Download to read offline
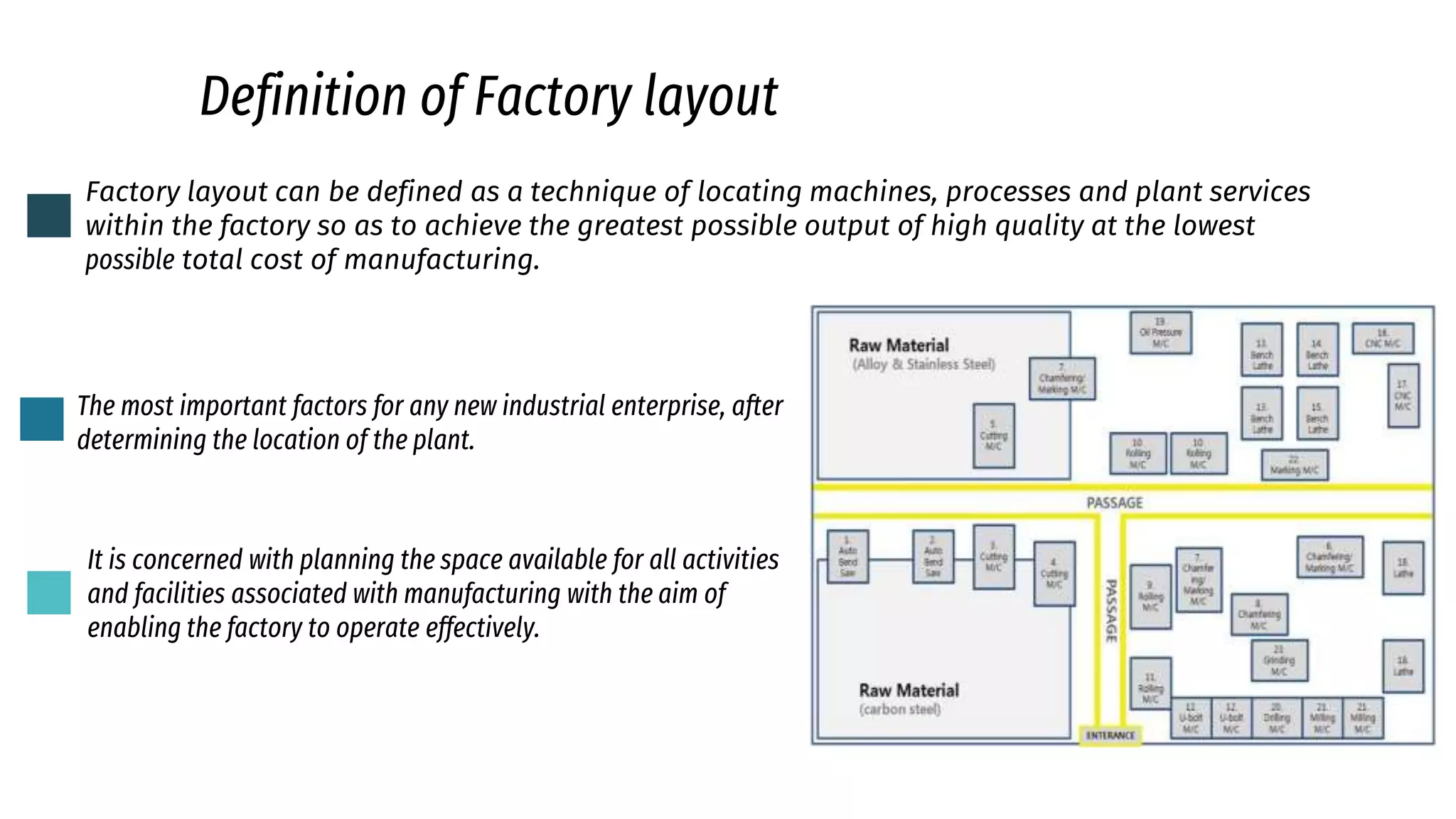
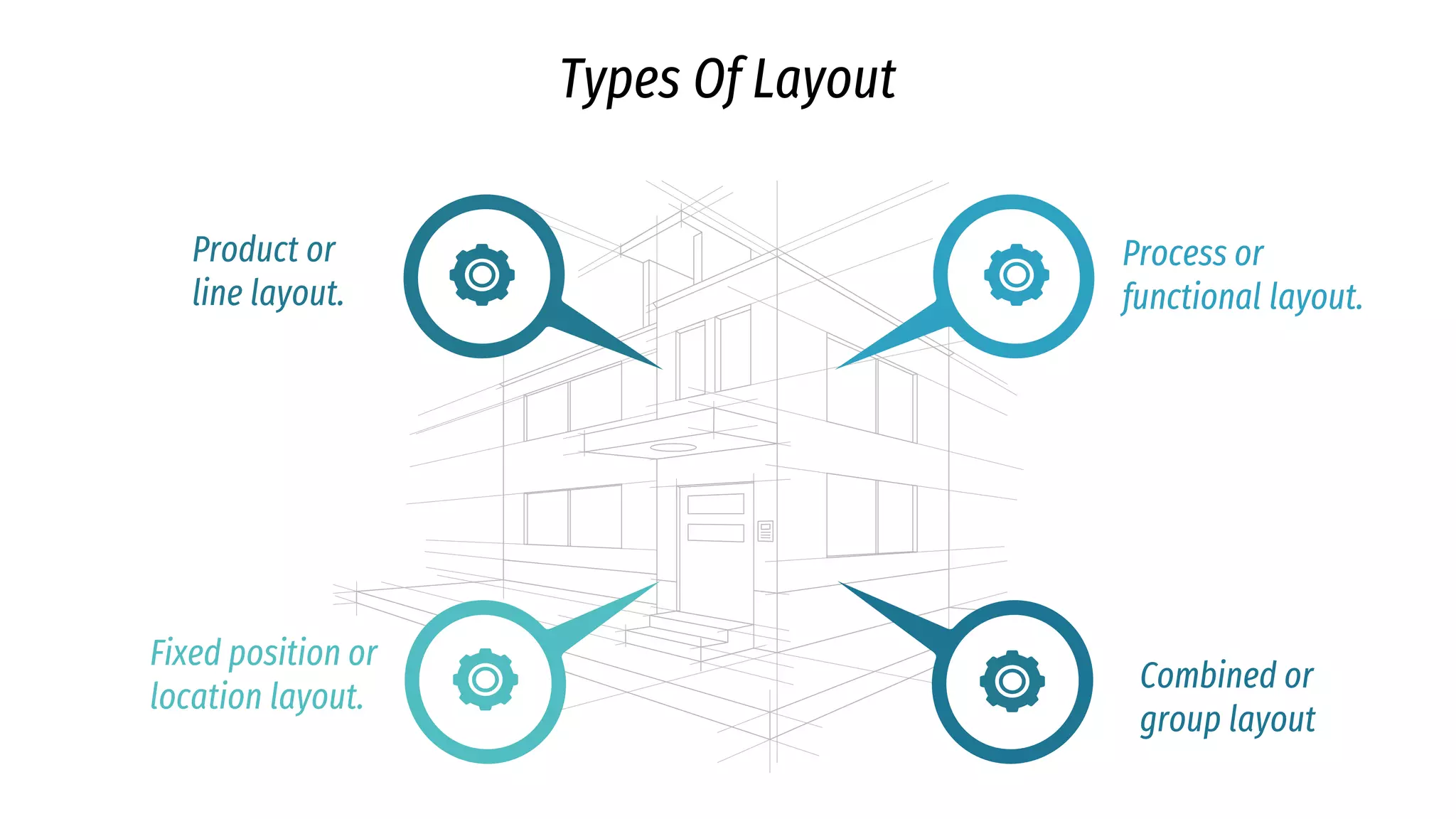
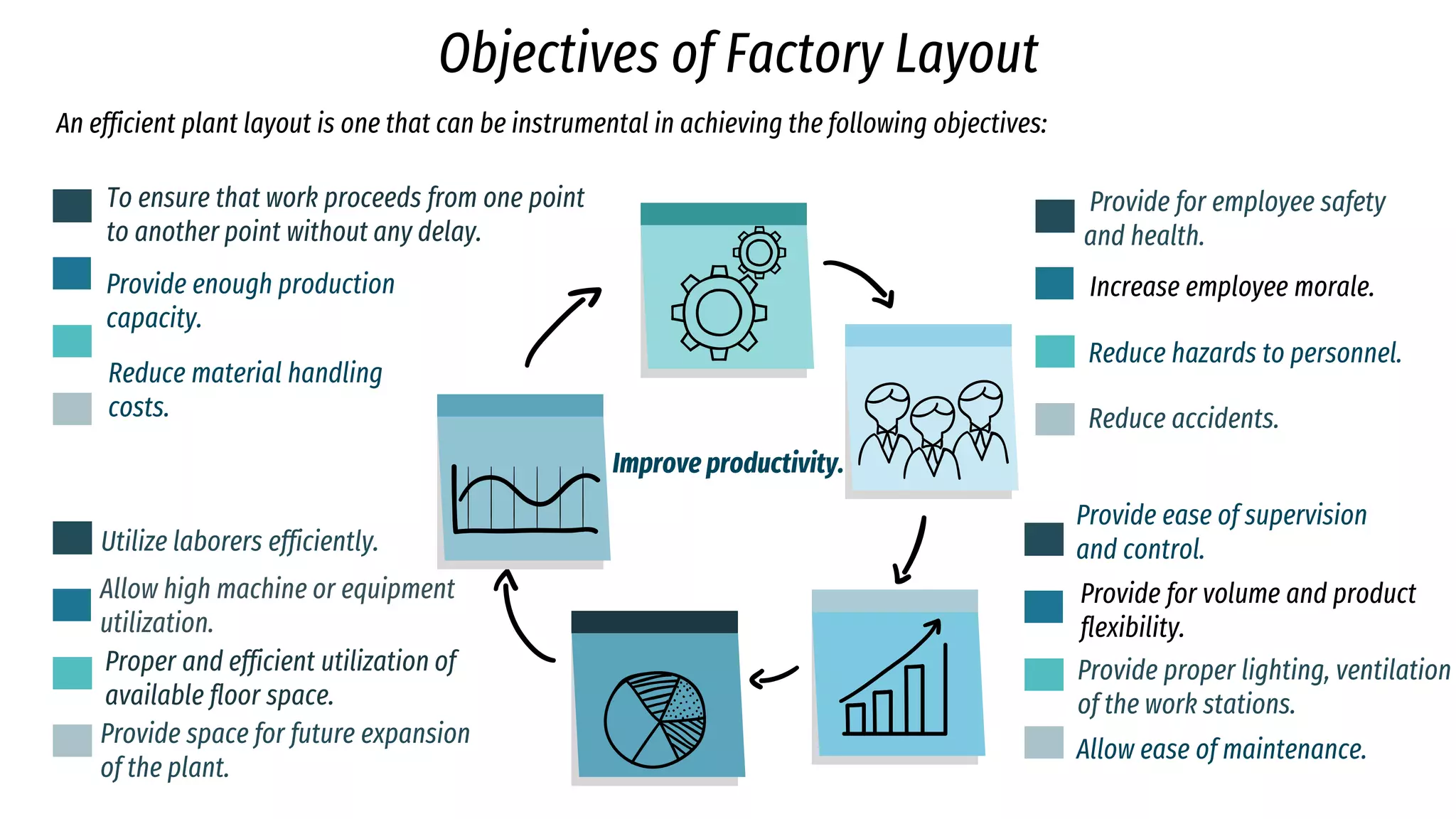
