Downloaded 36 times













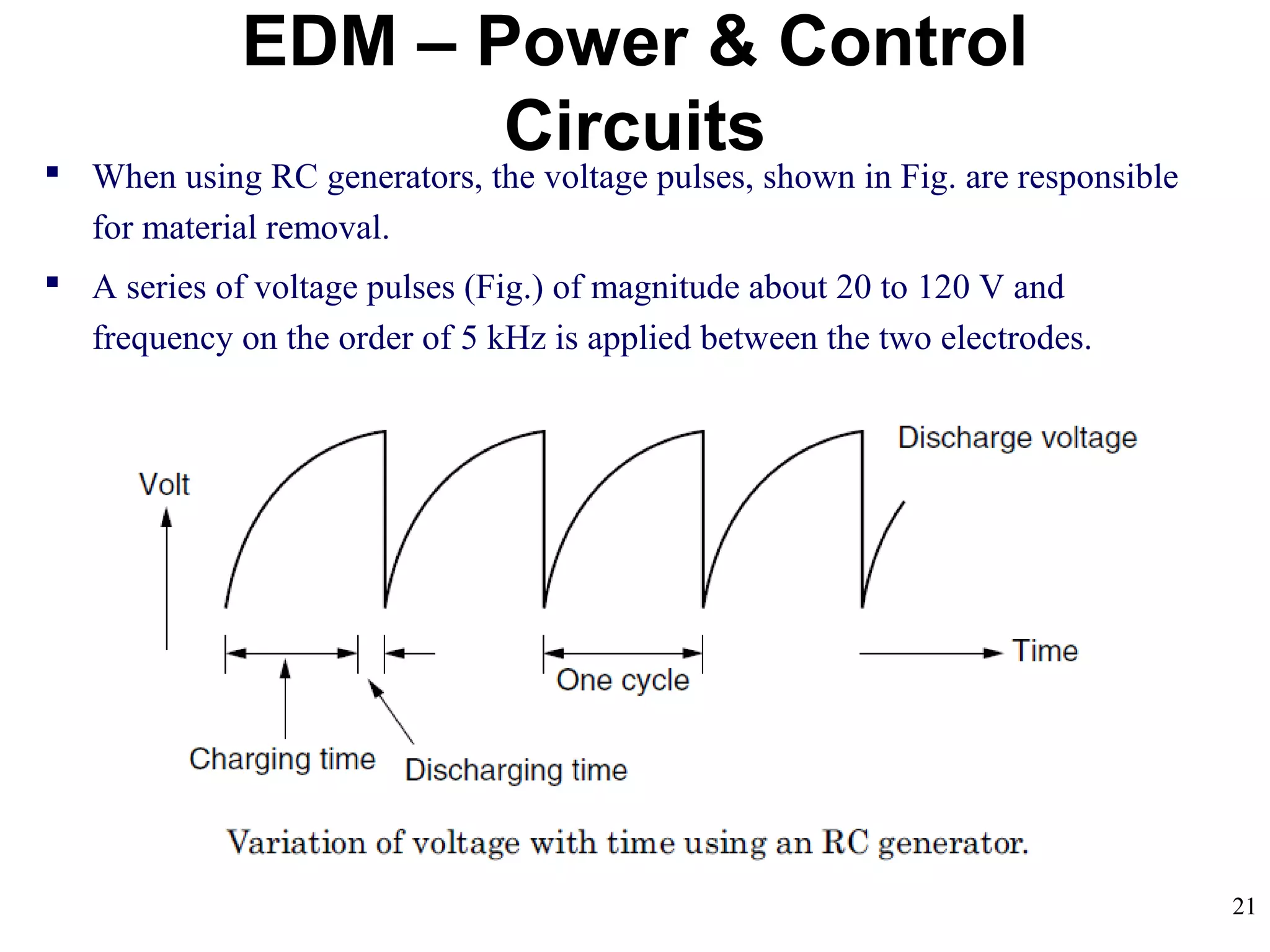





























Electrical Discharge Machining (EDM) is a manufacturing process that uses electrical discharges to remove material from a workpiece to obtain a desired shape, operating under a dielectric liquid. Key components include an electric power supply, electrodes, and a dielectric medium, with the process capable of machining hard metals and intricate designs without traditional heat treatment. Over the years, EDM has evolved significantly, improving machining speeds and precision while employing various electrode materials and flushing methods to ensure effective operation.