Downloaded 92 times






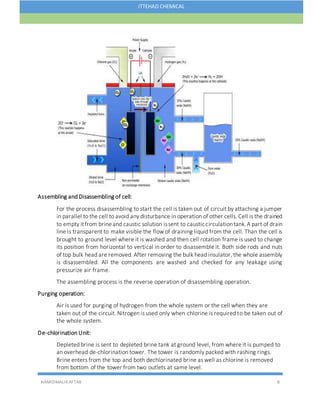

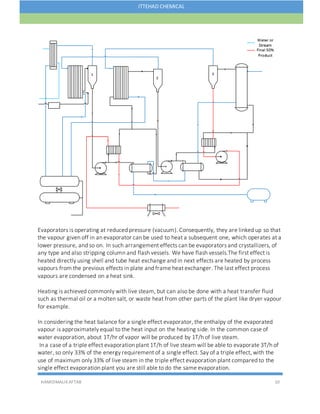


The document describes the process for producing caustic soda through electrolysis. It involves purifying brine through several steps before sending it to an ion exchange membrane cell. There, sodium ions travel to the cathode and chloride ions travel to the anode, producing caustic soda solution and chlorine gas. The 31% caustic soda solution is concentrated to 50% using a multiple effect evaporation system, which uses heat from vapor produced in subsequent evaporators to reduce live steam needs by up to 66%. The concentrated caustic soda is then processed into flakes, prills or blocks for customers.

































![Swot Analysis[1]](https://cdn.slidesharecdn.com/ss_thumbnails/swot-analysis14656-thumbnail.jpg?width=640&height=640&fit=bounds)







