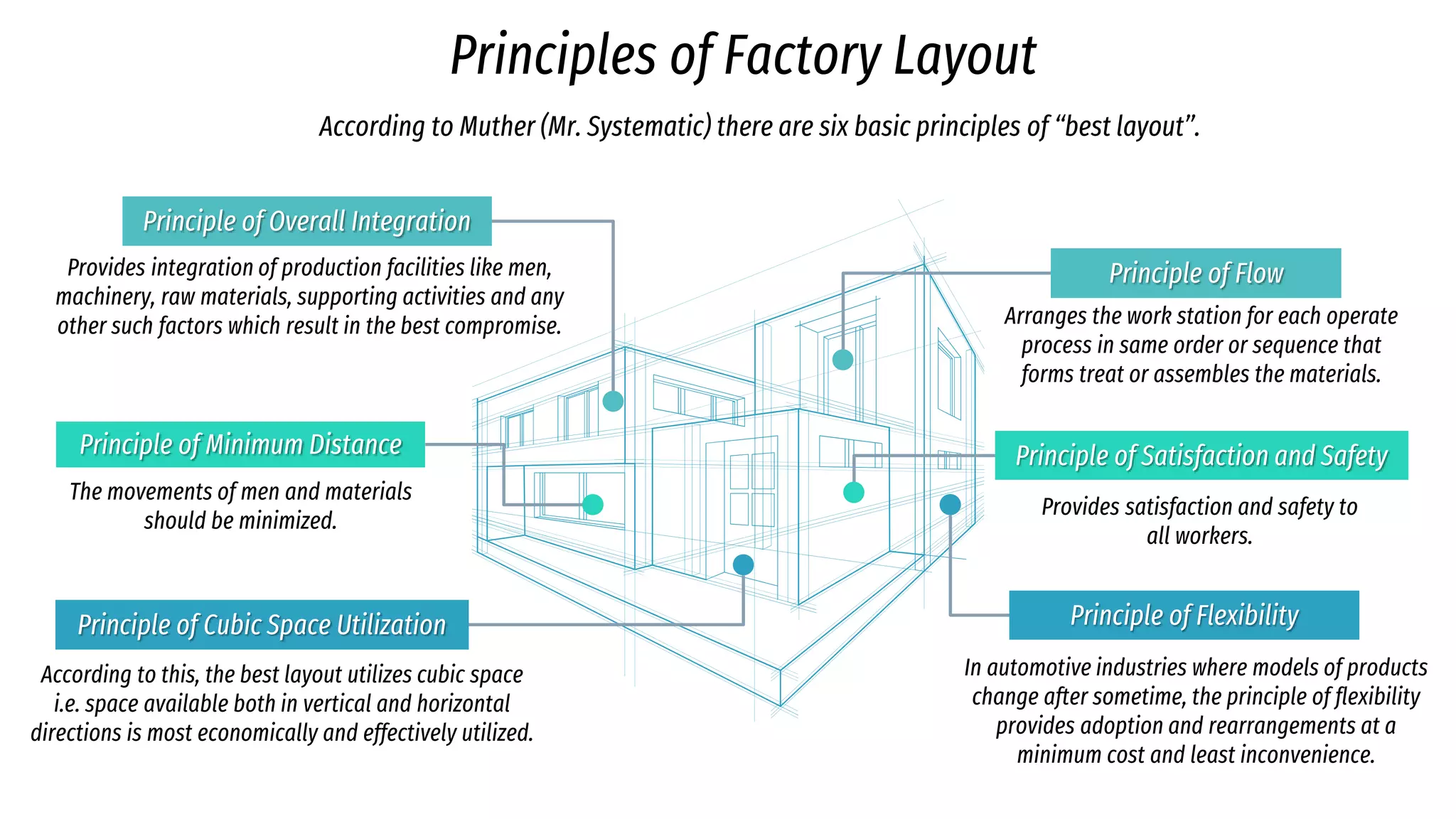
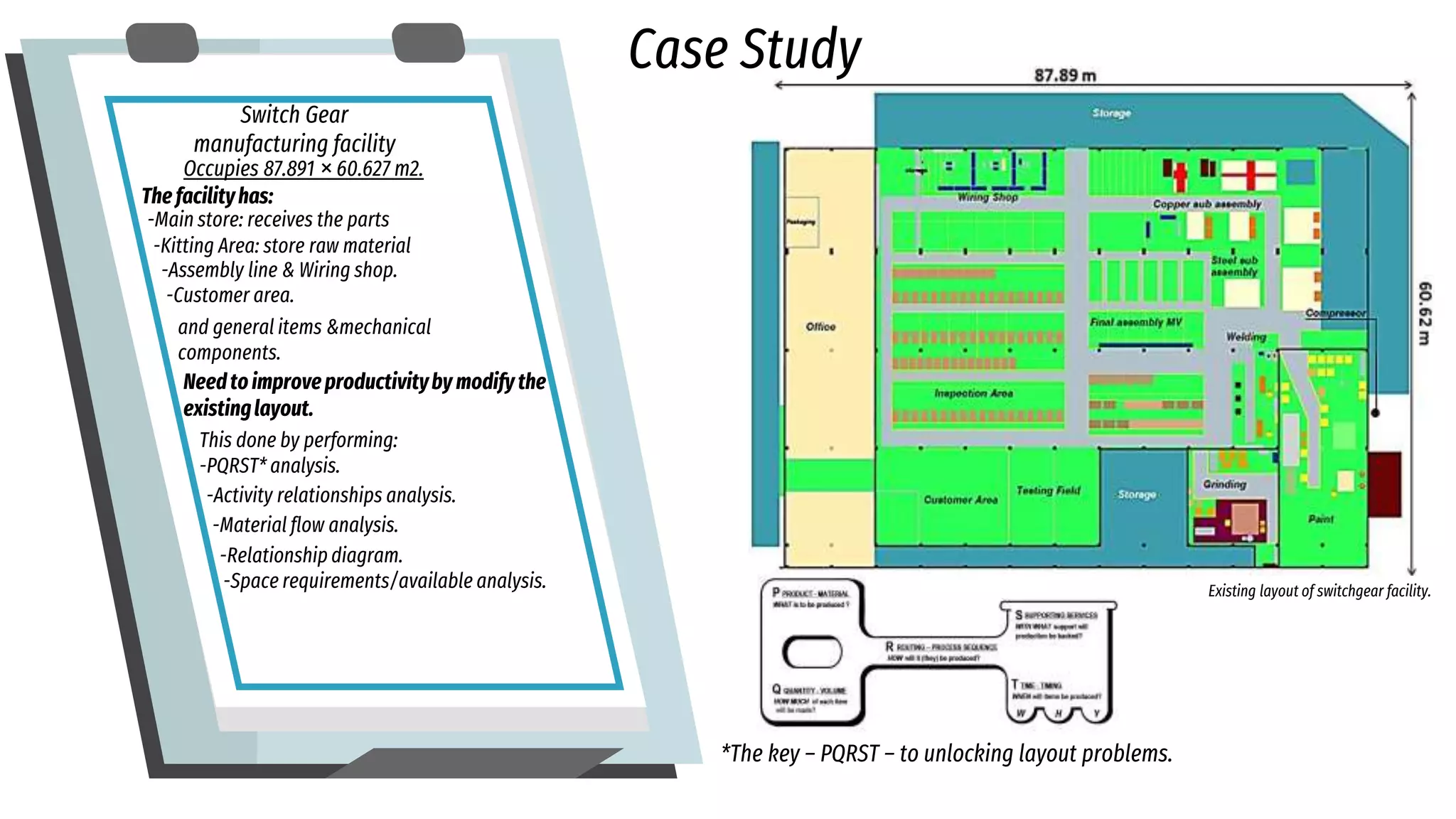
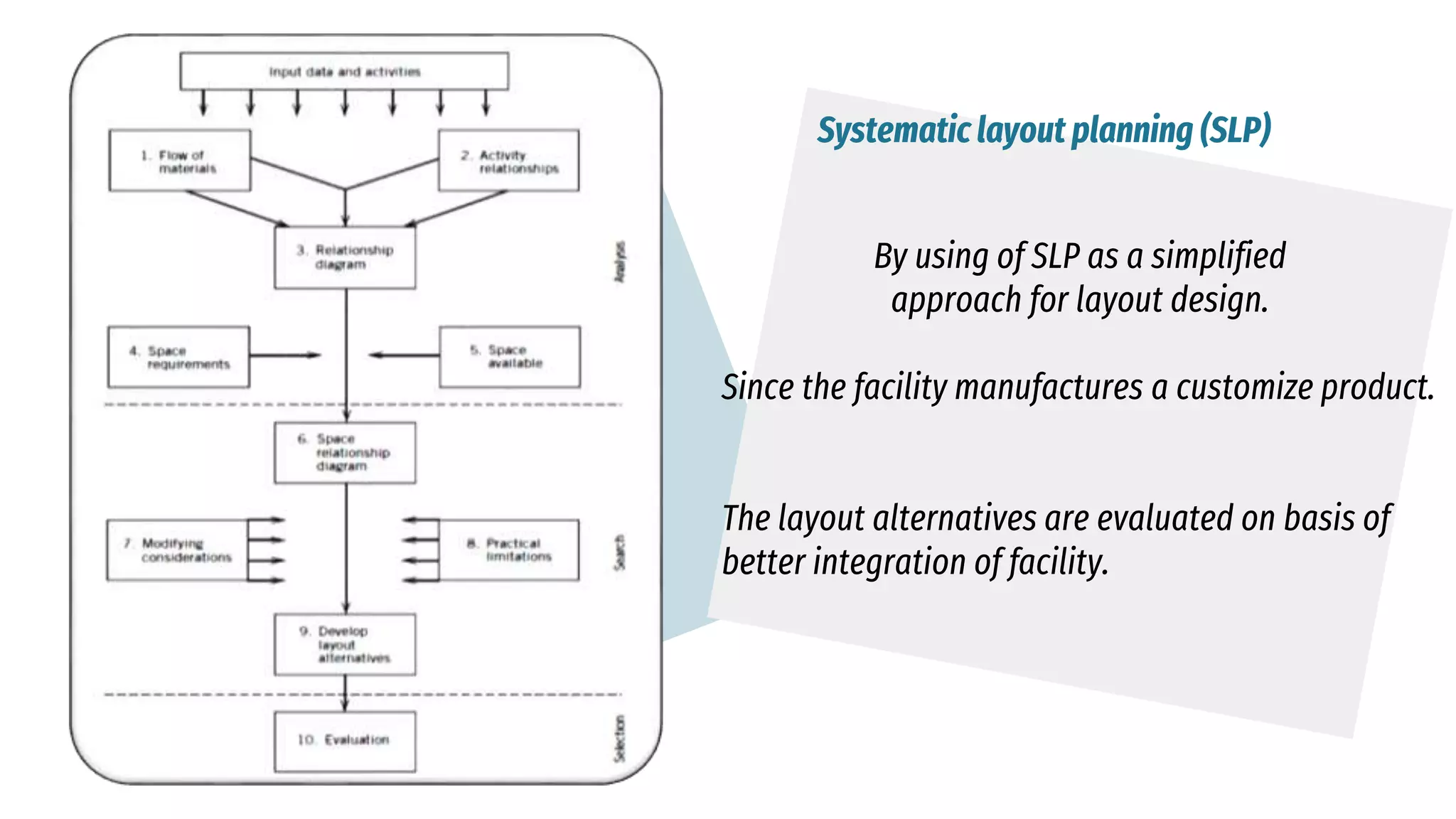
