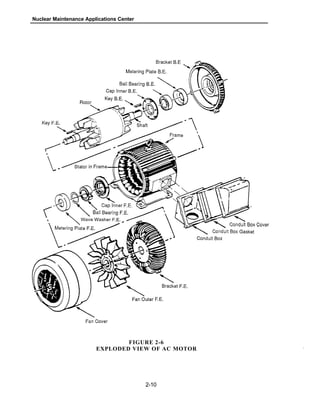
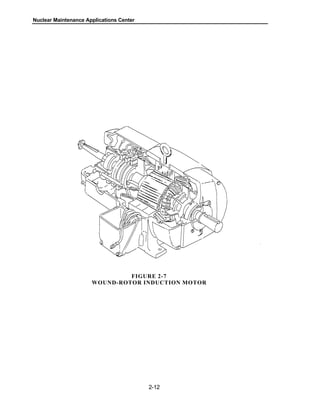
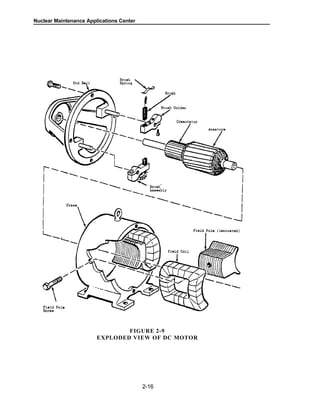
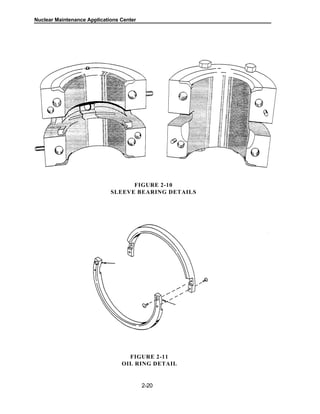
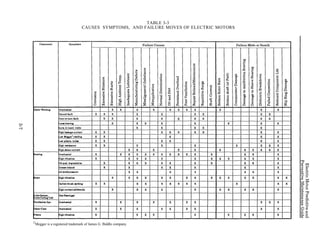
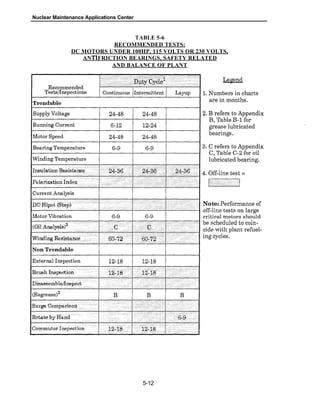
This guide provides information and guidance for establishing an effective electric motor maintenance program to prevent unexpected failures. It summarizes technical data on four main motor types and their components. The guide identifies significant failure causes and recommends tests and inspections to optimize service life and minimize costs through preventative maintenance.