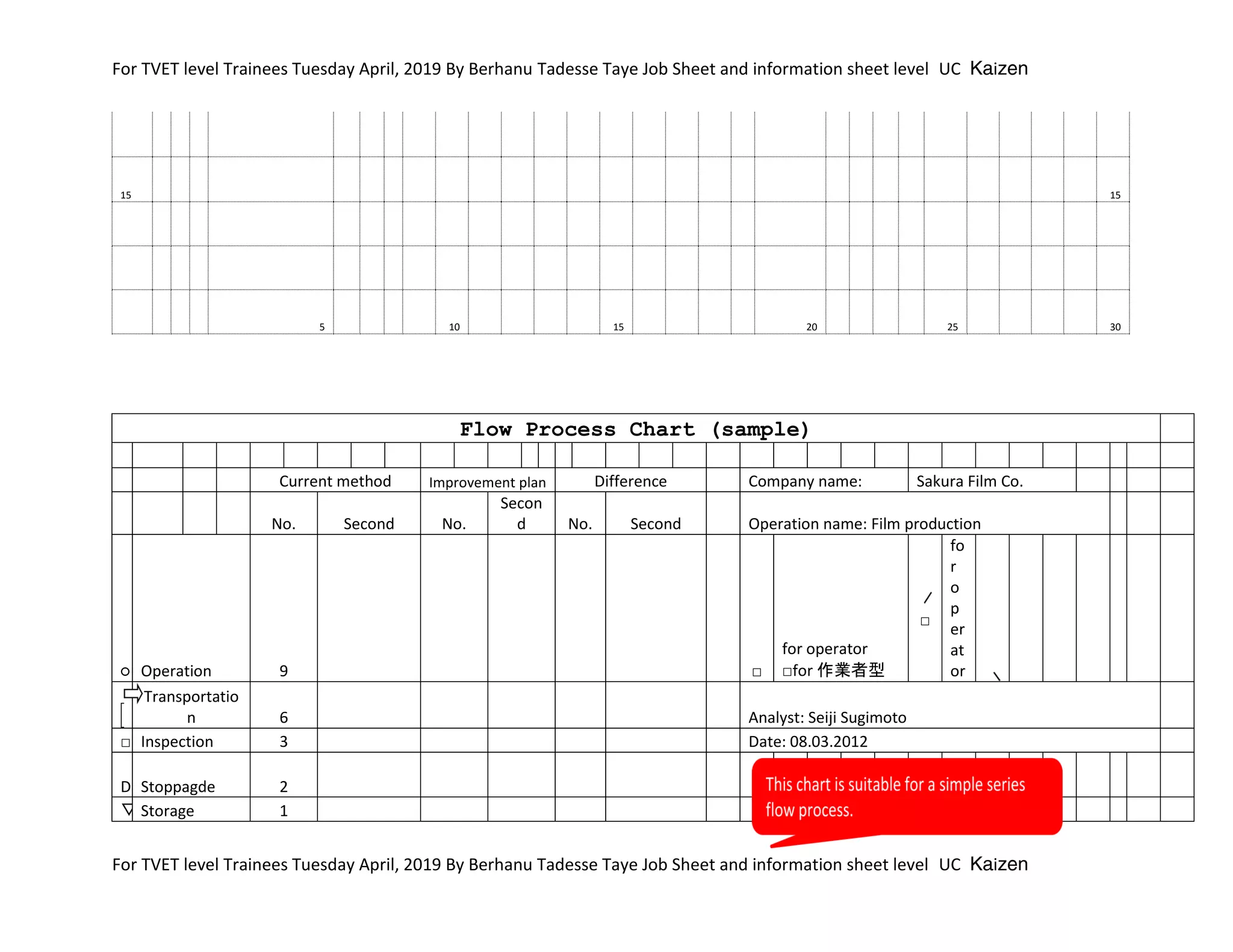
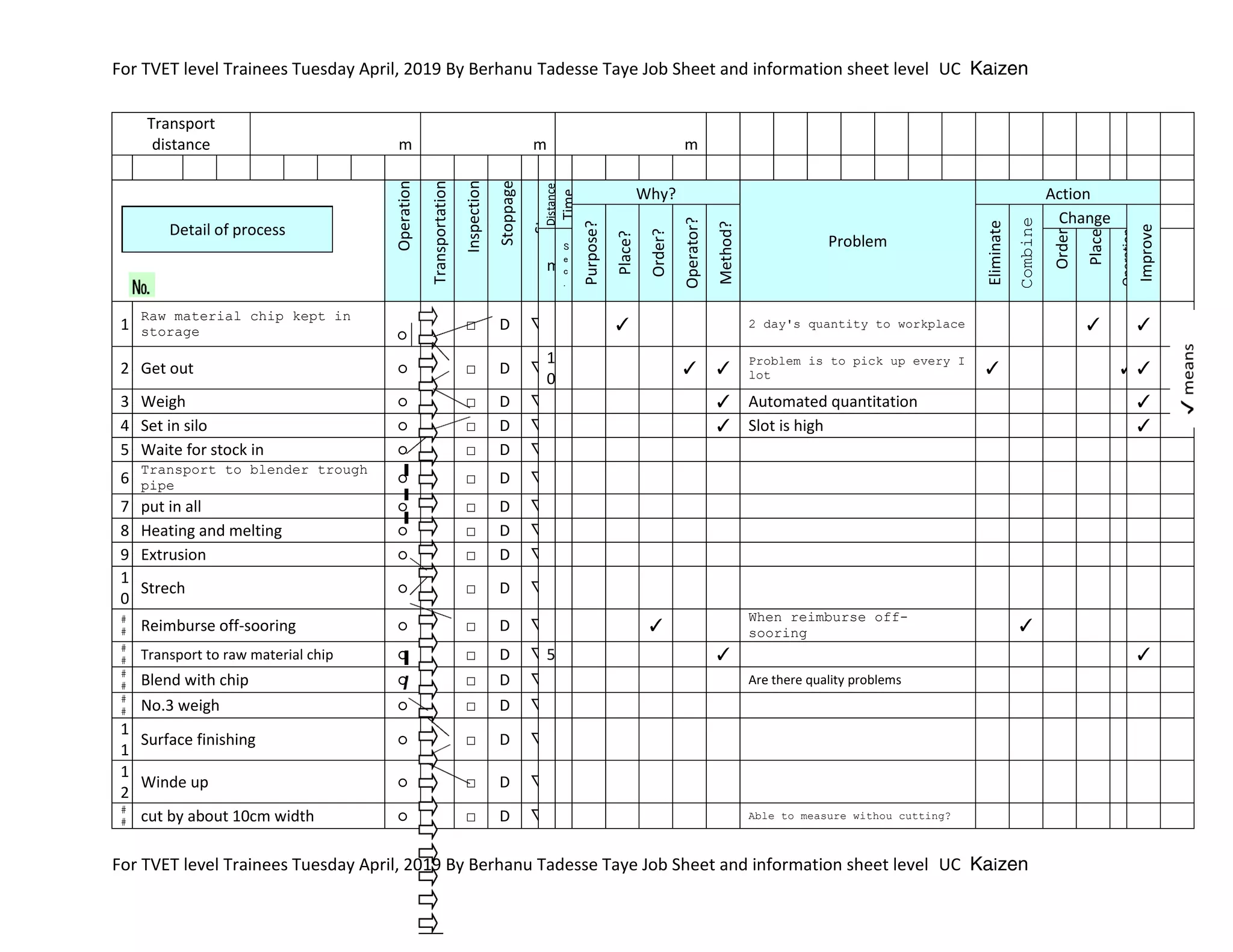


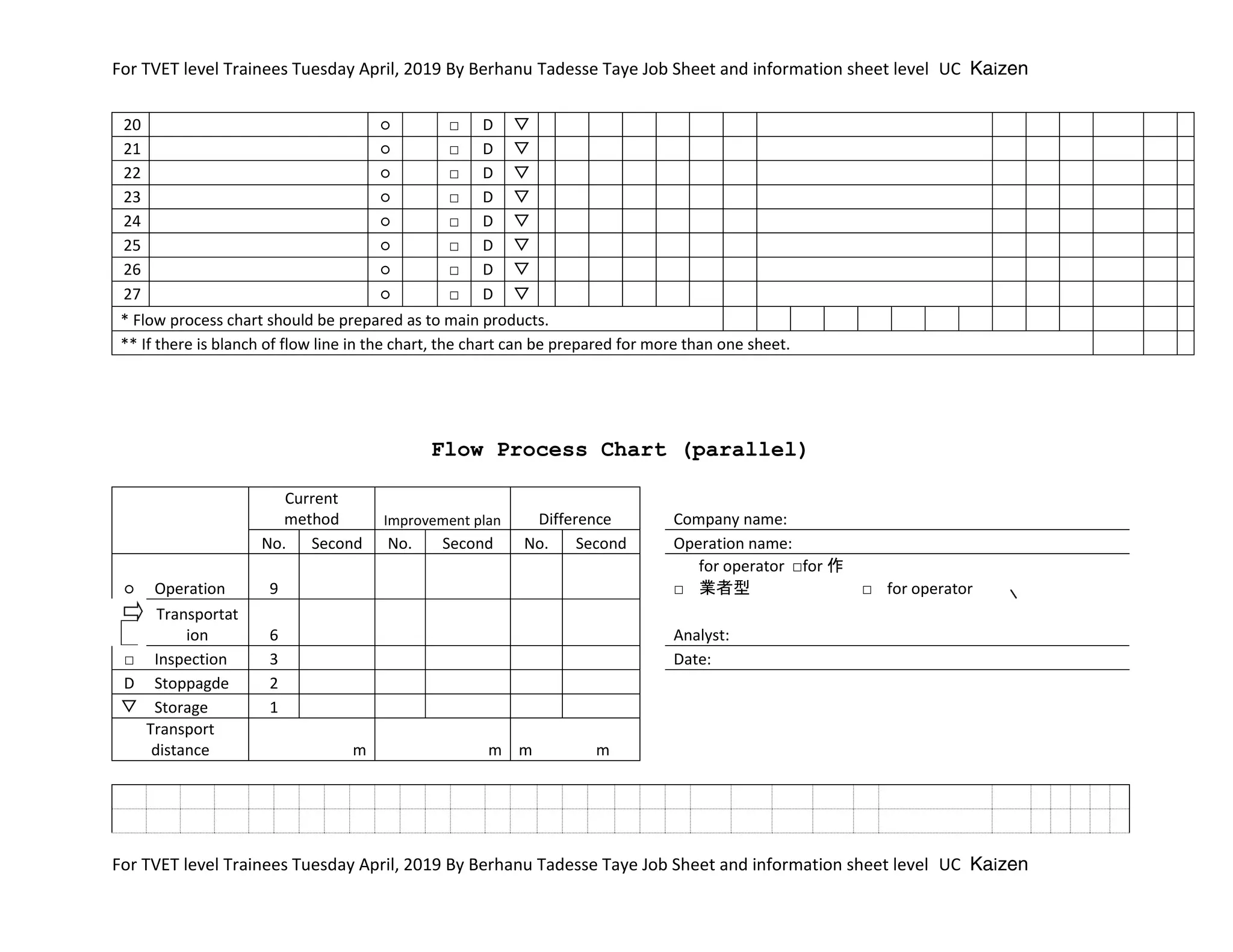





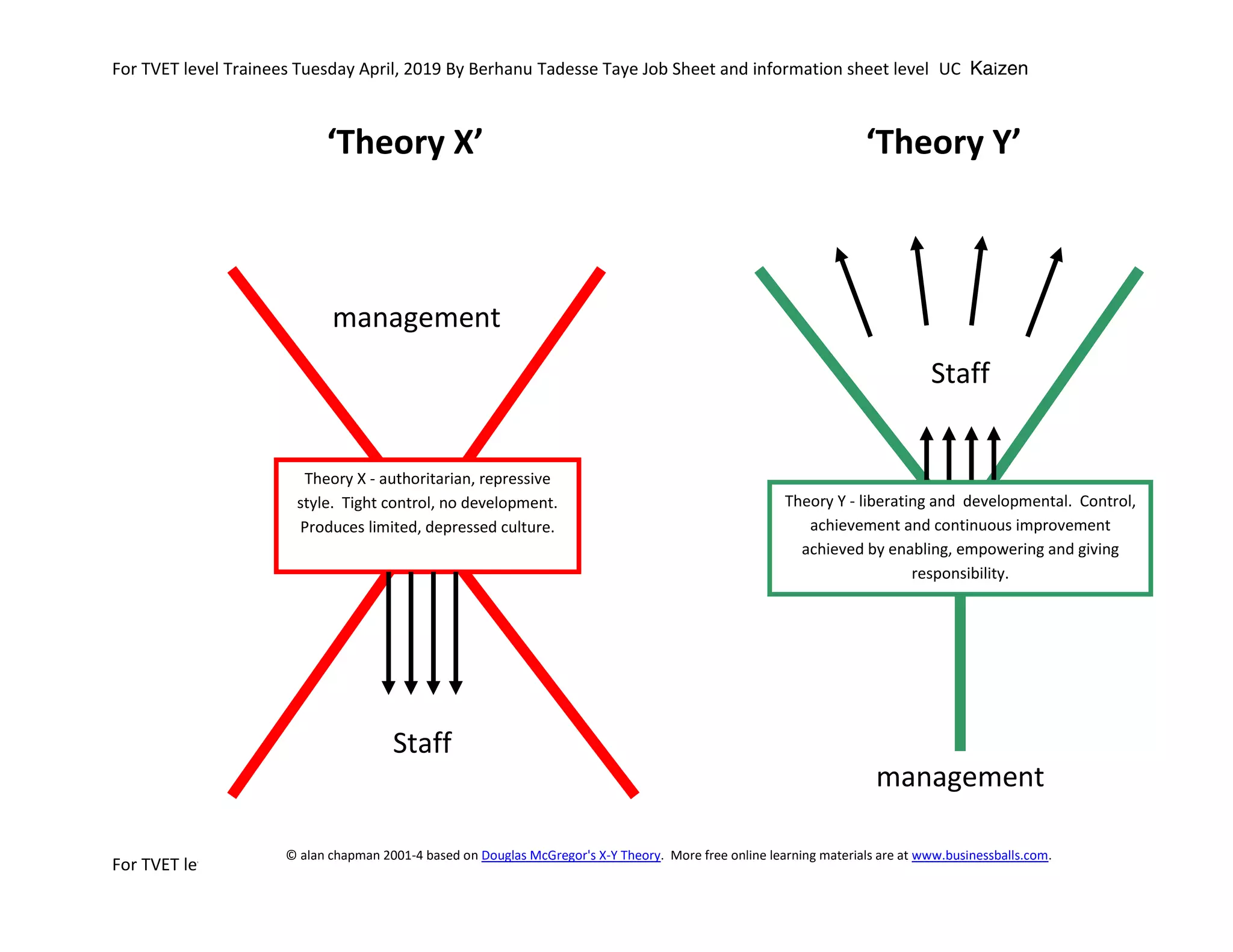



The document discusses the implementation of Kaizen principles in the Ethiopian TVET (Technical and Vocational Education and Training) system, detailing its importance for organizational performance and continuous improvement in various sectors. It traces the origins of Kaizen from Japanese management practices, emphasizing training and practical applications tailored to Ethiopian enterprises, particularly in enhancing productivity with minimal investment. Key components of the Kaizen methodology, like the 5S system, are also highlighted, alongside the efforts of the Ethiopian Kaizen Institute to facilitate training and application across industries.























































































