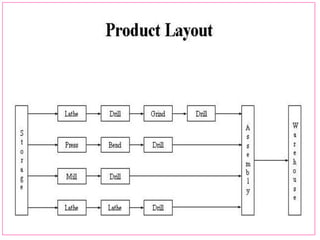
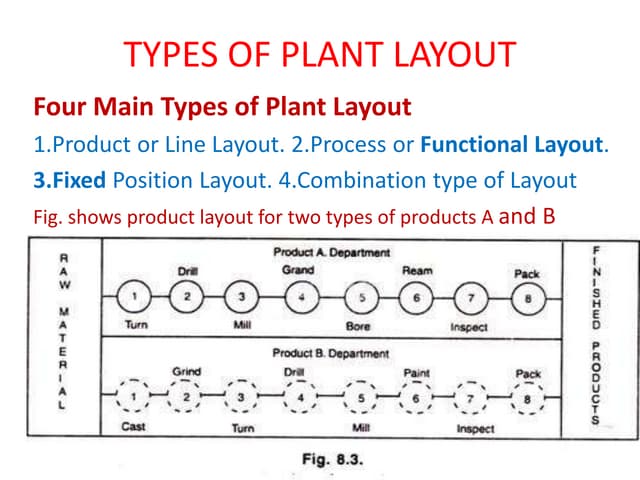
This document provides an overview of plant layout, including definitions, objectives, principles, and types of layouts. It defines plant layout as the arrangement of facilities including personnel, equipment, storage, and services. The objectives are to maximize profit and efficiency by arranging facilities optimally. Principles include minimizing distance moved, following the flow of processes, utilizing space effectively, and ensuring safety. Common types of layouts are product, process, and fixed position layouts.