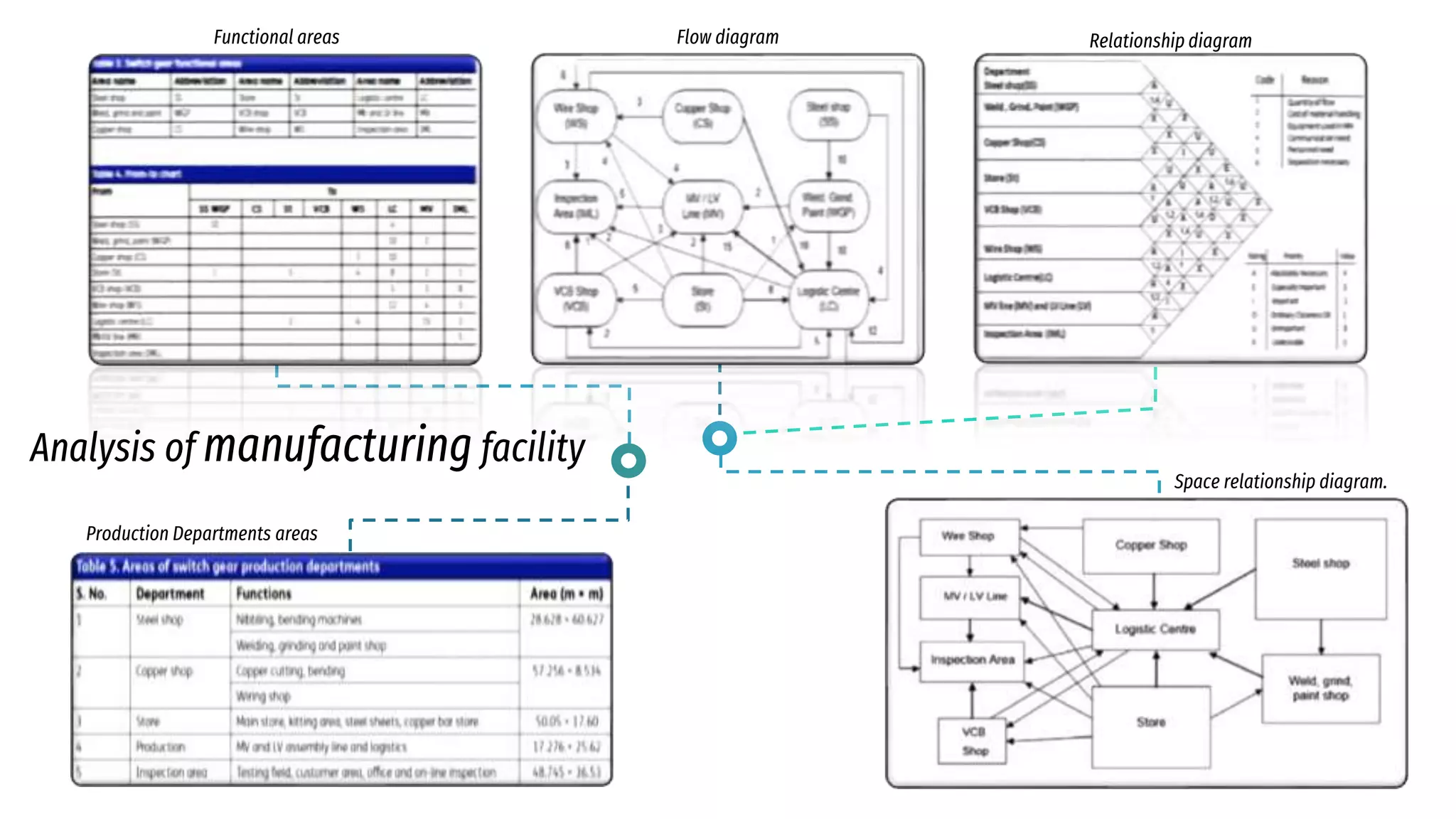
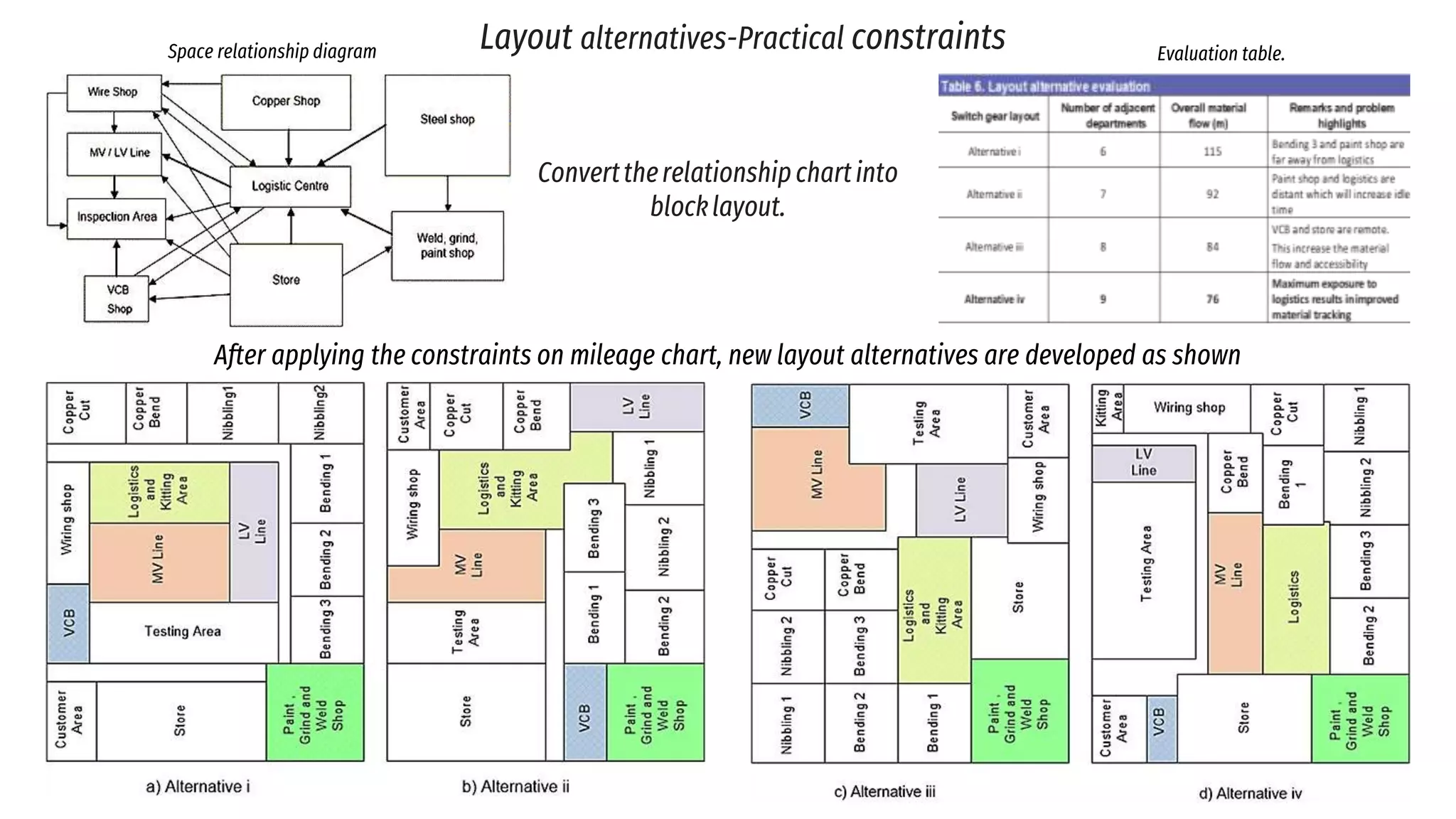
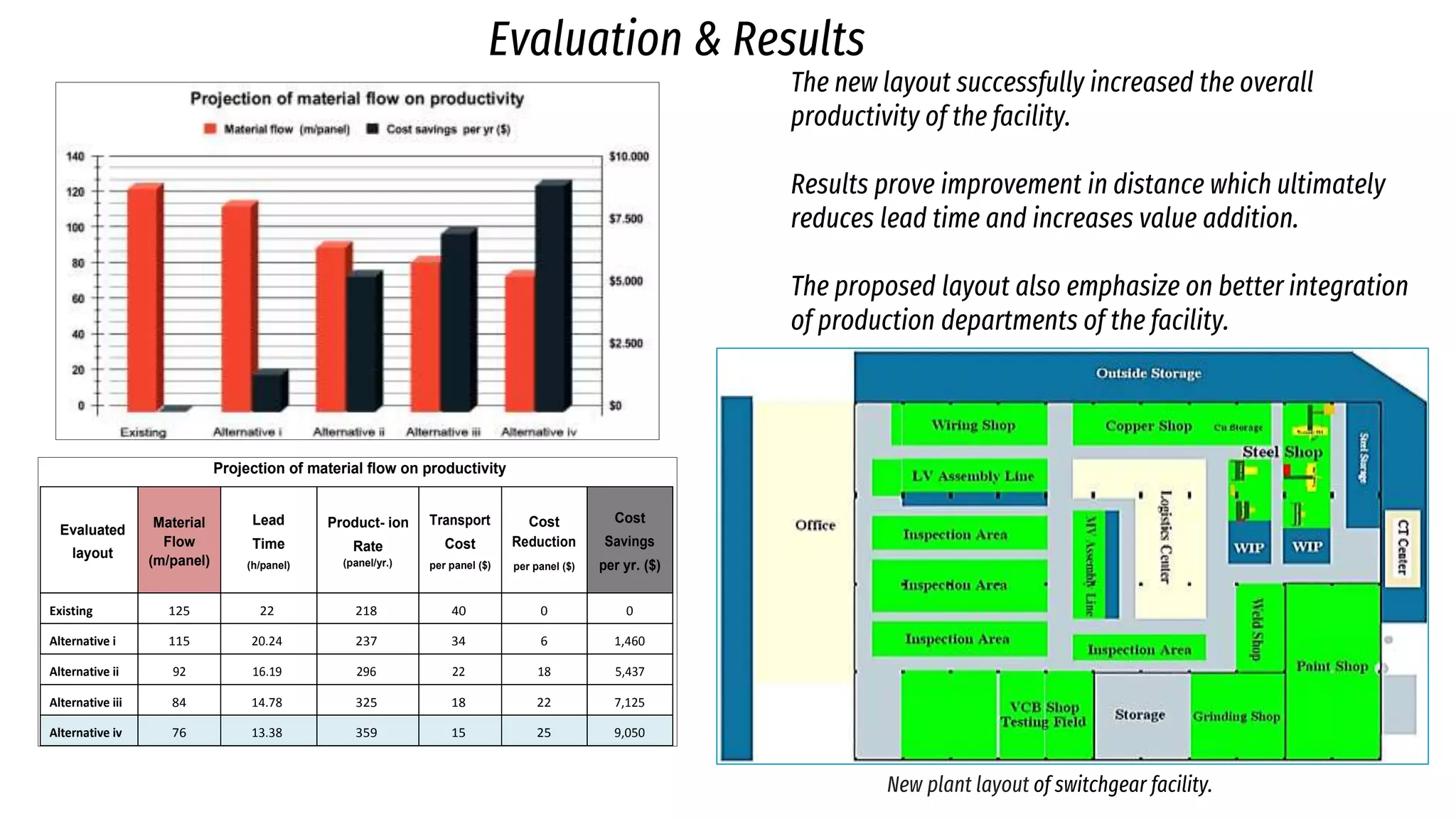

This document summarizes a factory layout redesign project. It begins by defining factory layout and describing different types of layouts. It then outlines objectives and principles of effective factory layouts. The document presents a case study of redesigning an existing switchgear manufacturing facility layout using systematic layout planning. It analyzes the current layout and develops alternative layouts. The alternatives are evaluated based on metrics like material flow, lead time, production rate, and cost savings. The results show the new layout successfully increases productivity by reducing distances, lead times, and costs while improving production rates.



































































