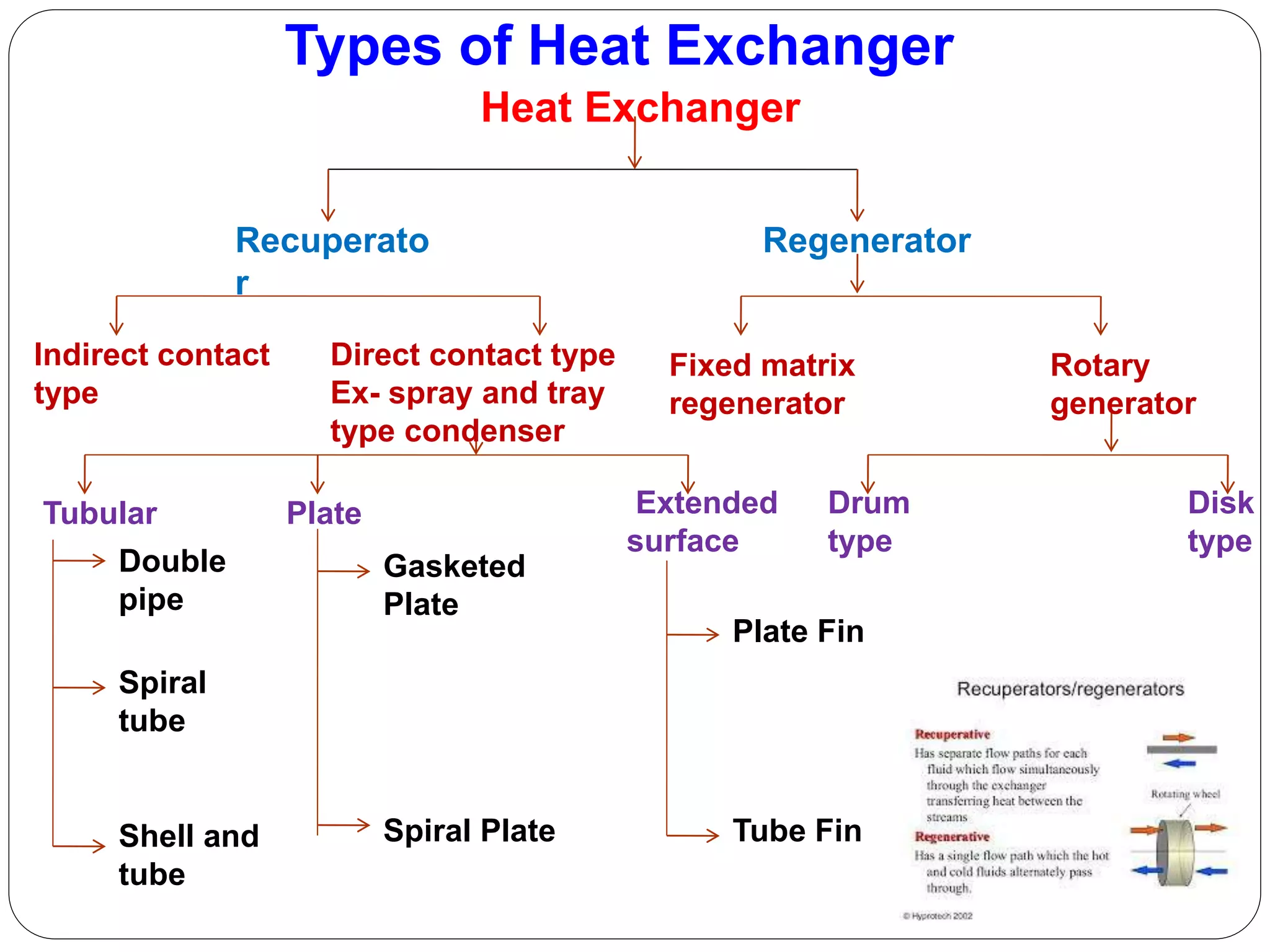
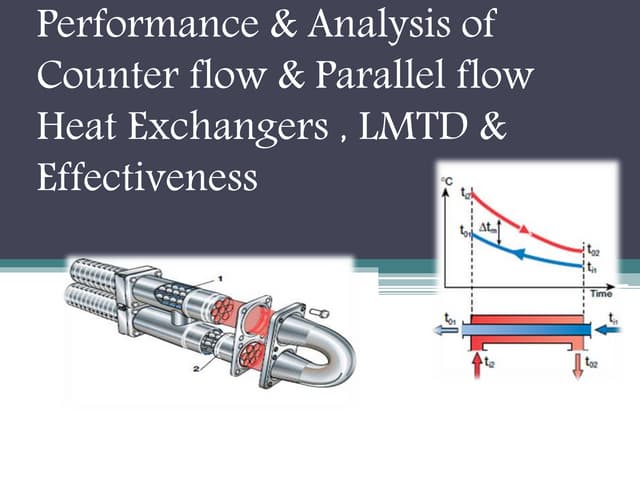
The document discusses unit operations in food process engineering. It describes the objectives as studying principles and laws governing physical, chemical, or biochemical process stages and related equipment. It classifies unit operations into physical, chemical, and biochemical stages involving operations like grinding, sieving, filtration, and fermentation. It also discusses mass transfer, heat transfer, and simultaneous mass-heat transfer unit operations. The document then focuses on heat exchangers, describing types like plate, tubular, and shell-and-tube heat exchangers. It discusses parameters for heat exchanger design like overall heat transfer coefficient, log mean temperature difference, and fouling factor.