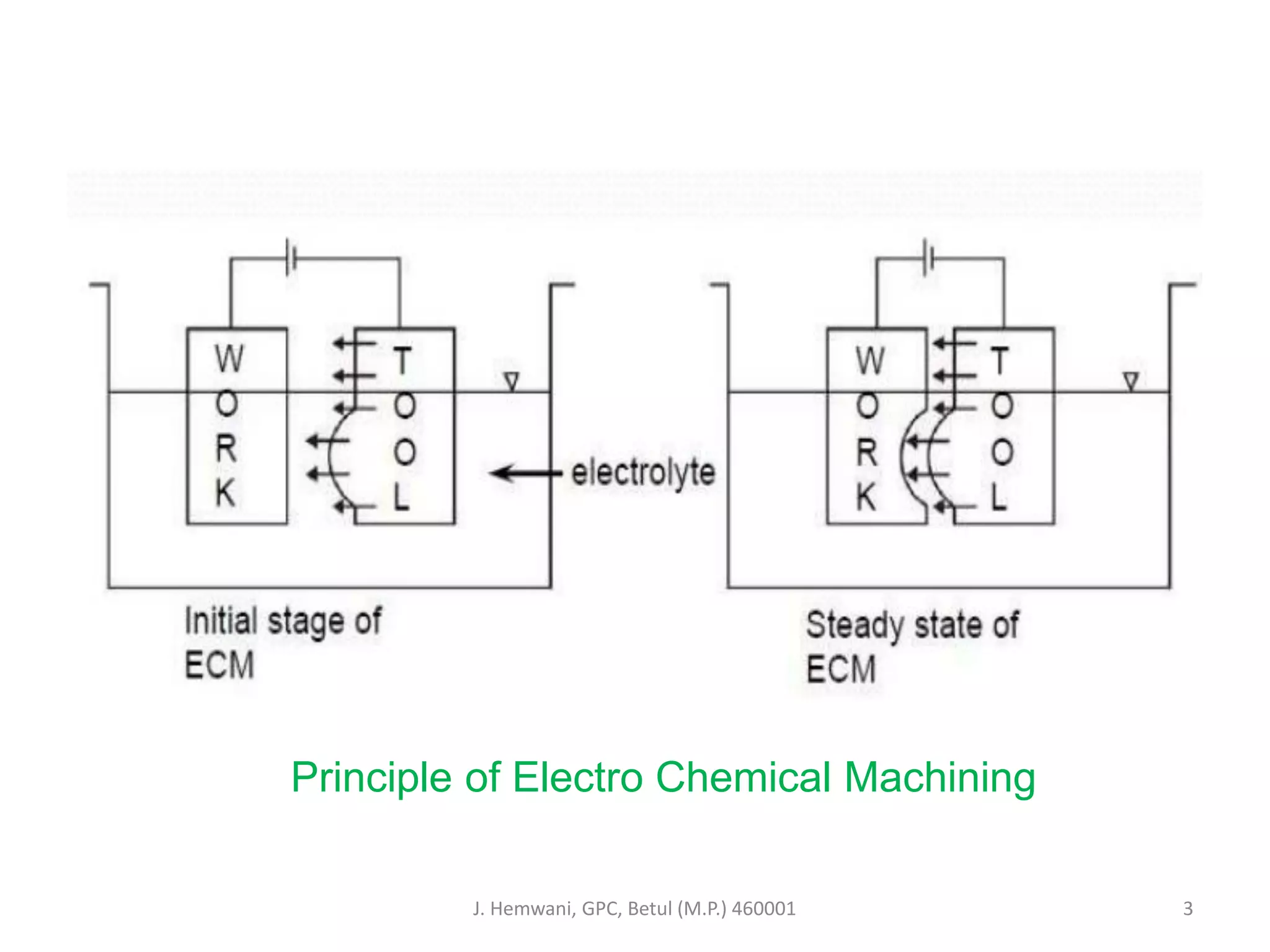
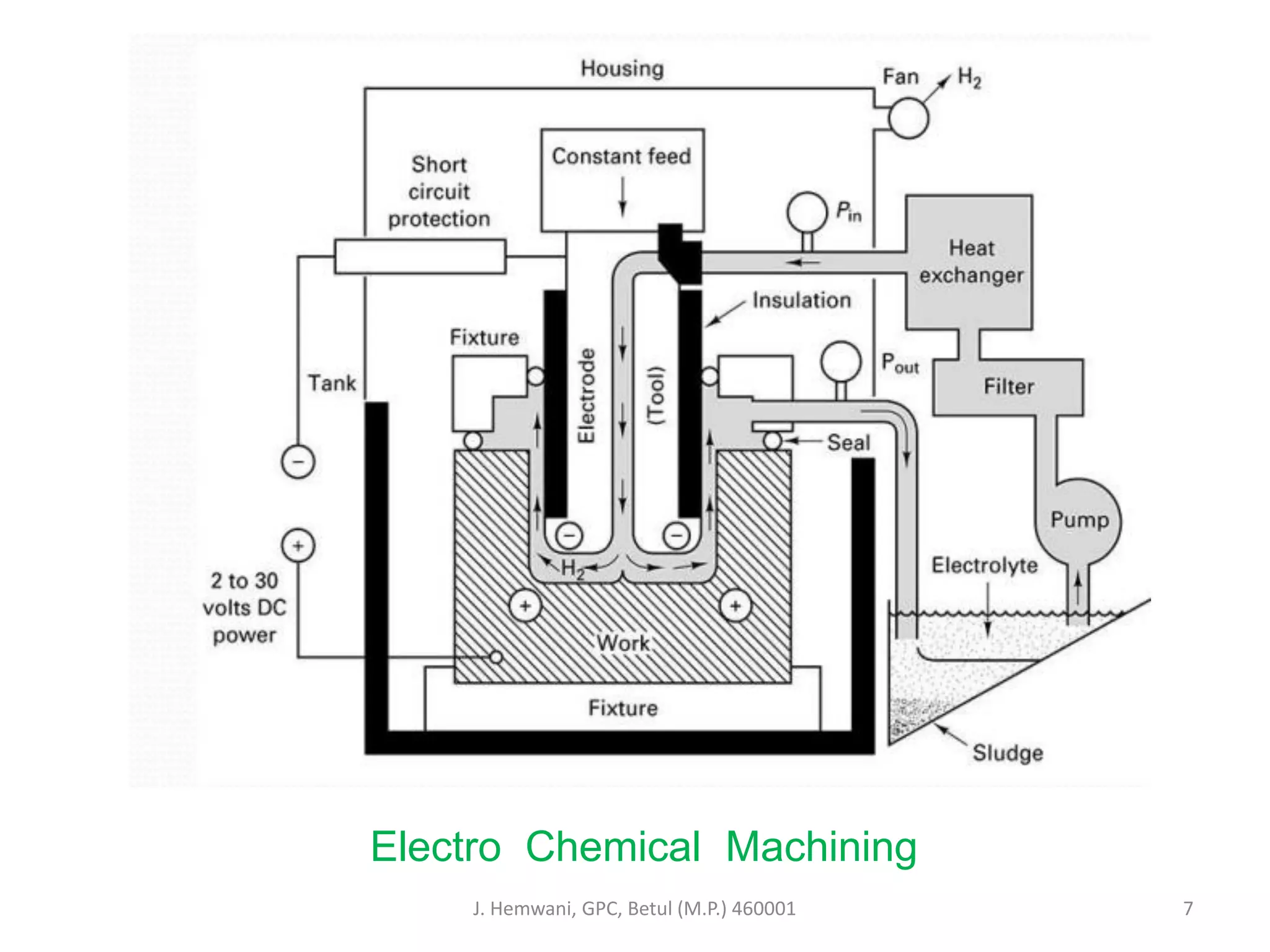
Electrochemical machining (ECM) is a non-conventional process that removes metal through controlled anodic dissolution using a shaped cathode and an electrolyte solution, typically sodium chloride. The process allows for the machining of complex geometries with minimal tool wear, resulting in high-quality surfaces, but has disadvantages such as high initial costs, environmental concerns, and significant power consumption. Key parameters for effective ECM include voltage, electrolyte pressure, and tool feed rate.